Известны устройства для контактной лриварки цапф к корпусам аккул-гуляторов, содержащие 1юдвиж п 1е электроды для односторо}И1ей точечной сварки, контактные пластины для шунтирования сварочного тока и бункеры для цанф и лчля корпусов с устройствами для иодпчя изделий в зажимы. Однако указанные устройства не обеспечивают достаточной производительности и качества сварки.
В предлагаемом ycTpoitcTBC это дост ;гается , что зажил:ы иылс лнены в виде распоров с контактными нластипами. Распоры снабжеп. приводом, обеснечиваюндим их ввод во внутреппкж) по.иость корпуса аккудгулятора, а в бункере для цанф устроен паз с но1Юротиь м ссктороч, нодающим цапфы на рабочую позицию.
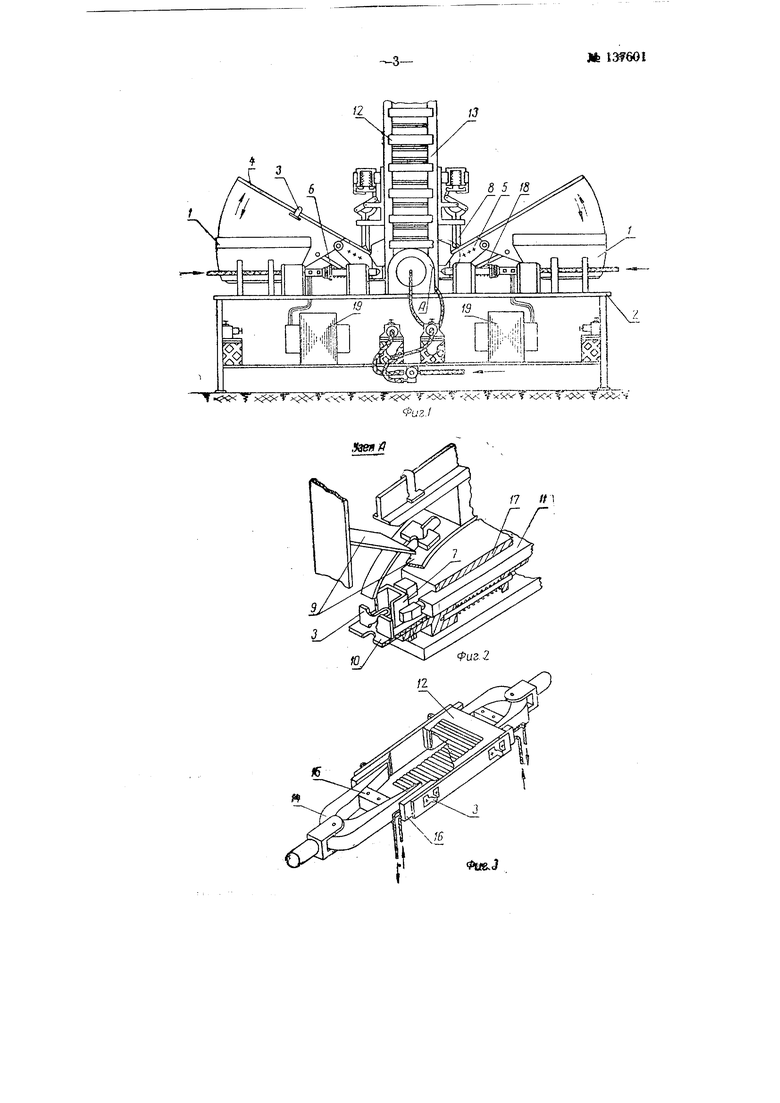
На фиг. 1 изображено устройство, об1ций вид; на фиг. 2 и 3-отдельные узлы устройства.
Подача цанф к месту приварки прои.зводптся из буикерО15 /, установленных на столе 2 устройства. Цапфа 3 попадает но наклоииы.м стенкам бункера в паз, устроенный в его дне, где размещен качаюни-пкп новоротный сектор .
При подъеме сектора вверх он захватывает несколько цапф, которые затем соскальзьцаают на приемный по.чоз 5, рассчитанный на определенное количество uancf). Не принятые полозом цапфы остаются на секторе и при его возвращении в исходное положение попадают обратно в бункер. Движение сектора осуществляется нневлшцилиндром 6.
С полоза .5 цапфы подаются в лстановочное гнездо 7 (фиг. 2) д.пл приварки при номощи отсекателя 8 и ориеитпруюн1его устройства У (фиг. 2). Отсекатель состоит из электромагнита, 1 ри юдяп1.его в дейст1И с
Л1 137601
с помощью тяг два вертикально расположенных ножа, из которых один поднят, а другой опущен и удерживает цанфу на полозе.
Гнездо 7 смонтировано на подвижной площадке 10, перемещаемо электродом 7/ и обеспечивающей установку и прижим цапфы к корпусу аккумулятора во время сварки.
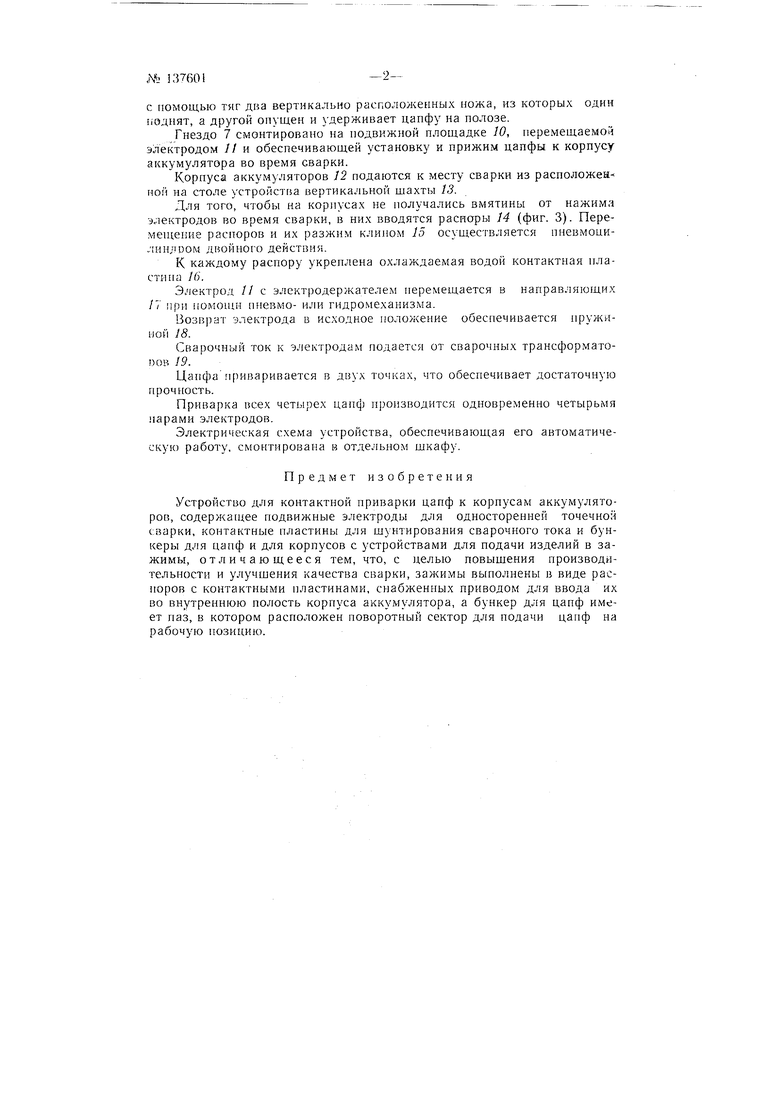
Корпуса аккумуляторов 12 подаются к месту сварки из расположенной на столе устройства вертикальной шахты 13.
Для того, чтобы на корпусах не получались вмятины от нажима электродов во время сварки, в них вводятся распоры 14 (фиг. 3). Перемеп епие распоров н их разжим клипом 15 осуществляется пневмоии.линлоом двойного действия.
К каждому распору укреплена охлаждаемая водой контактная пластина 16.
Электрод // с электродержателем перемещается в направляющих /7 при noMoniii пневмо- или гидромеханизма.
Возврат электрода в исходное положение обеспечивается пружиной 18.
Сварочный ток к электродам подается от сварочных трансформато)ОВ 19.
Цапфа Приваривается в двух точках, что обеспечивает достаточную прочность.
Приварка «сех четырех цапф производится одновременно четырьмя нарами электродов.
Электрическая схема устройства, обеспечивающая его автоматическую работу, смонтирована в отдельном щкафу.
Предмет изобретения
Устройство для контактной приварки цанф к корпусам аккумуляторов, содержаплее подвижные электроды для односторенпей точечной сварки, контактные пластины для щунтирования сварочного тока и бункеры для цанф и для корпусов с устройствами для подачи изделий в зажимы, отличающееся тем, что, с целью повыщения производительности и улучщения качества сварки, зажимы выполнены в виде распоров с контактными пластинами, снабженных приводом для ввода их во внутреннюю полость корпуса аккумулятора, а бункер для цапф имеет паз, в котором расположен поворотный сектор для подачи цапф на рабочую позицию.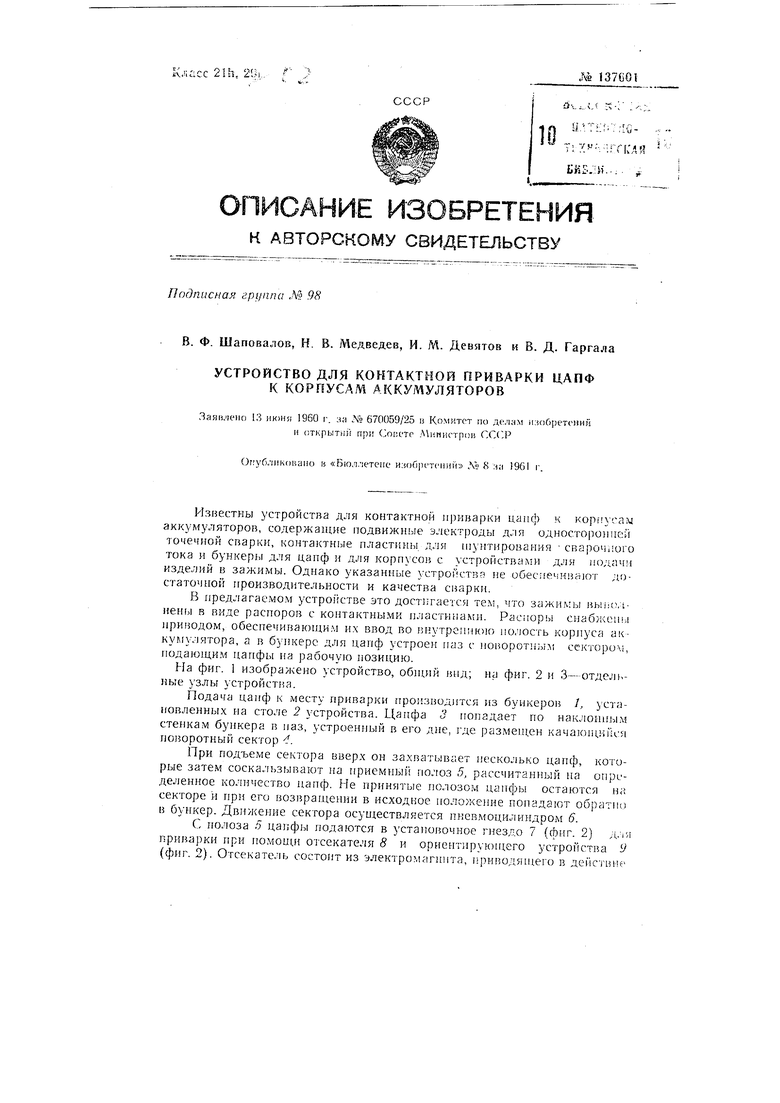
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для контактной приварки шипов | 1970 |
|
SU334767A1 |
| Устройство для контактной точечной сварки | 1987 |
|
SU1423319A1 |
| Устройство для приварки стержней к элементам сортового профиля | 1960 |
|
SU139037A1 |
| Машина для контактной стыковой сварки | 1970 |
|
SU307614A1 |
| Станок для контактной точечной сварки | 1970 |
|
SU335887A1 |
| Устройство для изготовления сеток | 1971 |
|
SU576020A3 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КАРКАСОВ | 1970 |
|
SU275268A1 |
| УСТАНОВКА ДЛЯ ГЕРМЕТИЗАЦИИ ТРУБЧАТЫХ ЭЛЕМЕНТОВ | 1998 |
|
RU2152091C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ЭЛЕКТРОСВАРКИ | 1971 |
|
SU313642A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМЫ-ХОЛОДИЛЬНИКА-ТОКОПОДВОДА К АГРЕГАТУ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2002 |
|
RU2236337C2 |