Изобретение относится к области машиностроения, в частности к электросварочному оборудованию и может быть использовано для упрощения зубьев зубчатых передач, например зубчатых реек экскаваторов.
Известны машины для контактной электросварки, содержащие стол для фиксации свариваемых заготовок, перемещающийся в двух взаимно перпендикулярных направлениях, и электроды.
Описываемая машина отличается от известных тем, что на столе закреплена планка с выступами, количество которых соответствует количеству зубьев, а на машине смонтированы скоба с пазом, взаимодействующая с выступами планки, и цилиндрические направляющие, на которых с возможностью перемещения установлен приводной упор, выполненный в виде штанги, при этом оси электродов расположены под углом друг к другу в соответствии с углом зуба в вершине.
Это позволяет осуществлять приварку твердых и износостойких элементов одновременно к обеим наклонным плоскостям зубьев детали.
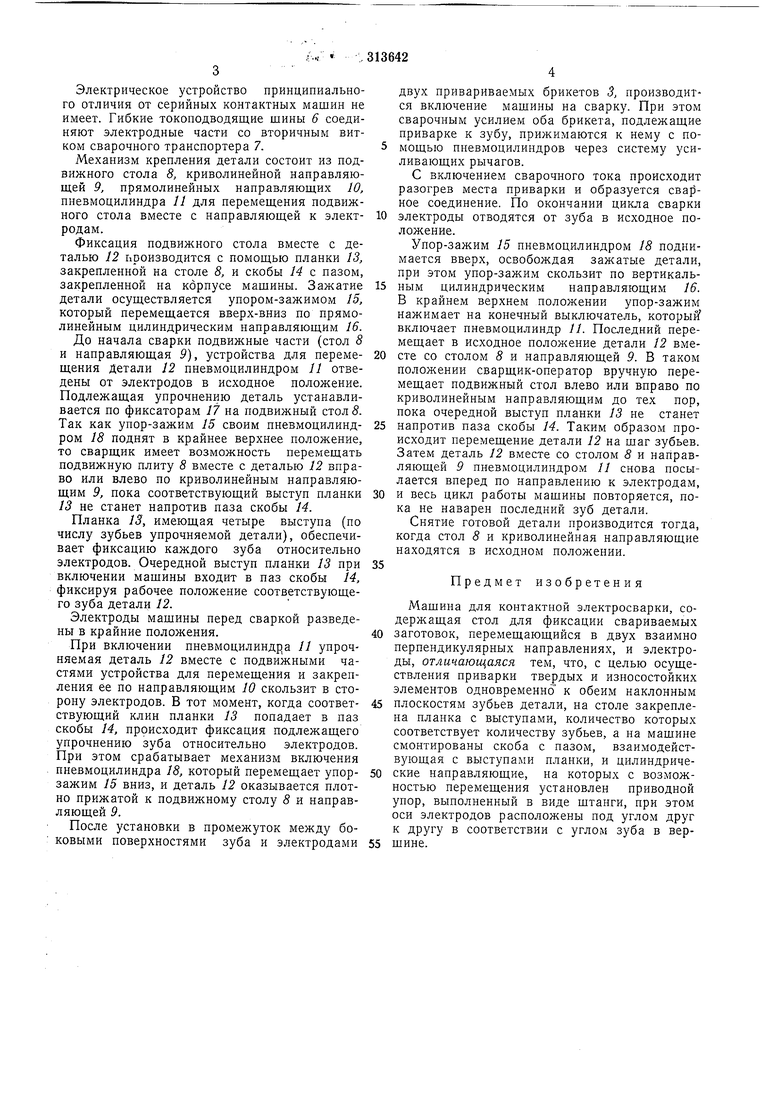
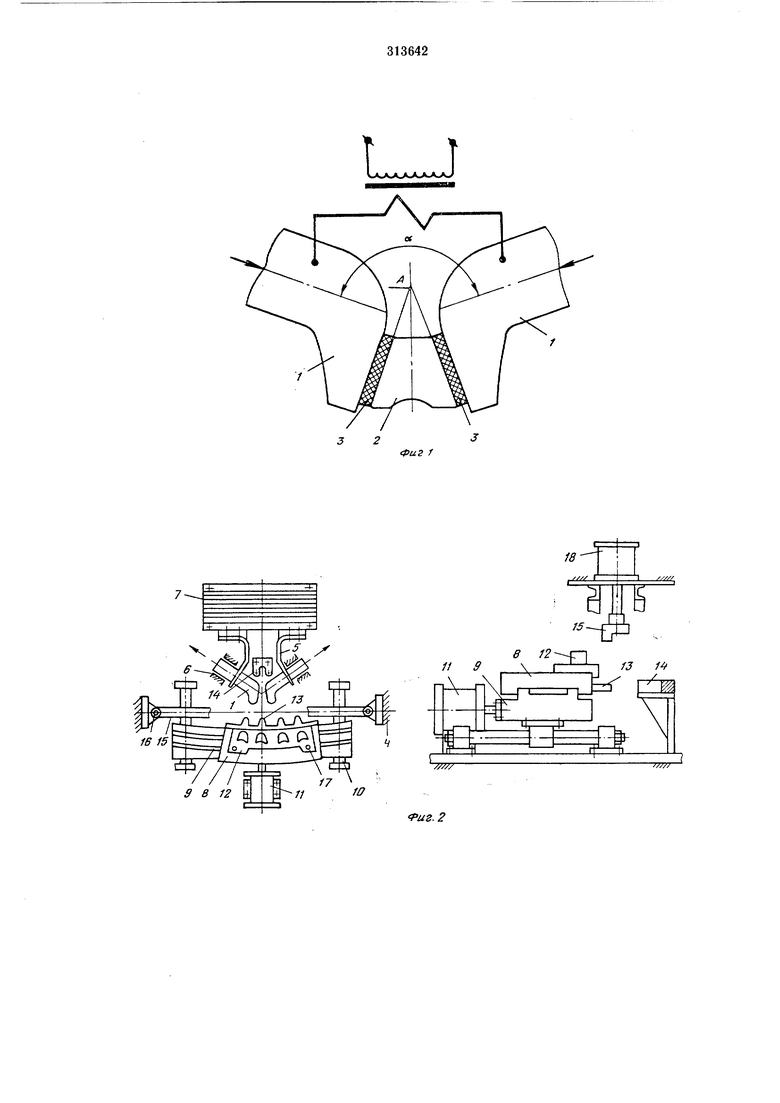
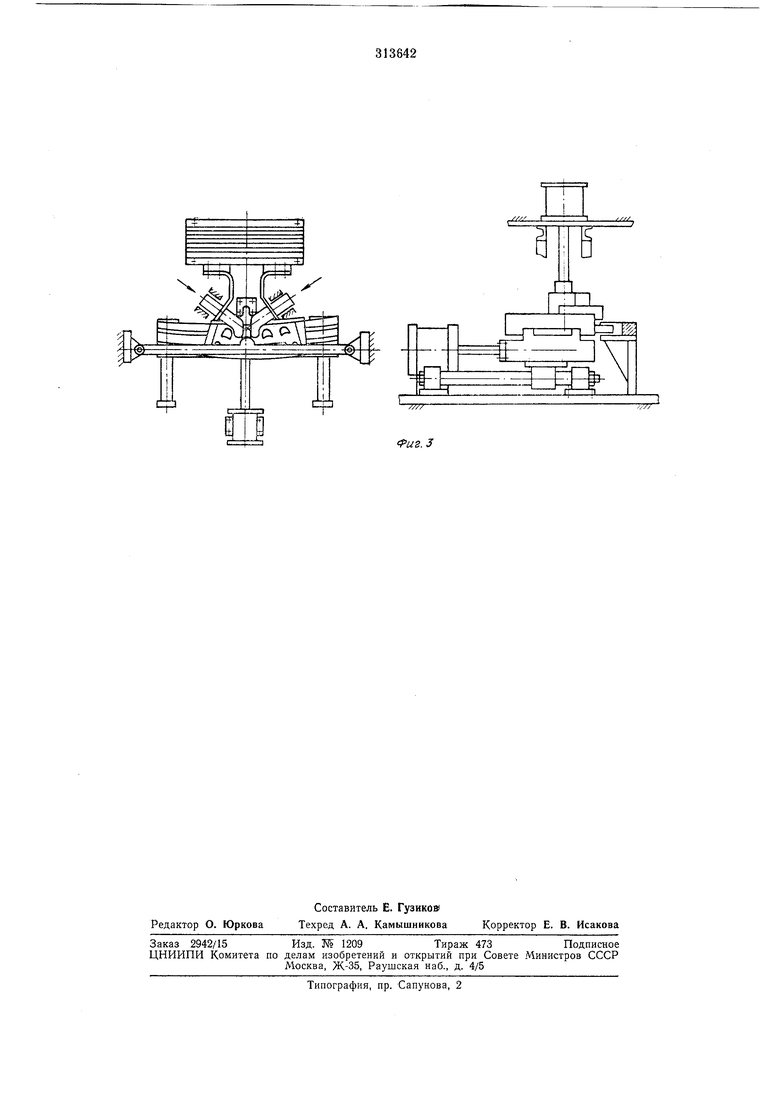
На фиг. 1 показана схема контактной наплавки зуба рейки экскаватора; на фиг. 2 - схема взаимодействия механизмов машины до сварки, вид сверху и вид сбоку; на фиг. 3 - схема взаимодействия механизмов при сварке, вид сверху и вид сбоку.
При контактной наплавке зубьев реек экскаваторов электроды / располагаются под углом а, соответствующим углу зацепления зуба рейки 2. Между контактными поверхностями электродов и упрочняемыми поверхностями А зуба рейки 2 располагаются плоские твердые брикеты 3, подлежащие сварке.
Описываемая машина имеет корпус 4, два
отдельных пневмоцилиндра, представляющих собой систему усиливающих рычагов, и направляющие 5, по которым осуществляется прямолинейное возвратно-поступательное перемещение двух подвижных электродов в виде «сапожка. Пневмоцилиндры, создающие сварочное усилие, связаны с пневматической системой, в которую входят типовые устройства для питания цилиндров воздухом и аппаратура управления (на чертежах не показаны). Электроды крепятся в направляющих 5 с помощью специальных зажимов, имеющих приливы для крепления токоведущих щин 6.
Независимое перемещение обоих электродов от отдельных пневмоцилиндров создает
условия для осуществления одновременной приварки плоских брикетов к обеим наклонным поверхностям клинообразной части детали, причем меняя угол пересечения осей электродов а, возможно наплавлять рейки с
Электрическое устройство принципиального отличия от серийных контактных машин не имеет. Гибкие токоподводящие шины 6 соединяют электродные части со вторичным витком сварочного транспортера 7.
Механизм крепления детали состоит из подвижного стола 8, криволинейной направляющей 9, прямолинейных направляющих 10, пневмоцилиндра 11 для перемещения подвижного стола вместе с направляющей к электродам.
Фиксация подвижного стола вместе с деталью 12 производится с помощью планки 13, закрепленной на столе 8, и скобы 14 с пазом, закрепленной на корпусе машины. Зажатие детали осуществляется упором-зажимом 15, который перемещается вверх-вниз по прямолинейным цилиндрическим направляющим 16.
До начала сварки подвижные части (стол 8 и направляющая 9), устройства для перемещения Детали 12 пневмоцилиндром 11 отведены от электродов в исходное положение. Подлежащая упрочнению деталь устанавливается по фиксаторам 17 на подвижный стол 8. Так как упор-зажим 15 своим пневмоцилиндром 18 поднят в крайнее верхнее положение, то сварщик имеет возможность перемещать подвижную плиту 8 вместе с деталью 12 вправо или влево по криволинейным направляющим 9, пока соответствующий выступ планки 13 не станет напротив паза скобы 14.
Планка 13, имеющая четыре выступа (по числу зубьев упрочняемой детали), обеспечивает фиксацию каждого зуба относительно электродов. Очередной выступ планки 13 при включении мащины входит в паз скобы 14, фиксируя рабочее положение соответствующего зуба детали 12.
Электроды машины перед сваркой разведены в крайние положения.
При включении пневмоцилиндра 11 упрочняемая деталь 12 вместе с подвижными частями устройства для перемещения и закрепления ее по направляющим 10 скользит в сторону электродов. В тот момент, когда соответствующий клин планки 13 попадает в паз скобы 14, происходит фиксация подлежащего упрочнению зуба относительно электродов. При этом срабатывает механизм включения пневмоцилиндра 18, который перемещает упорзажим 15 вниз, и деталь 12 оказывается плотно прижатой к подвижному столу 8 и направляющей 9.
После установки в промежуток между боковыми поверхностями зуба и электродами
двух привариваемых брикетов 3, производится включение машины на сварку. При этом сварочным усилием оба брикета, подлежащие приварке к зубу, прижимаются к нему с помощью пневмоцилиндров через систему усиливающих рычагов.
С включением сварочного тока происходит разогрев места приварки и образуется сварное соединение. По окончании цикла сварки
электроды отводятся от зуба в исходное положение.
Упор-зажим 15 пневмоцилиндром 18 поднимается вверх, освобождая зажатые детали, при этом упор-зажим скользит по вертикальным цилиндрическим направляющим 16. В крайнем верхнем положении упор-зажим нажимает на конечный выключатель, которые включает пневмоцилиндр 11. Последний перемещает в исходное положение детали 12 вместе со столом 8 и направляющей 9. В таком положении сварщик-оператор вручную перемещает подвижный стол влево или вправо по криволинейным направляющим до тех пор, пока очередной выступ планки 13 не станет
напротив паза скобы 14. Таким образом происходит перемещение детали 12 на шаг зубьев. Затем деталь 12 вместе со столом 8 и направляющей 9 пневмоцилиндром 11 снова посылается вперед по направлению к электродам,
и весь цикл работы машины повторяется, пока не наварен последний зуб детали.
Снятие готовой детали производится тогда, когда стол 8 и криволинейная направляющие находятся в исходном положении.
Предмет изобретения
Машина для контактной электросварки, содержащая стол для фиксации свариваемых
заготовок, перемещающийся в двух взаимно перпендикулярных направлениях, и электроды, отличающаяся тем, что, с целью осуществления приварки твердых и износостойких элементов одновременнсэ к обеим наклонным
плоскостям зубьев детали, на столе закреплена планка с выступами, количество которых соответствует количеству зубьев, а на машине смонтированы скоба с пазом, взаимодействующая с выступами планки, и цилиндрические направляющие, на которых с возможностью перемещения установлен приводной упор, выполненный в виде штанги, при этом оси электродов расположены под углом друг к другу в соответствии с углом зуба в вершине.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи деталей | 1985 |
|
SU1299739A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ, АРМАТУРЫ, ТРУБ, ДЛИННОМЕРНОГО МЕТАЛЛОПРОКАТА (ВАРИАНТЫ) И МАШИНА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ С ФИГУРНЫМ ХОДОМ ВЕРХНЕГО ЭЛЕКТРОДА (ВАРИАНТЫ) | 2012 |
|
RU2533067C2 |
| УСТРОЙСТВО ДЛЯ ШАГОВОЙ ПОДАЧИ СВАРОЧНЫХ КЛЕЩЕЙ | 1994 |
|
RU2065805C1 |
| МАШИНА ДЛЯ ШОВНОЙ СВАРКИ | 1969 |
|
SU238035A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ РЕЛЬЕФНОЙ СВАРКИ ^СЕСОЮоНАЯТмТ?ИТ1Ш-=ТЕ1Ш1?ОНМ| | 1972 |
|
SU331858A1 |
| УСТАНОВКА ДЛЯ СВОРКИ И СВАРКИ ИЗДЕЛИЙр д.-„.^,:.., .•VV'JVir'^HflJSliK ( uii : ^t>&^ ».,i'eitsi i-v- iP.»';.|БИБЛИЮ! EKA | 1971 |
|
SU304083A1 |
| УСТРОЙСТВО ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ КАРКАСОВ | 1971 |
|
SU317478A1 |
| Машина для контактной точечной сварки сеток | 1982 |
|
SU1031603A1 |
| Электроконтактная сварочная машина для восстановления и упрочнения деталей | 1989 |
|
SU1703332A1 |
| МАШИНА КОНТАКТНОЙ РЕЛЬЕФНОЙ СВАРКИ | 2012 |
|
RU2500511C2 |
3 В J2
Риг.2
иг.З
