Предлагается способ повышения жесткости рабочих клетей прокатных станов и конструкция клети с предварительно напряженными валками.
Сущность предлагаемого способа заключается в том, что по краям бочки валков делаются бурты, которыми валки соприкасаются при установке в клеть. Затем опорные подшипники, в которых закреплены шейки валков, нагружаются силой, большей или равной возникающему при прокатке давлению на опорные подшипники. В результате нагружения соприкасающиеся поверхности буртов сплющиваются на величину упругого сплющивания до соприкосновения контрольных площадок.
Во время прокатки давление металла на валки, стремящееся раздвинуть валки относительно неподвижно закрепленных подущек, будет уменьщать величину упругого сплющивания буртов.
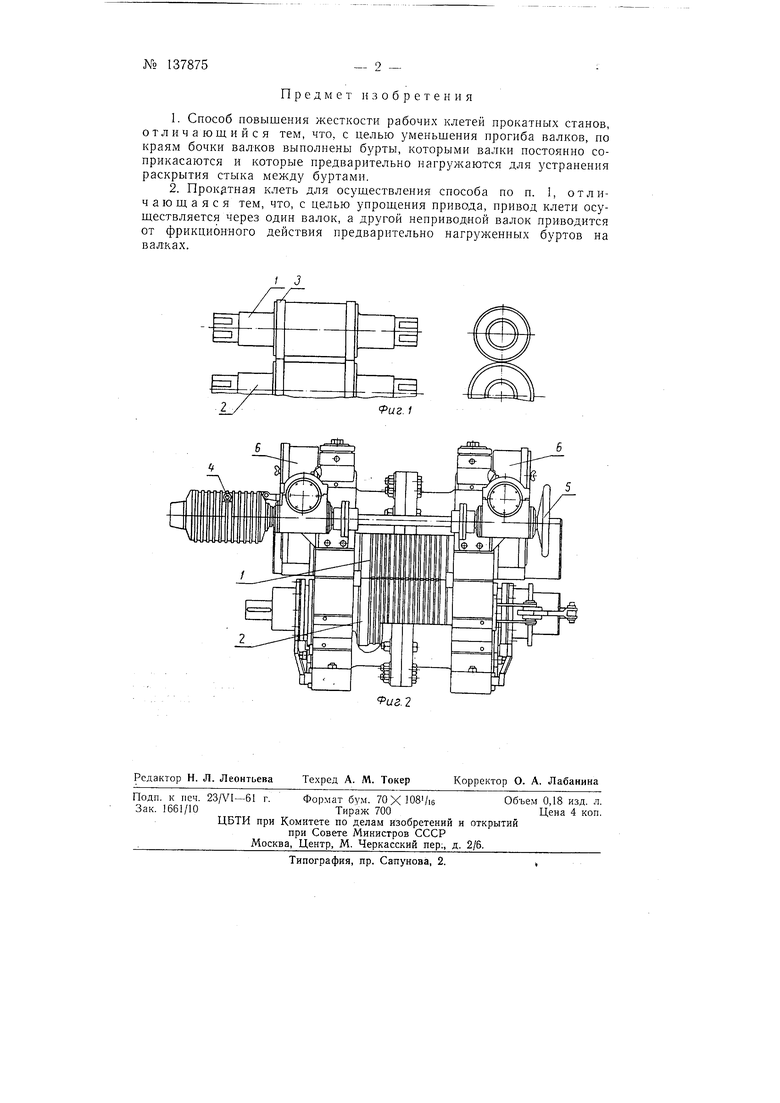
На фиг. 1 показана конструкция предлагаемых валков; на фиг. 2 - конструкция клети с предварительно напряженными валками.
Клеть имеет верхний 1 и нижний 2 валки с буртами 3 по краям бочки. Предварительное нагрул :ение этих буртов осуществляется как у обычных клетей при вращении эксцентриковых втулок от электродвигателя 4 или ручного маховика 5. Во втулках вмонтированы опорные подшипники валков.
Регулировку величины упругого сплющивания буртов валков можно осуществлять кинематически, связав вращение эксцентриковых втулок с указателями раствора валков 6.
Привод клети можно осуществлять как по обычной схеме - к двум валкам через шестеренную клеть, так и через один валок. Второй неприводной валок приводится во вращение от фрикционного действия предварительно нагруженных буртов на валках при их соприкосновении. В этом случае схема привода значительно упрощается, так как отпадает необходимость в применении шестеренной клети.
Предмет изобретения
1.Способ повышения жесткости рабочих клетей прокатных станов, отличающийся тем, что, с целью уменьшения прогиба валков, по краям бочки валков выполнены бурты, которыми валки постоянно соприкасаются и которые предварительно нагружаются для устранения раскрытия стыка между буртами.
2.Прокатная клеть для осуществления способа по п. 1, отличающаяся тем, что, с целью упрощения привода, привод клети осуществляется через один валок, а другой неприводяой валок приводится от фрикционного действия предварительно нагруженных буртов на валках.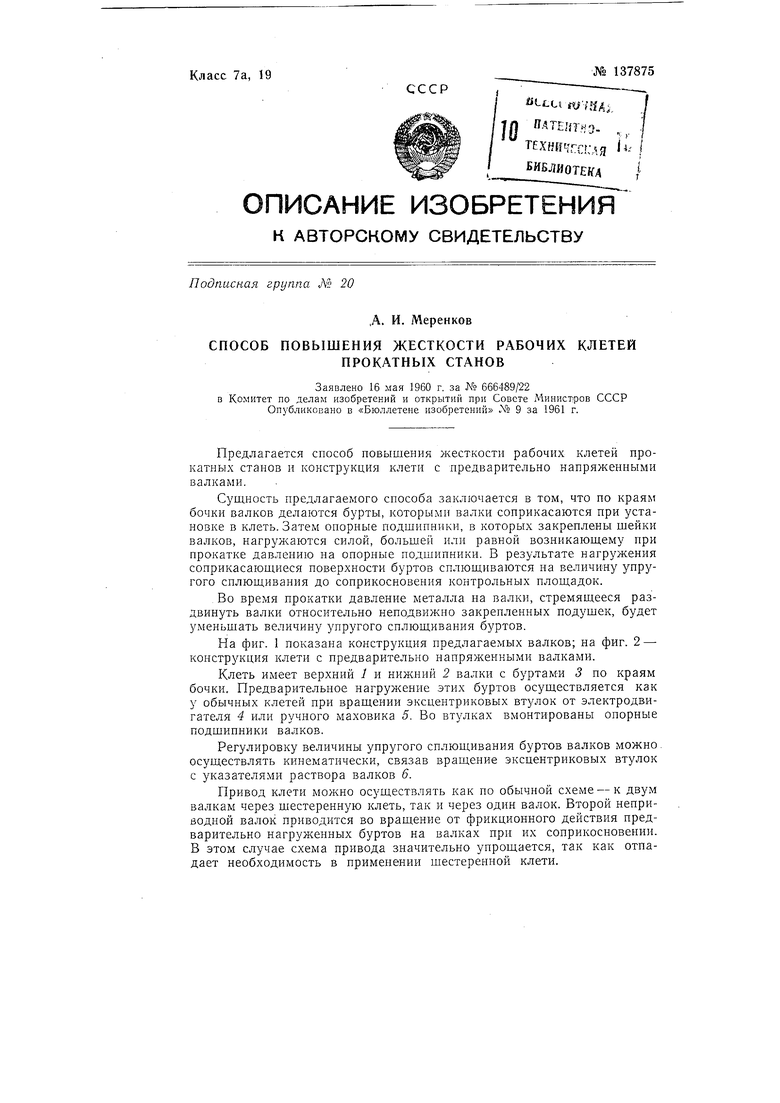
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕРЕВЕРСИВНЫЙ СТАН ДЛЯ ПРОКАТКИ ТОНКИХ И ТОНЧАЙШИХ ЛЕНТ | 2004 |
|
RU2254945C1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| ВАЛОК ДЛЯ ВОЗДЕЙСТВИЯ НА ПЛОСКОСТНОСТЬ | 1999 |
|
RU2220797C2 |
| СТАН ДЛЯ ТОЧНОЙ ПРОКАТКИ ПОЛОС | 1993 |
|
RU2050207C1 |
| МНОГОВАЛКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 1973 |
|
SU381197A1 |
| Прокатный стан | 1983 |
|
SU1091956A1 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| СПОСОБ СТАБИЛИЗАЦИИ РАСТВОРА РАБОЧИХ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ "КВАРТО" | 1990 |
|
RU2009740C1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННАЯ ПРОКАТНАЯ КЛЕТЬ | 2006 |
|
RU2319562C2 |
| ПРОКАТНАЯ КЛЕТЬ | 1997 |
|
RU2195377C2 |