Изобретение относится к черной металлургии, в частности к обработке катанки бунтового проката с прокатного нагрева.
Известен способ обработки проката из низкоуглеродистой стали, включающий горячую прокатку, двухкратное циклическое охлаждение со скоростью выше критической до среднемассовой температуры 500-600оС с периодом цикла 0,02-0,05 с [1]
Недостатком этого способа является ограниченная область применения, сужающая его технологические возможности, только для сталей с содержанием углерода не более 0,3% При охлаждении по указанному способу сталей с содержанием углерода более 0,3% на второй стадии охлаждения происходит закалка поверхности, вследствие чего после полного окончания процесса охлаждения прокат имеет неоднородную структуру по сечению. В поверхностном слое наблюдается структура отпуска, а в центральных перлит, что приводит к ухудшению пластических свойств проката.
Наиболее близким к предлагаемому является способ обработки проката из углеродистых (канатных) сталей, включающий предварительное охлаждение до среднемассовой температуры 770-850оС, выдержку в течение времени τвыд (0,15-0,50)d2, циклическое охлаждение со скоростью 250-500оС/с с периодом цикла 0,1-0,3 с до среднемассовой температуры 650-750оС с последующим окончательным охлаждением на воздухе [2]
Недостатком этого способа является сужение его технологических возможностей из-за отсутствия учета необходимой области аустенизации после предварительного охлаждения различных по химическому составу марок стали. Так, при охлаждении проката на первой стадии до среднемассовой температуры 770-850оС и выдержке в течение времени τвыд (0,15-0,50)d2 поверхность проката разогревается до температуры 750-820оС, что приемлемо для сталей с точкой Ас3 менее 750оС, т.е. для сталей с содержанием углерода более 0,65% При охлаждении проката с меньшим, чем указано, содержанием углерода, например стали 40, для которой Ас3 790оС [3] до среднемассовой температуры 770оС при последующей выдержке температура поверхности проката достигает 750оС, что не обеспечивает полной аустенизации, в результате чего металл приобретает двухслойную перлито-ферритную структуру, что снижает качество готового проката. Кроме того, широкий интервал температур предварительного охлаждения усложняет условия реализации способа. Так, при охлаждении стали 70 (Ас3 743оС [3] до среднемассовой температуры 850оС после дальнейшей выдержки температура поверхности проката достигает 820оС. В результате этого при последующем циклическом охлаждении для завершения процесса и достижения цели необходим необоснованно большой теплосъем, что приводит к удлинению трассы циклического охлаждения.
Выражение, устанавливающее время выдержки металла после предварительного охлаждения, определяемое согласно прототипу как τвыд= (0,15-0,50)d2, справедливо только при неизменной скорости прокатки. В реальных же условиях скорость прокатки сталей различных марок и размеров (диаметров) не одинакова. Поэтому обработка проката в соответствии с прототипом, с учетом соблюдения условий его применения, возможна для ограниченного сортамента проката. Указанное обстоятельство также сужает технологические возможности способа.
Целью изобретения является расширение технологических возможностей способа.
Задача изобретения состоит в расширении марочного сортамента обрабатываемого проката, охватывающего углеродистые и низколегированные стали при упрощении условий его реализации.
Цель достигается тем, что в способе обработки проката из углеродистых и низколегированных сталей, включающем горячую прокатку, предварительное охлаждение поверхности проката, выдержку, циклическое охлаждение со скоростью 250-500оС/с с периодом цикла 0,1-0,3 с до среднемассовой температуры 650-750оС и последующее охлаждение на воздухе, предварительное охлаждение поверхности проката ведут до температуры, определяемой из выражения
Tп= (2,7÷2,8) Асз- 
 а выдержку осуществляют до достижения поверхностью проката температуры (Ас3-(Ас3 + 50)оС, где Тп температура поверхности после первого охлаждения, оС; Т температура конца прокатки (перед первым охлаждением), оС; t время охлаждения, с, определяемое как отношение t
а выдержку осуществляют до достижения поверхностью проката температуры (Ас3-(Ас3 + 50)оС, где Тп температура поверхности после первого охлаждения, оС; Т температура конца прокатки (перед первым охлаждением), оС; t время охлаждения, с, определяемое как отношение t  , т.е. отношение длины камеры охлаждения l, м, к скорости прокатки V, м/с; d диаметр проката, мм.
, т.е. отношение длины камеры охлаждения l, м, к скорости прокатки V, м/с; d диаметр проката, мм.
Способ осуществляют следующим образом.
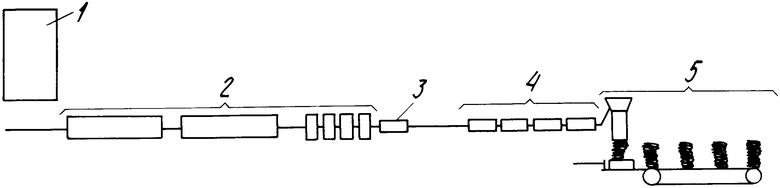
Нагретую до температуры прокатки в нагревательной печи 1 заготовку из углеродистой или низколегированной стали прокатывают в клетях непрерывного сортопрокатного или проволочного стана до получения круглого проката заданных размеров. После горячей прокатки готовый прокат, выходящий из последней клети стана 2, поступает в установку 3 предварительного охлаждения (первый охладитель), в которой осуществляют предварительное охлаждение поверхности проката до температуры Тп, определяемой из выражения
Tп= (2,7÷2,8) Асз- 

Предварительно охлажденный прокат выдерживают перед ускоренным циклическим охлаждением до температуры аустенизации, т.е. до уровня Ас3 (Ас3+50)оС на участке выравнивания температуры в промежутке между установкой 3 предварительного охлаждения и трассой 4 ускоренного циклического охлаждения. После прохождения участка выравнивания температуры, в котором за счет тепла центральных слоев проката обеспечивается аустенизация его структуры, прокат поступает в трассу 4 ускоренного циклического охлаждения, в которой охлаждается со скоростью 250-500оС/с с интервалом охлаждения 0,1-0,3 с до среднемассовой температуры 650-750оС. Окончательное охлаждение проката осуществляют на воздухе на участке 5 укладки и транспортирования мотков.
При охлаждении поверхности проката после первого охладителя использование коэффициента в формуле ниже 2,7 приводит к разогреву металла после участка выравнивания (выдержки) ниже точки Ас3, что не обеспечивает полную аустенизацию, в результате чего после окончания цикла охлаждения в трассе металл будет иметь двухслойную микроструктуру, что ухудшает его пластические свойства.
Использование коэффициента более 2,8 приводит к разогреву поверхности металла после участка выравнивания температуры по сечению выше Ас3 + 50оС. В результате этого требуется отбор дополнительного тепла в трассе ускоренного циклического охлаждения, что потребует либо ее удлинения, либо не даст возможность получить необходимую температуру металла после ускоренного охлаждения без снижения скорости прокатки.
Таким образом, коэффициент в пределах 2,7-2,8 в предлагаемом выражении, определяющим температуру поверхности проката после предварительного охлаждения, обеспечивает полную аустенизацию структуры металла без необходимости дополнительного отбора тепла на стадии циклического охлаждения. Учет в предлагаемом выражении комплекса факторов, определяющих формирование однородной структуры металла, способствует расширению технологических возможностей предлагаемого способа.
Предлагаемый способ опробован на непрерывном проволочном стане 250 ПО "Ижсталь". На выходе из последней клети стана расположен первый охладитель длиной 1 м и участок выравнивания температуры, расположенный перед трассой ускоренного циклического охлаждения, состоящий из четырех охлаждающих секций, между которыми расположены участки выравнивания температуры по сечению проката (участки сухих проводок). Способ опробован на низколегированной стали со средним содержанием углерода.
П р и м е р. Сталь 35Х (Ас3 782оС), диаметр проката 7,5 мм, скорость прокатки 17 м/с, температура конца прокатки 1000оС. Расчетные величины времени охлаждения и температуры переохлаждения поверхности составляли соответственно 0,06 с и 365 445оС. Путем изменения расхода воды была подобрана температура проката на выходе из установки 3 предварительного охлаждения, равная 380оС. После прохождения участка сухой проводки перед трассой 4 циклического охлаждения поверхность металла разогревалась до температуры 820оС, т. е. соответствовала интервалу Ас3 (Ас3+50)оС. Далее металл охлаждали в трассе циклического охлаждения со скоростью 450оС/с в секциях по 0,2 с в каждой до среднемассовой температуры 730оС. После окончательного охлаждения мотка катанки на воздухе до комнатной температуры проводили металлографический анализ отобранных образцов, который показал, что микроструктура по сечению катанки однородная перлит.
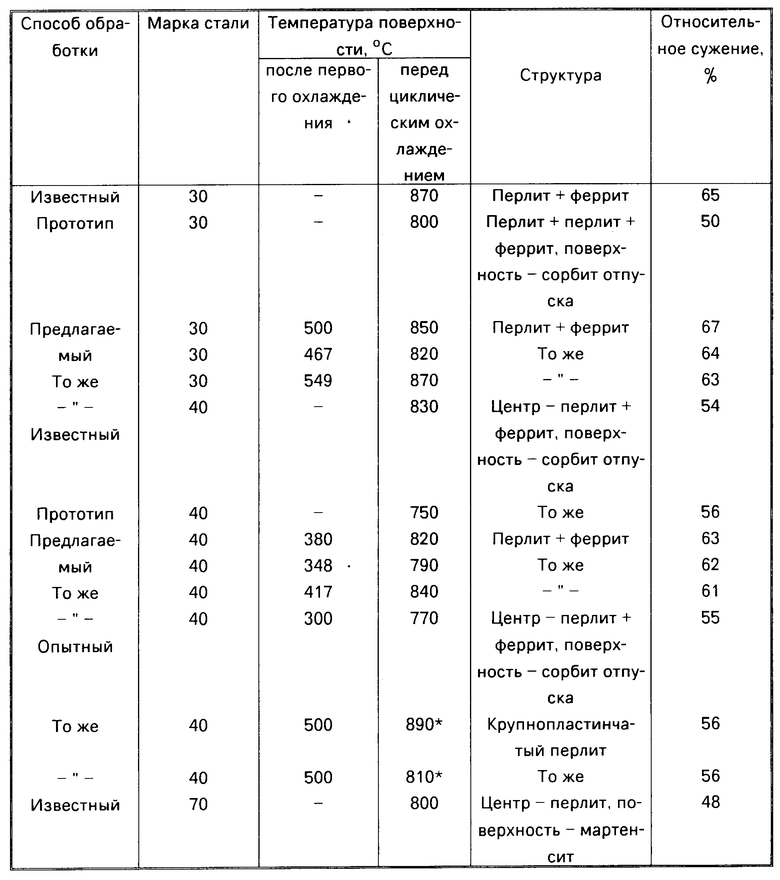
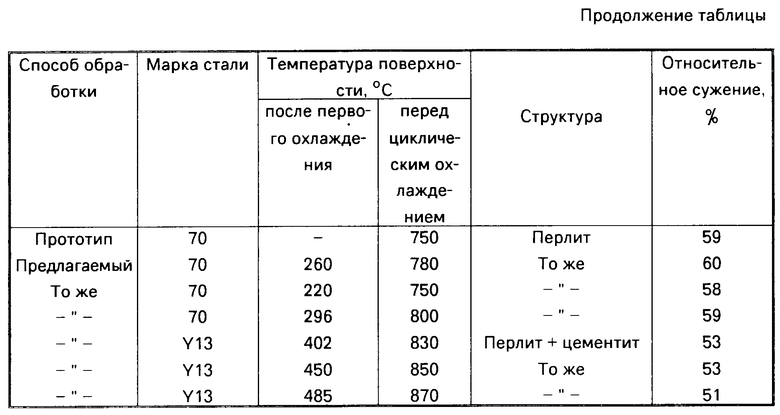
Для определения и обоснования условий реализации предлагаемого способа обрабатывали ряд партий различных марок сталей.
Сталь 30, Ас3 820оС [3] размер 6,5 мм, скорость проката 20 м/с, температура проката перед охлаждением 980оС, переохлаждение поверхности необходимо производить до 467-550оС.
Сталь 40, Ас3 790оС [3] размер 8 мм, скорость проката 18 м/с, температура проката перед охлаждением 1000оС, переохлаждение поверхности необходимо производить до 348-417оС.
Сталь 70, Ас3=750оС [3] размер 10 мм, скорость проката 15 м/с, температура проката перед охлаждением 1000оС, переохлаждение поверхности необходимо производить до 220-296оС.
Сталь У13, Ас3 830оС, размер 10 мм, скорость проката 15 м/с, температура проката перед охлаждением 1020оС; переохлаждение поверхности необходимо производить до 402-485оС. Для сравнения прокат из таких же марок сталей подвергали обработке по известному способу и способу-прототипу. Дополнительно прокат из стали марки 40 обрабатывали по опытному способу, в котором температуры охлаждения и разогрева выходили за граничные значения. Результаты экспериментов сведены в таблицу.
При обработке проката по этому способу, циклическое охлаждение началось при достижении поверхностью высокой температуры. Это произошло из-за недостаточного переохлаждения на первой стадии. Трасса циклического охлаждения не обеспечила необходимый теплосъем.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА КРУГЛОГО СЕЧЕНИЯ | 2001 |
|
RU2212458C1 |
| Способ термической обработки проката | 1989 |
|
SU1731837A1 |
| Способ обработки проката из углеродистых и низколегированных сталей | 1989 |
|
SU1696501A1 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНЫХ ПЕРИОДИЧЕСКИХ ПРОФИЛЕЙ | 2002 |
|
RU2222611C1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВЫХ ПРОФИЛЕЙ | 2003 |
|
RU2243834C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРЕННЫХ ВЫСОКОЧАСТОТНОЙ СВАРКОЙ ТРУБ ИЗ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ | 1991 |
|
RU2016095C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОКАТА | 2001 |
|
RU2213150C2 |
| СПОСОБ ПРЕДВАРИТЕЛЬНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СРЕДНЕСОРТОВОГО И КРУПНОСОРТОВОГО ПРОКАТА | 1992 |
|
RU2044779C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ | 1999 |
|
RU2153011C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2016 |
|
RU2633684C1 |
Использование: в черной металлургии, в частности при обработке катанки бунтового проката с прокатного нагрева. Сущность изобретения: нагретую до температуры прокатки в нагревательной печи заготовку из углеродистой или низколегированной стали прокатывают в клетях непрерывного сортопрокатного или проволочного стана до получения круглого проката заданных размеров. После горячей прокатки готовый прокат, выходящий из последней клетки стана, поступает в установку предварительного охлаждения (первый охладитель), в котором осуществляют предварительное охлаждение поверхности проката до температуры Tп, определяемой из выражения  где Tп температура поверхности, °С; T температура металла перед охлаждением, °С; t время охлаждения, с; d диаметр проката, мм. Предварительно охлажденный прокат выдерживают до температуры аустенизации, т.е. до уровня Ac3-(Ac3+ 50°C) на участке выравнивания температуры в промежутке между установкой предварительного охлаждения и трассой ускоренного циклического охлаждения. После прохождения участка выравнивания температуры прокат поступает в трассу ускоренного циклического охлаждения, в которой охлаждается со скоростью 250 500°С/с с периодом цикла 0,1 0,3 с до среднемассовой температуры 650 750°С. Окончательное охлаждение проката осуществляют на воздухе. 1 ил. 1 табл.
где Tп температура поверхности, °С; T температура металла перед охлаждением, °С; t время охлаждения, с; d диаметр проката, мм. Предварительно охлажденный прокат выдерживают до температуры аустенизации, т.е. до уровня Ac3-(Ac3+ 50°C) на участке выравнивания температуры в промежутке между установкой предварительного охлаждения и трассой ускоренного циклического охлаждения. После прохождения участка выравнивания температуры прокат поступает в трассу ускоренного циклического охлаждения, в которой охлаждается со скоростью 250 500°С/с с периодом цикла 0,1 0,3 с до среднемассовой температуры 650 750°С. Окончательное охлаждение проката осуществляют на воздухе. 1 ил. 1 табл.
СПОСОБ ОБРАБОТКИ ПРОКАТА ИЗ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ, включающий горячую прокатку, предварительное охлаждение поверхности проката, выдержку, циклическое охлаждение со скоростью 250 500oС/с с периодом цикла 0,1 0,3 с до среднемассовой температуры 650 750oС и последующим окончательным охлаждением на воздухе, отличающийся тем, что предварительное охлаждение поверхности проката ведут до температуры, определяемой из выражения Тп (2,7 oC 2,8)Ас3 (Т2 + 594000)/900 100000 · t/(300 -d), а выдержку осуществляют до достижения поверхностью проката температуры Ac3 (Ac3 + 50), где Тп температура поверхности, oС; T температура металла перед охлаждением, oС; t время охлаждения, с; d диаметр проката, мм.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ обработки проката | 1986 |
|
SU1379318A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
