Изобретение относится к черной металлургии, в частности к термической обработке высокоуглеродистой стали, и может быть использовано при изготовлении канатной катанки и бунтового подката в потоке проволочных станов.
Известны способы обработки катанки и бунтового подката. Например, известен способ обработки проката, включающий охлаждение водой со скоростью не менее 1000oС/с непосредственно по выходу из последней клети стана в течение времени 0,1-0,2 с до среднемассовой температуры 770-850oС и охлаждение на воздухе /Авт. св. СССР 910804, МКИ C 21 D 1/02, 8/06, опубл. 07.03.82 г./.
Наиболее близким к заявляемому способу по технической сущности и достигаемому положительному результату является способ изготовления термоупрочненной арматурной стали в мотках, включающий горячую прокатку, ускоренное охлаждение со среднемассовой скоростью 1500-2500oC/с до заданной температуры с последующей выдержкой на воздухе в течение 0,2-0,3 с, смотку в моток с одновременным охлаждением каждого витка водовоздушной смесью и охлаждение на воздухе /Авт. св. СССР 1770386, МКИ C 21 D 1/02, 9/52, опубл. 23.10.92 г./.
Недостатком известных способов является невысокий уровень нормируемых потребительских свойств и механических характеристик, таких как относительное сужение, величина обезуглероженного слоя, дисперсность структурных составляющих, балл зерна и микроструктура в целом. Кроме того, использование известных способов не позволяет получать низкую массу окалины на поверхности катанки.
Задачей заявляемого изобретения является возможность получения высоких пластических характеристик на высокоуглеродистых сталях при низком разбросе свойств по сечению мотка.
Поставленная задача достигается тем, что в известном способе изготовления термоупрочненной арматурной стали в мотках, включающем горячую прокатку, охлаждение со скоростью выше критической до заданной температуры, выдержку на воздухе, смотку в моток и охлаждение на воздухе, согласно изобретению после горячей прокатки делают выдержку в течение времени 0,07-0,09 с, а охлаждение со скоростью выше критической ведут до температур 650-700oС в течение времени 0,2-0,3 с при общем времени термообработки раската после прокатки до смотки в моток 0,4-0,6 с.
Экспериментально установлено, что для снятия деформационных напряжений в стали после прокатки необходимо делать выдержку не менее 0,07 с, при выдержке более 0,09 с перед охлаждением со скоростью выше критической резко активизируется процесс окалинообразования. Для получения равномерной высокой дисперсности структуры, удовлетворяющей требованиям канатной катанки класса КК, охлаждение необходимо проводить до температур не выше 700oС в течение времени не менее 0,2 с, при охлаждении до температур ниже 650oС в течение времени более 0,3 с по всему сечению катанки получается структура закалки, что отрицательно сказывается на пластичности металла. При проведении термообработки раската в течение времени более 0,6 с перед смоткой в моток, в центральных слоях катанки не остается достаточного количества тепла для отогрева поверхностных слоев. При общем времени термообработки раската перед смоткой в моток менее 0,4 с величина обезуглероженного слоя выше нормируемых требований, кроме того, увеличивается разброс свойств по сечению мотка.
Предлагаемый способ изготовления проката из высокоуглеродистой стали с указанной совокупностью, последовательностью выполнения операций и выбором интервалов значений признаков в указанном диапазоне их изменений обеспечивает достижение технического результата, заключающегося в обеспечении более лучших прочностных и пластических характеристик у высокоуглеродистых сталей при снижении величины обезуглероженного слоя и количества окалины на поверхности катанки.
Получение данного технического результата достигнуто решением задачи на изобретательском уровне, например выдержка между прокаткой и ускоренным охлаждением, выбор пределов охлаждения и выдержек, а также температурных пределов, что не следует из известного уровня техники.
Реализация способа изготовления проката из высокоуглеродистых сталей осуществлялась следующим образом.
Пример. В сортопрокатном цехе АО "ЗСМК" на проволочном стане 250-1 проводили опытно-промышленное опробование предлагаемого способа при изготовлении канатной катанки диаметром 6,5 мм из стали 70 промышленной плавки.
Для этого заготовки сечением 100•100 нагревали до температуры 1020oС, прокатывали на непрерывном проволочном стане, затем после выдержки 0,08 с проводили охлаждение со скоростью выше критической до температуры 670oС в течение 0,23 с с последующей выдержкой перед смоткой в моток в течение 0,15 с, при этом общее время термообработки составило 0,49 с, после чего катанку сматывали в моток. Дальнейшее охлаждение проводили на воздухе.
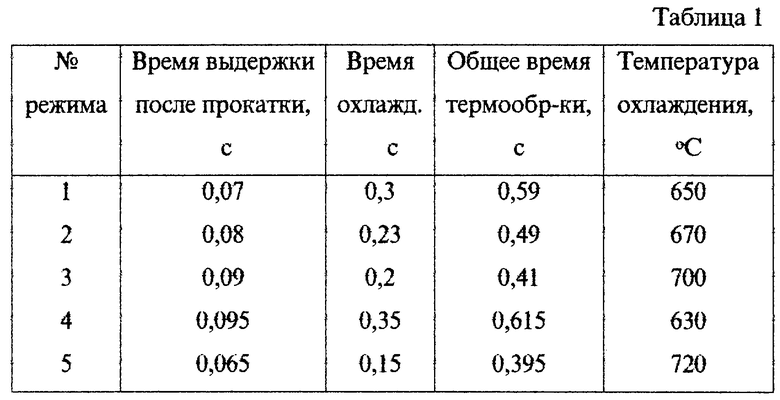
По предлагаемому способу было испытано несколько режимов, предусматривающих изменение времени выдержки после прокатки, времени охлаждения, общего времени термообработки, температуры охлаждения в заявляемом диапазоне их изменений с выходом за граничные значения. Режимы осуществления предлагаемого способа приведены в таблице 1.
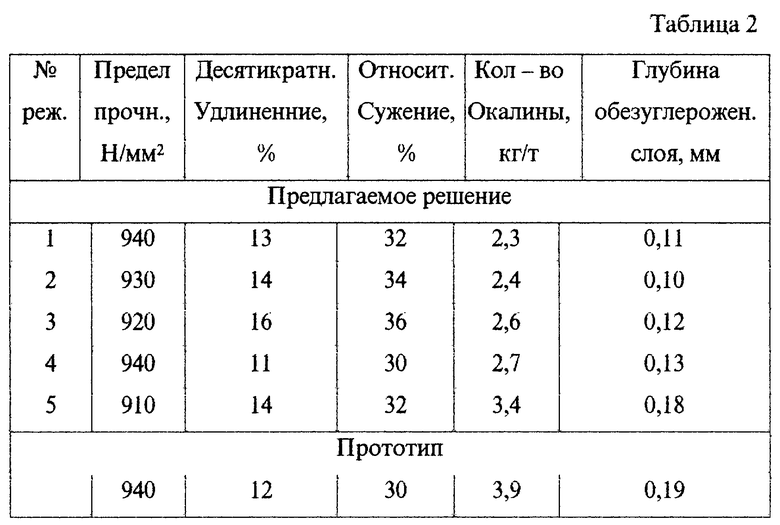
После осуществления указанных режимов определяли предел прочности, десятикратное удлинение, относительное сужение, величину обезуглероженного слоя и количество окалины на поверхности катанки.
Полученные результаты промышленных испытаний приведены в таблице 2.
Из данных таблиц видно, что при изготовлении канатной катанки из высокоуглеродистой стали в мотках по предлагаемому способу получены лучшие результаты по пластическим и прочностным характеристикам металла (по пределу прочности - 920-940 Н/мм2 при десятикратном относительном удлинении 13-16% и относительном сужении 32-36%), при этом количество окалины на поверхности катанки составляло 2,3-2,6 кг/т, а глубина обезуглероженного слоя не превышала 0,12 мм.
Предложенный способ применим на металлургических предприятиях, имеющих непрерывные проволочные станы и выпускающих бунтовой прокат различного назначения. Например, применение указанного способа при изготовлении канатной катанки из высокоуглеродистой стали в бунтах на проволочном стане ОАО "ЗСМК" показало высокую эффективность технологии, что отражено в акте промышленных испытаний предлагаемого способа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОУПРОЧНЕННОЙ АРМАТУРНОЙ СТАЛИ В МОТКАХ | 1993 |
|
RU2051183C1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА КРУГЛОГО СЕЧЕНИЯ | 2001 |
|
RU2212458C1 |
| Способ изготовления термоупрочненной арматурной стали в мотках | 1990 |
|
SU1770386A1 |
| СПОСОБ ОХЛАЖДЕНИЯ ФАСОННЫХ ПРОФИЛЕЙ ПРОКАТА | 2001 |
|
RU2207207C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ КАТАНКИ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНОГО ПРОКАТА ПЕРИОДИЧЕСКОГО ПРОФИЛЯ ДЛЯ АРМИРОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 2009 |
|
RU2394923C1 |
| Способ производства мелкосортного проката | 1985 |
|
SU1258546A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОКАТА | 1990 |
|
RU2025502C1 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНЫХ ПЕРИОДИЧЕСКИХ ПРОФИЛЕЙ | 2002 |
|
RU2222611C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОКАТА | 2001 |
|
RU2212960C2 |
| СПОСОБ ПРОИЗВОДСТВА ШИРОКОПОЛОСНОЙ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 1999 |
|
RU2144090C1 |
Использование: изобретение относится к черной металлургии, в частности к термической обработке высокоуглеродистой стали, и может быть использовано при изготовлении канатной катанки и бунтового подката в потоке проволочных станов. Сущность: технология изготовления проката, преимущественно катанки и бунтового подката из высокоуглеродистой стали, включает горячую прокатку, выдержку в течение 0,07-0,09 с, охлаждение со скоростью выше критической до 650-700oС в течение 0,2-0,3 с, выдержку на воздухе при общем времени термообработки раската после прокатки до смотки в моток 0,4-0,6 с, смотку в моток и охлаждение на воздухе. Техническим результатом изобретения является возможность получения высоких пластических характеристик на высокоуглеродистых сталях при низком разбросе свойств по сечению мотка. 2 табл.
Способ изготовления проката из высокоуглеродистой стали, преимущественно катанки и бунтового подката, включающий горячую прокатку, охлаждение со скоростью выше критической до заданной температуры, выдержку на воздухе, смотку в моток и охлаждение на воздухе, отличающийся тем, что после горячей прокатки делают выдержку в течение 0,07-0,09 с, а охлаждение со скоростью выше критической ведут до 650-700oС в течение 0,2-0,3 с при общем времени термообработки раската после прокатки до смотки в моток 0,4-0,6 с.
| Способ изготовления термоупрочненной арматурной стали в мотках | 1990 |
|
SU1770386A1 |
| Способ изготовления проката | 1989 |
|
SU1650720A1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОВОЛОКИ | 1998 |
|
RU2137563C1 |
| US 3763680 А, 09.10.1973 | |||
| УСТАНОВКА ГИДРОПЕРЕРАБОТКИ НЕФТЯНЫХ ОСТАТКОВ | 2018 |
|
RU2758360C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХПЛИТ | 0 |
|
SU314667A1 |
| ЮХВЕЦ И.А | |||
| Производство высокой прочности проволочной арматуры | |||
| - М.: Металлургия, 1973, с.40-49. | |||

