1138081
Изобретение относится к металлургии, а точнее к прокатному производству, и может быть использовано при моделировании процесса асимметричной прокатки с различной степенью асим- метрии, в валках большого диаметра.
Цель изобретения - снижение трудоемкости исследования процесса асимметричной прокатки в валках большого диаметра при упрощении конструкции.
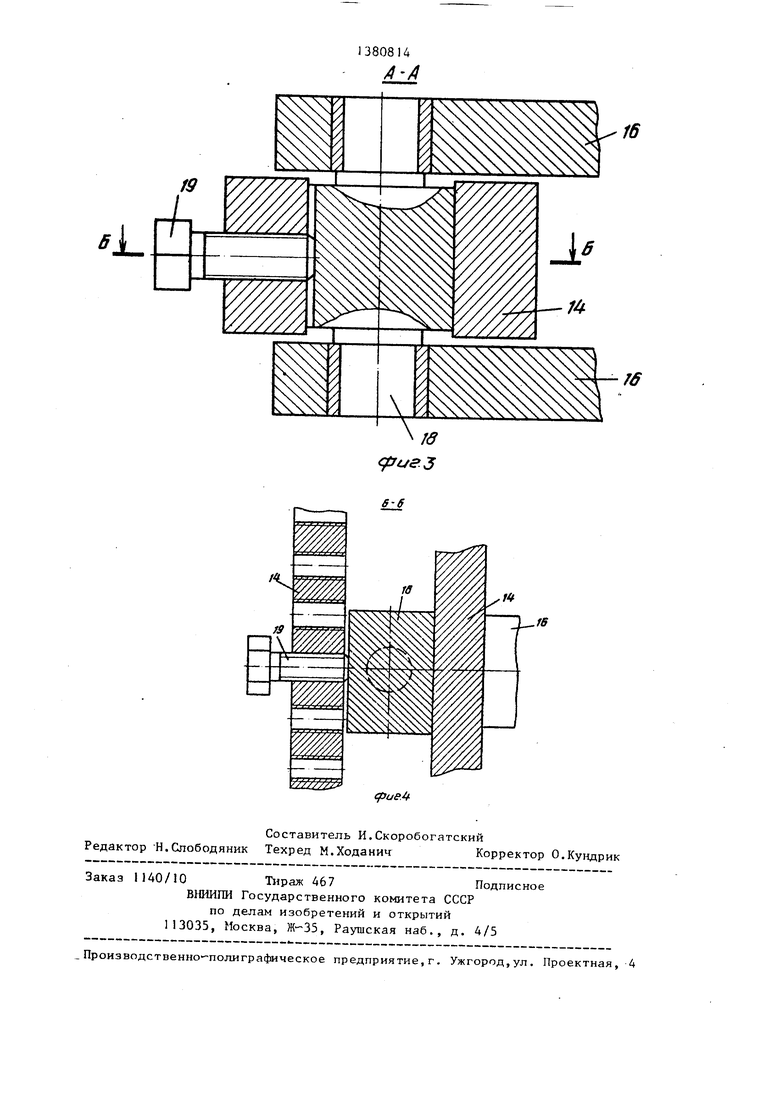
На фиг.1 изображено устройство, вид сверху; на фиг.2 - то же, вид сбоку; на фиг.З - разрез А-А на фиг.1; на фиг. А - разрез Б-Б на фиг. 3
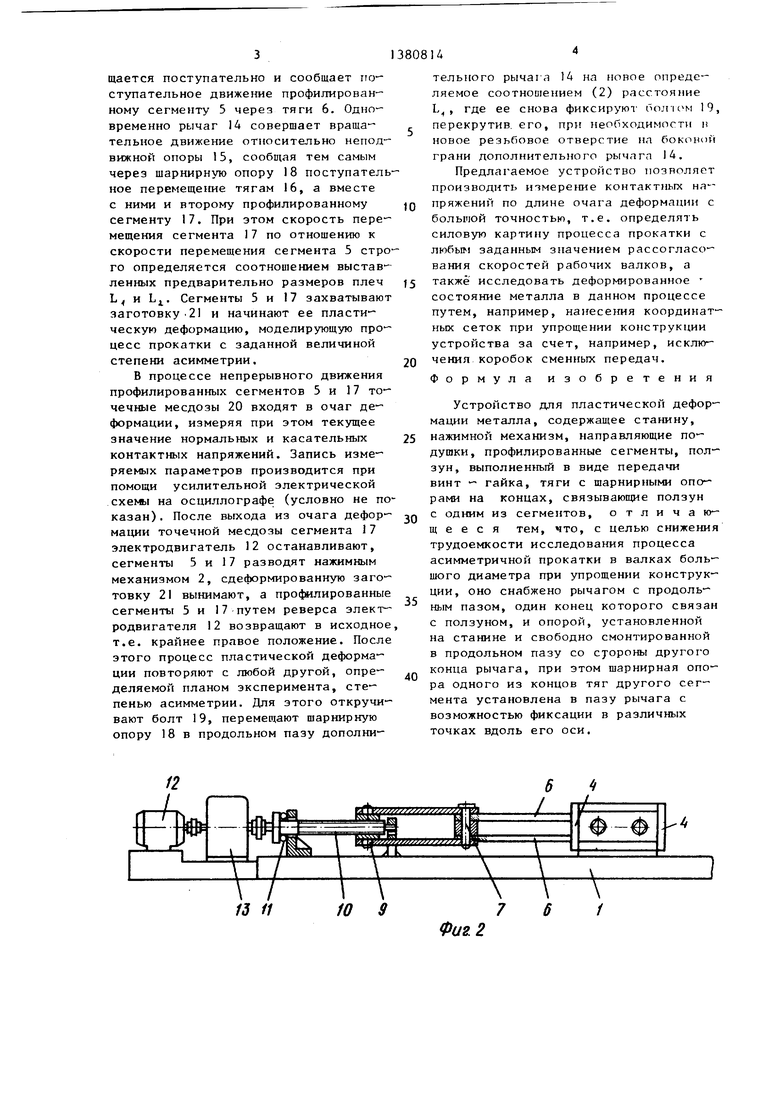
Устройство состоит из станины 1, нажимного механизма 2, гайки которого размещены неподвижно в поперечинах станины, а ви}гты упираются в на- правляюсше подушки 3, опорные плос- кости которых выполнены по радиусу. Направляющие подушки 3 размещены в окне ста1шны 1 и удерживаются от осевых перемещений планками 4, которые крепятся к верхней и нижней частям станины 1. Профилированный сегмент 5, опирающийся на подушку 3, соединен тягами 6 с ползуном 7, зафиксированным от вращательного движения направляющими 8 и имеющим гайку 9, винт 10, который удерживается от осевых перемещений упорным подшипником 11 и получает вращение от электродвигателя 12 через редуктор 13. С ползуном шар- нирно сопряжен и один из концов рыча- га 14 с продольным пазом, второй конец которого сопряжен с опорой 15, размещенной неподвижно на станине 1. При этом тяги 16 второго профилированного сегмента 17 свободным концом сопряжены с шарнирной опорой 18, установленной в продольном пазу рычага 14 и фиксируемой в каждом отдельном эксперименте при помощи болта 19, ввинчиваемого в боковую поверхность рычага 14. Для непосредственного измерения текущих значений нормальных и касательных контактных напряжений служат точечные месдозы 20, размещенные в теле профилированных сегментов 5 и 17.
Кинематический анализ предлагаемой конструкции устройства для пластической деформации металла свидетельствует о том, что в процессе ра- боты линейная скорость перемещения сегмента, тяги которого сопряжены непосредственно с ползуном передачи винт - гайка, равна скорости переме
щения самой гайки, т.е. V . Линейная же скорость перемещения второго сегмента Vj, тяги которого сопряжены с шарнирной опорой, установленной в пазу рычага, один конец которого пе- реме1чается со скоростью гайки V, а второй неподвижен, определяется из соотношения
У1 У,(,)
LI L2 L,
откуда
V - -Yiti 2 L, + La
где L и Lj - расстояния от шарнирной опоры до соответственно гайки и неподвижной опоры (фиг.1).
С учетом указанного степень асимметрии моделируемого процесса прокатки, определяемая как отношение линейных скоростей профилированных сиг- ментов , равна
У1 ) LiiLi
к.
Vi V.Lj Lj
(2)
Следовательно, изменяя соотношение протяженностей плеч Lf и Lg, т.е. перемещая шарнирную опору вдоль оси паза дополнительного рычага, что значительно менее трудоемко, чем,например , замена одной пары зубчатых колес, можно принудительно изменять степень асимметрии исследуемого процесса прокатки на любую заданную величину.
Предлагаемое устройство для пластической деформации металла работает следующим образом.
После настройки и отладки тензо- метрической измерительной аппаратуры непосредственно перед процессом деформации шарнирную опору 18 в про- пазу рычага устанавливают и фиксируют болтом 19 таким образом, чтобы соотношение размеров L и L с учетом зависимости (2) соответствовало требуемому, т.е. заданному значению степени асимметрии моделируемого процесса прокатки.
Затем нажимным механизмом устанавливают требуемый зазор между сегментами 5 и 17, установленными в крайнем правом положении, и подают в этот зазор заготовку 21. После того включают двигатель 12, через редуктор 13 вращают зафиксированный от осевых перемещений винт 10. При этом за счет того, что ползун 7 с гайкой 9 пафиксированы от вращательного движения направляюпшми 8, ползун переМе-
щается поступательно и сообщает поступательное движение профилированному сегменту 5 через тяги 6. Одновременно рычаг 14 совершает враща- тельное движение относительно неподвижной опоры 15, сообщая тем самым через шарнирную опору 18 поступательное перемеще1ше тягам 16, а вместе с ними и второму профилированному сегменту 17. При этом скорость перемещения сегмента 17 по отношению к скорости перемещения сегмента 5 строго определяется соотношением выставленных предварительно размеров плеч L и L. Сегменты 5 и 17 захватывают заготовку.21 и начинают ее пластическую деформацию, моделирующую процесс прокатки с заданной величиной степени асимметрии.
В процессе непрерывного движения профилированных сегментов 5 и 17 точечные месдозы 20 входят в очаг деформации, измеряя при этом текущее значение нормальных и касательных контактных напряжений. Запись измеряемых параметров производится при помощи усилительной электрической схемы на осциллографе (условно не показан). После выхода из очага дефор- мации точечной месдозы сегмента 17 электродвигатель 12 останавливают, сегменты 5 и 17 разводят нажимным механизмом 2, сдеформированную заготовку 21 вынимают, а профилированные сегменты 5 и 17 путем реверса электродвигателя 12 возвращают в исходное т.е. крайнее правое положение. После этого процесс пластической деформации повторяют с любой другой, определяемой планом эксперимента, степенью асимметрии. Для этого откручивают болт 19, перемещают шарнирную опору 18 в продольном пазу дополни-
Q 5 0
5 о
0
тельного рычаг л 14 на новое определяемое соотношением (2) расстояние L , где ее снова фиксируют бол-и м 19, перекрутив, его, при необходимости и новое резьбовое отверстие нл боконой грани дополнитель)юго рычлгп 14.
Предлагаемое устройство позволяет производить измерение контактных напряжений по длине очага деформации с большой точностью, т.е. определять силовую картину процесса прокатки с любым заданным значением рассогласования скоростей рабочих валков, а также исследовать деформированное состояние металла в данном процессе путем, например, нанесения координатных сеток при упрощении конструкции устройства за счет, например, исключения коробок сменных передач.
Формула изобретения
Устройство для пластической деформации металла, содержащее станину, нажимной механизм, направляющие подушки, профилированные сегменты, ползун, выполненный в виде передачи винт - гайка, тяги с шарнирными опо- ра№1 на концах, связывающие ползун с одним из сегментов, о т л и ч а ю- щ е е с я тем, что, с целью снижения трудоемкости исследования процесса асимметричной прокатки в валках большого диаметра при упрощении конструкции, оно снабжено рычагом с продольным пазом, один конец которого связан с ползуном, и опорой, установленной на станине и свободно смонтированной в продольном пазу со стороны другого конца рычага, при этом шарнирная опора одного из концов тяг другого сегмента установлена в пазу рычага с возможностью фиксации в различных точках вдоль его оси.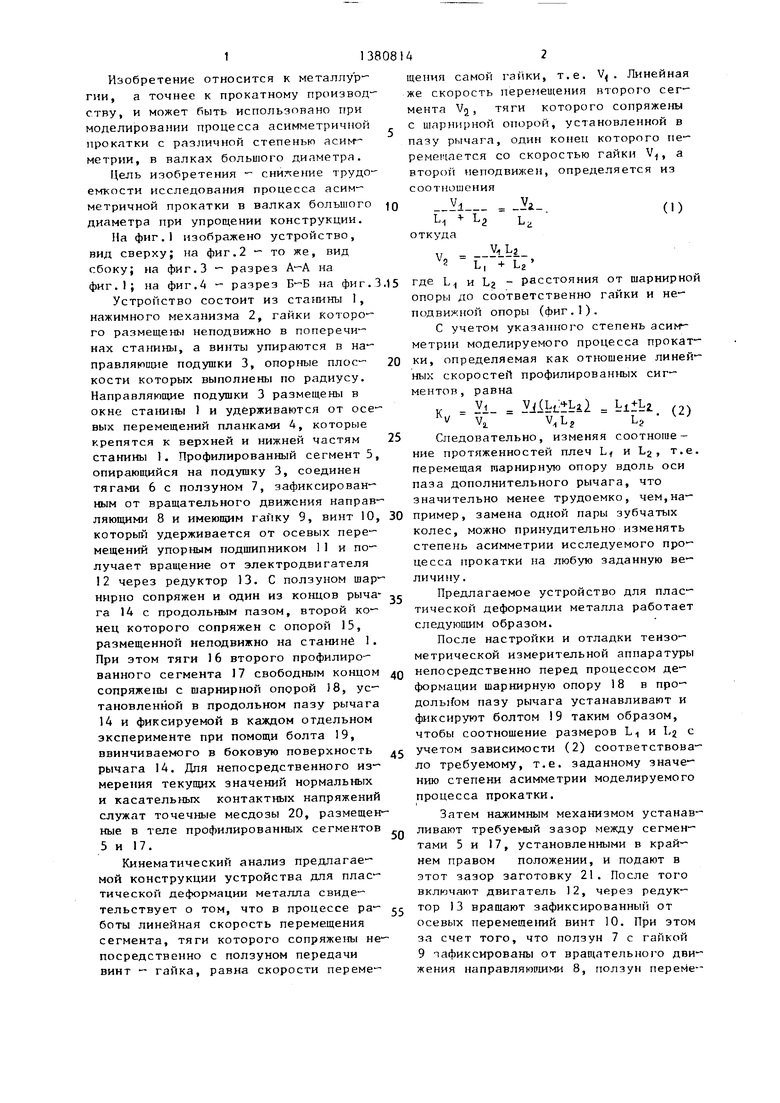
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пластической деформации | 1979 |
|
SU782896A2 |
| Рабочая клеть для прокатки (волочения) | 1987 |
|
SU1447440A1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2007 |
|
RU2338607C1 |
| Прокатный стан | 1989 |
|
SU1724400A1 |
| Устройство стопорения барабана с валком в клети | 1981 |
|
SU995928A1 |
| ГИДРОМЕХАНИЧЕСКОЕ НАЖИМНОЕ УСТРОЙСТВО | 1997 |
|
RU2125917C1 |
| Рабочая клеть стана пилигримовой прокатки | 1980 |
|
SU1174108A1 |
| Стан для поперечно-винтовой прокатки прутков и труб переменного сечения | 1947 |
|
SU89698A1 |
| ТРЕХВАЛКОВЫЙ КАЛАНДР ДЛЯ ПРОКАТКИ ЛИСТОВ ИЗ ВУЛКАНИТОВЫХ АБРАЗИВНЫХ СМЕСЕЙ | 1999 |
|
RU2151052C1 |
| Устройство для определения калибра валка,заполненного металлом | 1984 |
|
SU1187898A1 |
Изобретение относится к области металлургии, а точнее к прокатному производству, и может быть использовано при моделировании процесса асимметричной прокатки с различной сте// /О ff пенью асимметрии в валках большого диаметра. Цель изобретения - снижение трудоемкости исследования процесса асимметричной прокатки в валках большого диаметра при упроп ении кон- струкмии. В процессе исследования процесса деформации металла шарнирную опору 18 тяги 16 устанавливают в продольном паяу рычага 14 и фиксируют болтом 19 таким образом, чтобы положение опоры 18 определяло заданное 3na4ef He степени асимметрии модулируемого процесса, нажимными ме- ханизмаьт 2 устанавливают зазор между сегментами 5, 17 п в зазор вводят заготовку. С помои1ью двигателя 12 переметают поступательно ползун 7, который через тягу 6 поворачивает одпк из сегментов 5, а через рычаг 14 п тягу 16 - другой сегмент 17, соверигая тем сам.гм обж/1тие заготовки. Для изменения степени асимметрии при прокатке изменяют место фиксации н продольном пазу рычага тяги 16. 4 пл . (Л со оо о 00 4:
/J //
10 9
Фиг 2
.16
| Чертавских А.И., Белосевич В.К | |||
| Трение и технологическая | |||
| смазка при обработке металлов давлением | |||
| М.: Металлургия, 1968, с | |||
| Прибор для запора стрелок | 1921 |
|
SU167A1 |
| Целиков А.И., Никитин Г.С., Роко- тян С.Е | |||
| Теория продольной прокатки | |||
| М.: Металлургия, 1986, с | |||
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| 0 |
|
SU332879A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
