со
00
о
00
4;
ISD
ъ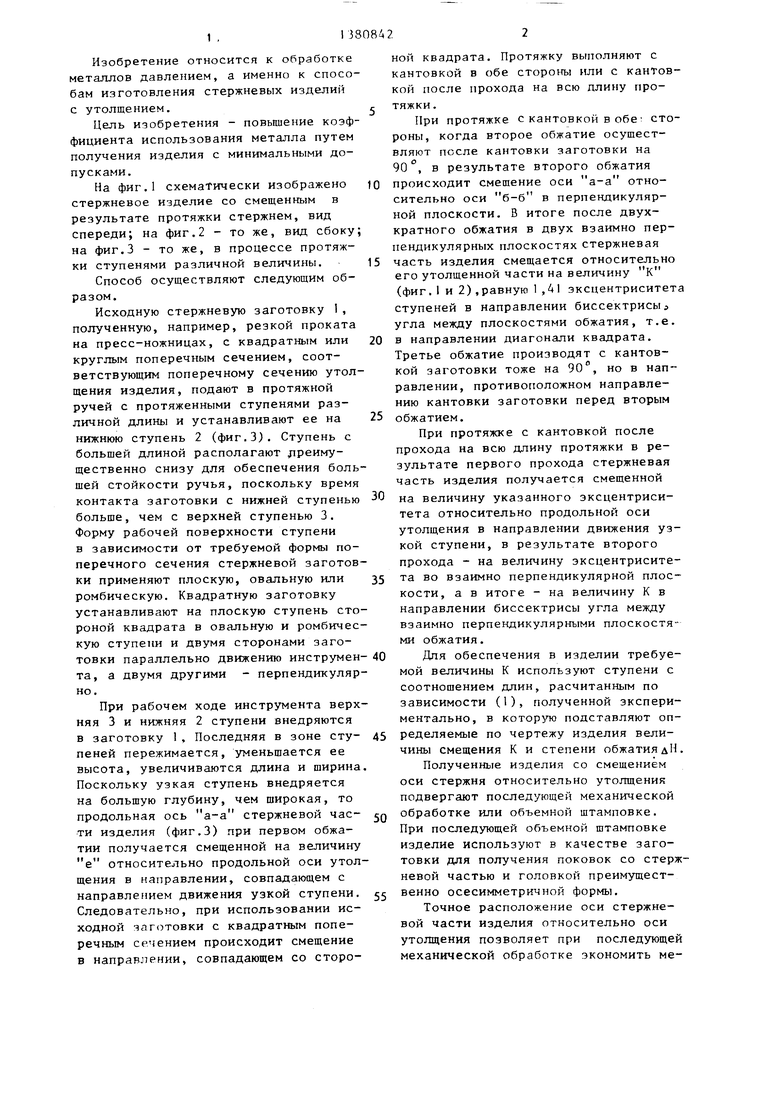
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки слитков и устройство для его осуществления | 1985 |
|
SU1303238A1 |
| Способ ковки поковок со стержнем и плоскими головками | 1985 |
|
SU1328045A1 |
| Способ ковки поковок типа штамповых кубиков | 1986 |
|
SU1424926A1 |
| СПОСОБ КОВКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2018 |
|
RU2674369C1 |
| Способ изготовления ступенчатых поковок | 1981 |
|
SU1238868A1 |
| Способ ковки заготовок | 1981 |
|
SU1161219A1 |
| Способ изготовления полой поковки с криволинейной осью | 1985 |
|
SU1382563A1 |
| Способ получения крупных поковок | 1978 |
|
SU795691A1 |
| Способ ковки-протяжки | 1988 |
|
SU1620195A1 |
| Способ ковки поковок типа пластин | 1980 |
|
SU889248A1 |
Изобретение относится к обработке металлов давлением, а именно к способам изготовления стержневых изделий со смещенной относительно оси утолщения стержневой частью изделия. Цель изобретения - повышение коэффициента использования металла за счет получения изделия с минимальными запусками. Протягивание заготовки в горячем состоянии осуществляют в бойках со ступенчатой рабочей поверхностью. Длины протяжных ступеней имеют размеры, определяемые расчетной формулой. Заготовку I подают на протяжной ручей со ступенями различной длины и укладывают ее на нижнюю ступень 2. При рабочем ходе бойка верхняя 3 и нижняя 2 ступени внедряются в заготовку. В результате этого последняя в зоне ступеней пережимается, уменьшается ее высота, увеличиваются длина и ширина изделия. Затем производят кантовку заготовки, процесс протяжки повторяется. 3 ил. и сл
срие.З
Изобретение относится к обработке металлов давлением, а именно к способам изготовления стержневых изделий с утолщением.
Цель изобретения - повышение коэффициента использования металла путем получения изделия с минимальными допусками.
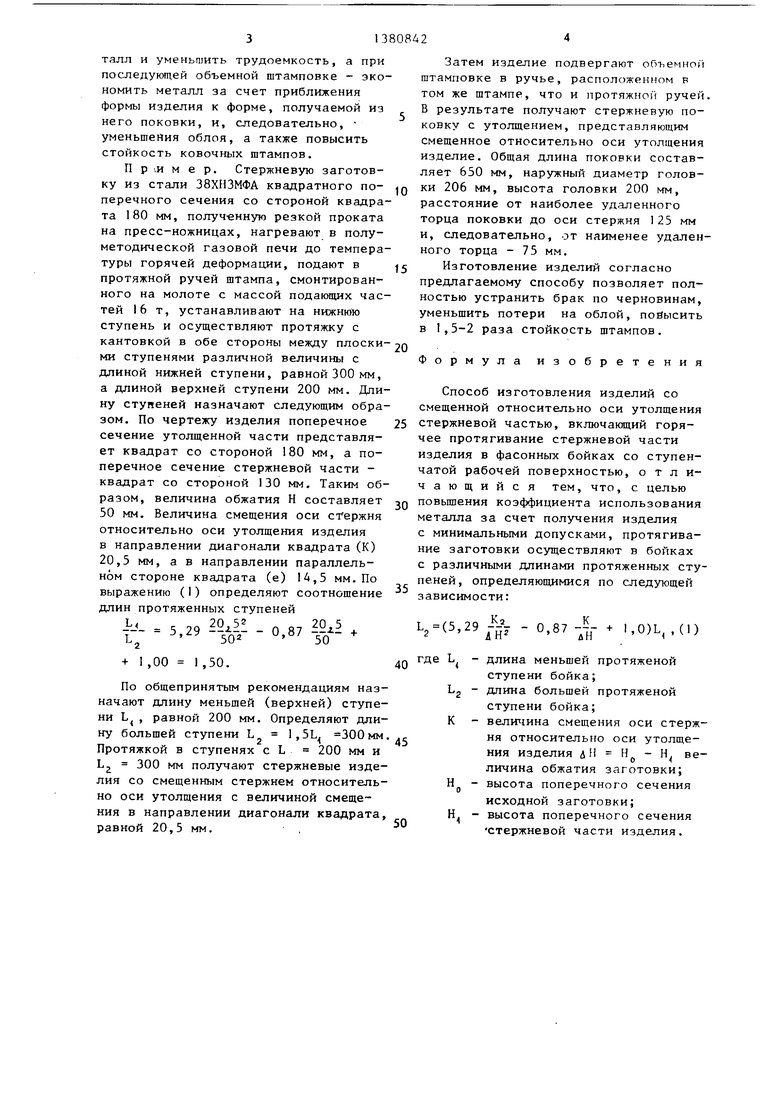
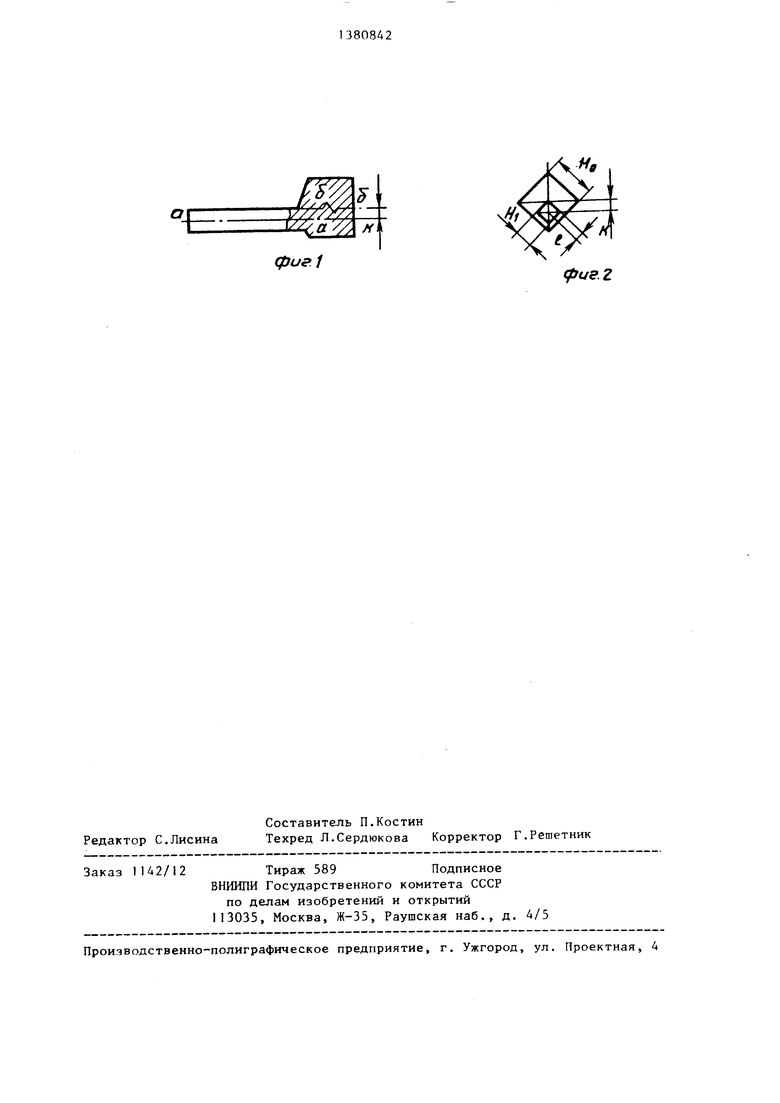
На фиг.1 схематически изображено стержневое изделие со смещенным в результате протяжки стержнем, вид спереди; на фиг.2 - то же, вид сбоку на фиг.З - то же, в процессе протяжки ступенями различной величины.
Способ осуществляют следующим образом.
Исходную стержневую заготовку , полученную, например, резкой проката на пресс-ножницах, с квадратным или круглым поперечным сечением, соответствующим поперечному сечению утолщения изделия, подают в протяжной ручей с протяженными ступенями различной длины и устанавливают ее на нижнюю ступень 2 (фиг.З). Ступень с больщей длиной располагают яреиму- щественно снизу для обеспечения боль щей стойкости ручья, поскольку время контакта заготовки с нижней ступенью больше, чем с верхней ступенью 3. Форму рабочей поверхности ступени в зависимости от требуемой формы поперечного сечения стержневой заготовки применяют плоскую, овальную или ромбическую. Квадратную заготовку устанавливают на плоскую ступень стороной квадрата в овальную и ромбическую ступени и двумя сторонами заготовки параллельно движению инструмен та, а двумя другими - перпендикулярно.
При рабочем ходе инструмента верхняя 3 и нижняя 2 ступени внедряются в заготовку 1, Последняя в зоне сту- пеней пережимается, уменьшается ее высота, увеличиваются длина и ширина Поскольку узкая ступень внедряется на большую глубину, чем широкая, то продольная ось а-а стержневой час- ти изделия (фиг.З) при первом обжатии получается смещенной на величину е относительно продольной оси утолщения в направлении, совпадающем с направлением движения узкой ступени. Следовательно, при использовании исходной заготовки с квадратным поперечным сечением происходит смещение в направлении, совпадающем со стороной квадрата. Протяжку выполняют с кантовкой в обе стороны или с кантовкой после прохода на всю длину протяжки.
При протяжке с кантовкой в обе стороны, когда второе обжатие осуществляют после кантовки заготовки на 90 , в результате второго обжатия происходит смещение оси а-а относительно оси б-б в перпендикулярной плоскости. В итоге после двухкратного обжатия в двух взаимно перпендикулярных плоскостях стержневая часть изделия смещается относительно его утолщенной части на величину К
(фиг.1 и 2),равную 1,4 эксцентриситет ступеней в направлении биссектрисы угла между плоскостями обжатия, т.е. в направлении диагонали квадрата. Третье обжатие производят с кантовкой заготовки тоже на 90, но в направлении, противоположном направлению кантовки заготовки перед вторым обжатием.
При протяжке с кантовкой после прохода на всю длину протяжки в результате первого прохода стержневая часть изделия получается смещенной на величину указанного эксцентриситета относительно продольной оси утолщения в направлении движения узкой ступени, в результате второго прохода - на величину эксцентриситета во взаимно перпендикулярной плоскости, а в итоге - на величину К в направлении биссектрисы угла между взаимно перпендикулярными плоскостями обжатия.
Для обеспечения в изделии требуемой величины К используют ступени с соотношением длин, расчитанным по зависимости (1), полученной экспериментально, в которую подставляют определяемые по чертежу изделия величины смещения К и степени обжатия дН
Полученные изделия со смещением оси стержня относительно утолщения подвергают последующей механической обработке или объемной щтамповке. При последующей объемной штамповке изделие используют в качестве заготовки для получения поковок со стержневой частью и головкой преимущественно осесимметричной формы.
Точное расположение оси стержневой части изделия относительно оси утолщения позволяет при последующей механической обработке экономить ме
талл и уменьшить трудоемкость, а при последующей объемной штамповке - экономить металл за счет приближения формы изделия к форме, получаемой из него поковки, и, следовательно, уменьшения облоя, а также повысить стойкость ковочных штампов.
П р и м е р. Стержневую заготовку из стали 38ХНЗМФА квадратного поперечного сечения со стороной квадрата 180 мм, получ-енную резкой проката на пресс-ножницах, нагревают в полуметодической газовой печи до температуры горячей деформации, подают в протяжной ручей штампа, смонтированного на молоте с массой подающих частей 16 т, устанавливают на нижнюю ступень и осуществляют протяжку с кантовкой в обе стороны между плоски- ми ступенями различной величины с длиной нижней ступени, равной 300 мм, а длиной верхней ступени 200 мм. Длину ступеней назначают следующим образом. По чертежу изделия поперечное сечение утолщенной части представляет квадрат со стороной 180 мм, а поперечное сечение стержневой части - квадрат со стороной 130 мм. Таким образом, величина обжатия Н составляет 50 мм. Величина смещения оси ст ержня относительно оси утолщения изделия в направлении диагонали квадрата (К) 20,5 мм, а в направлении параллельном стороне квадрата (е) 14,5 мм. По выражению (1) определяют соотношение длин протяженных ступеней
LJ
L
20 S2 5 29 --i-- - .У 502
O.S7 г .
+ 1,00 1,50.
По общепринятым рекомендациям назначают длину меньшей (верхней) ступени L , равной 200 мм. Определяют длину большей ступени L 1,5Ц 300 мм, Протяжкой в ступенях с L 200 мм и Lj 300 мм получают стержневые изделия со смещенным стержнем относительно оси утолщения с величиной смещения в направлении диагонали квадрата, равной 20,5 мм..
0
0
Затем изделие подвергают объемной штамповке в ручье, расположенном в том же штампе, что и протяжной ручей. В результате получают стержневую поковку с утолщением, представляющим смещенное относительно оси утолщения изделие. Общая длина поковки составляет 650 мм, наружный диаметр головки 206 мм, высота головки 200 мм, расстояние от наиболее удаленного торца поковки до оси стержня 125 мм и, следовательно, от наименее удаленного торца - 75 мм.
Изготовление изделий согласно предлагаемому способу позволяет полностью устранить брак по черновинам, уменьшить потери на облой, пойысить в 1,5-2 раза стойкость штампов.
Формула изобретения
Способ изготовления изделий со смещенной относительно оси утолщения
стержневой частью, включающий горячее протягивание стержневой части изделия в фасонных бойках со ступенчатой рабочей поверхностью, отличающийся тем, что, с целью
повьш1ения коэффициента использования металла за счет получения изделия с минимальными допусками, протягивание заготовки осуществляют в бойках с различными длинами протяженных ступеней, определяющимися по следующей зависимости:
,(5,29Д -0, 1,0)1, ,(1)
где L - длина меньшей протяженой ступени бойка;
Ъ - длина большей протяженой ступени бойка;
К - вели 1ина смещения оси стержня относительно оси утолщения изделия йН Fi - Н величина обжатия заготовки;
Н - высота поперечного сечения исходной заготовки;
Н. - высота поперечного сечения стержневой части изделия.
фиг1
