Изобретение относится к обработке металлов давлением, а именно к способам ковки поковок типа серег.
Цель изобретения - повышение производительности путем сокращения количества смен инструмента.
На фиг. 1 изображена заготовка для поковки типа серьги, вид спереди; на фиг. 2 - то же, вид сбоку; на фиг. 3 - исходная заготовка; на фиг. 4 - то же, прокованная на квадрат и засеченная; на фиг. 5 - то же, после обжатия одной из головок без кантовки и участка будуплей выемки до высоты головки h, вид спереди; на фиг. 6 - то же, вид сверху; на фиг. 7 -
10
получают на пневматическом молоте с массой падающих частей 400 кг и шириной бойка 80 мм. В качестве исходного материала используют горячекатаный прут 0 32,1 79 мм из Ст. 3. Заготвку, нагретую до t 1200°С, куют на квадрат 28x28 мм, мм; засекают под головку центральную часть Г 28,5 мм. Заготовку захватывают клещами за первую головку и деформируют свободную головку и центральную часть до толщины головки мм. Затем полуфабрикат кантуют на 90°, захватывают клещами за вторую (деформированную) головку и обжимают первую головку и центральную часть до высоты мм. Таким
то же, после кантовки на 90° и обжатия с образом головки образуются во взаимно пер- второй головки и участка стержневой частипендикулярных плоскостях, поэтому при поизделия до высоты головки h, вид спереди;следующих кантовках на 90° и обжатиях
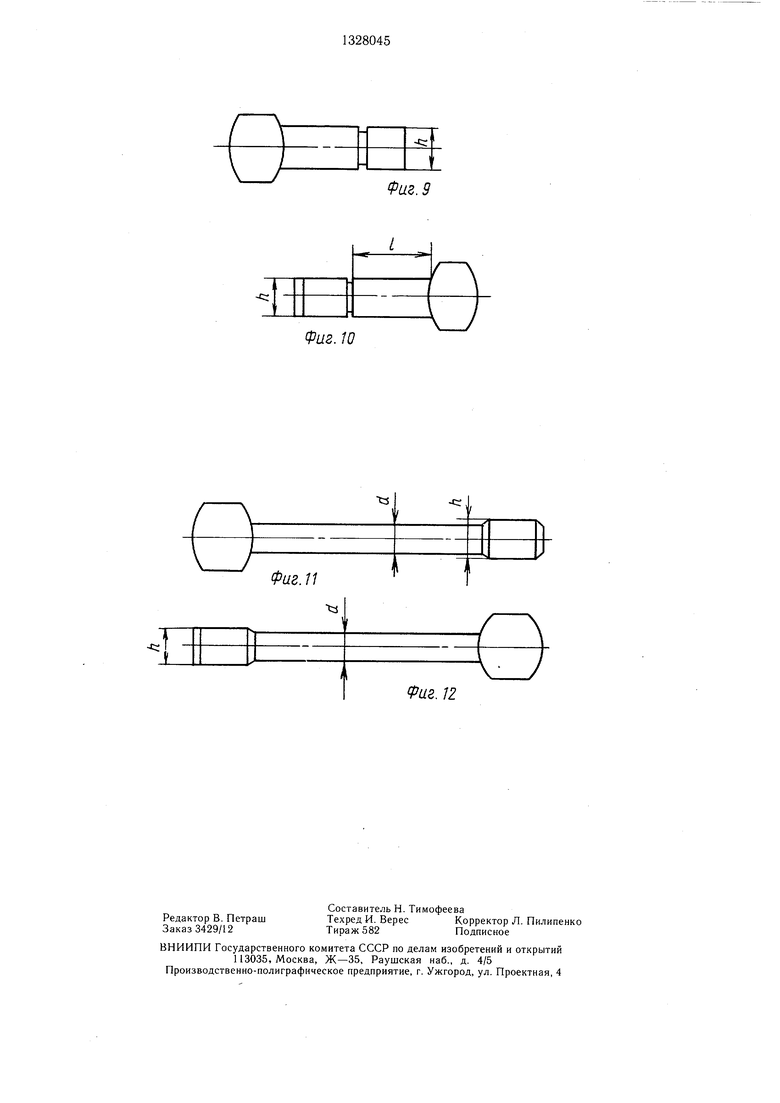
на фиг. 8 - то же, вид сверху; на фиг. 9 То же, после протяжки стержневой части на сечение hXh, вид спереди; на фиг. 10 - то же, вид сверху; на фиг. 11 - то же, после протяжки стержневой части до диаметра d, вид спереди; на фиг. 12 - то же, вид сверху.
Способ осуществляют следующим образом.
Заготовку протягивают на квадратное сечение со стороной квадрата а, выбираемой по ф.ормуле
заготовки до высоты мм деформированию подвергается лишь центральная часть заготовки. Протяжку выемки на 20x20 1 20 57 мм производят за щесть обжатий. Полученное расстояние между выступами боль- ще 0,5 ширины бойка, поэтому дальнейшую протяжку стержневой части производят с использованием плоских обжимок шириной 57 мм на квадрат 14 мм, которьсй обкатывают на 0 15 мм и длину L 127 мм. После этого производят отделку головок.
придавая им цилиндрическую форму. Заготовку подогревают до t 1000°C, с помощью вилки производят разворот головок в одну
где d2 и h - соответственно диаметр и высо- ,Q плоскость и производят гибку скобы согласно чертежу.
Предлагаемый способ сокращает вспомогательное время на замену инструмента.
та больщей головки. Затем производят засечку центральной части под выемку на длине Г:
4-h
35
Формула изобретения
где d и L - соответственно диаметр и длина стержневой части готовой поковки.Способ ковки поковок со стержнем и После этого обжимают одну из головокплоскими головками включающий предва- и участок до высоты h, кантуют заготовкурительную протяжку заготовки, засечку, на 90° и обжимают второй выступ и учас-40 протяжку стержней стержневой части, отделток выемки до высоты h. Далее кантуют полуфабрикат на 90° и обжимают стержневой участок до высоты h. Так продолжают чередовать кантовки на 90° и обжатия до тех пор пока стержневой участок не вытянется до длины, превышающей ширину бойков, а в сечении образуется квадрат со стороной h. После этого стержневую часть протягивают на диаметр d, головки разворачивают в одну плоскость, если это необходимо.
Пример. Изготавливают заготовку для поковки типа серьги с размерами d 15 мм, I- 127 мм, d2 36 мм, h 20 мм. Поковку
45
ку поковки по участкам корректировку их взаимного расположения, отличающийся тем, что, с целью повышения производительности путем уменьшения количества смен инструмента, предварительную протяжку заготовки осуществляют на квадратное сечение, соответствующее сечению большей головки, а протяжки стержневой части производят поочередно вместе с одной из крайних частей до высоты, равной высоте соответствую- Q щей головки, с кантовкой на 90° между проходами до образования стержневой части прямоугольного сечения со сторонами, равными высотам головок, после чего ведут протяжку стержня до поковочных размеров.
получают на пневматическом молоте с массой падающих частей 400 кг и шириной бойка 80 мм. В качестве исходного материала используют горячекатаный прут 0 32,1 79 мм из Ст. 3. Заготвку, нагретую до t 1200°С, куют на квадрат 28x28 мм, мм; засекают под головку центральную часть Г 28,5 мм. Заготовку захватывают клещами за первую головку и деформируют свободную головку и центральную часть до толщины головки мм. Затем полуфабрикат кантуют на 90°, захватывают клещами за вторую (деформированную) головку и обжимают первую головку и центральную часть до высоты мм. Таким
заготовки до высоты мм деформированию подвергается лишь центральная часть заготовки. Протяжку выемки на 20x20 1 0 57 мм производят за щесть обжатий. Полученное расстояние между выступами боль- ще 0,5 ширины бойка, поэтому дальнейшую протяжку стержневой части производят с использованием плоских обжимок шириной 57 мм на квадрат 14 мм, которьсй обкатывают на 0 15 мм и длину L 127 мм. После этого производят отделку головок.
что увеличивает производительность ковке поковок типа серьги на 12%.
Формула изобретения
при
Способ ковки поковок со стержнем и плоскими головками включающий предва- рительную протяжку заготовки, засечку, протяжку стержней стержневой части, отдел5
ку поковки по участкам корректировку их взаимного расположения, отличающийся тем, что, с целью повышения производительности путем уменьшения количества смен инструмента, предварительную протяжку заготовки осуществляют на квадратное сечение, соответствующее сечению большей головки, а протяжки стержневой части производят поочередно вместе с одной из крайних частей до высоты, равной высоте соответствую- Q щей головки, с кантовкой на 90° между проходами до образования стержневой части прямоугольного сечения со сторонами, равными высотам головок, после чего ведут протяжку стержня до поковочных размеров.
tj
Раг.1
аг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки слитков и устройство для его осуществления | 1985 |
|
SU1303238A1 |
| Способ ковки поковок типа пластин | 1980 |
|
SU889248A1 |
| Способ получения крупных поковок | 1978 |
|
SU795691A1 |
| Способ изготовления поковок | 1988 |
|
SU1540916A1 |
| Способ ковки слитков в комбинированных бойках | 1979 |
|
SU863115A1 |
| Способ ковки поковок типа штамповых кубиков | 1986 |
|
SU1424926A1 |
| Способ ковки поковок типа кубиков | 1987 |
|
SU1442318A1 |
| Способ ковки крупных слитков | 1984 |
|
SU1323191A1 |
| Способ ковки заготовок | 1976 |
|
SU590058A1 |
| Способ ковки заготовок | 1981 |
|
SU1003983A1 |

Изобретение относится к обработке металлов давлением, а именно к способам ковки поковок типа серег. Цель - повышение производительности ковки путем сокращения количества смен инструмента. Способ заключается в предварительной протяжке заготовки на квадрат, засечке и протяжке стержневой части изделия за несколько проходов поочередно вместе с одной из головок в одном проходе. При этом производится кантовка полуфабриката на 90° после каждого прохода. Благодаря такой совокупности операций сокращается вспомогательное время на замену инструмента. 12 ил. оо ю 00 4 СП
fue.J
Фаг.
Фаг. 5
Фаг. 6
Фаг. 7
Фаг. 8
Фиг. 9
Фиг. W
Составитель Н. Тимофеева
Техред И. ВересКорректор Л. Пилипенко
Тираж 582Подписное
ВНИИПИ Государствеиного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Кузнечно-штамповочное производство, 1985, № 4, с | |||
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
