со
00
о
00
ю
puf1
10
15
Изобретение относится к станкостроению, в частности к многошпиндельным устройствам для сверления отверстий.
Цель изобретения - автоматизация переналадки головки и повышение надежности обработки отверстия в автоматическом режиме путем обеспечения самоконтроля окончания обработки с прекращением подачи сжатого воздуха для подачи сверла.
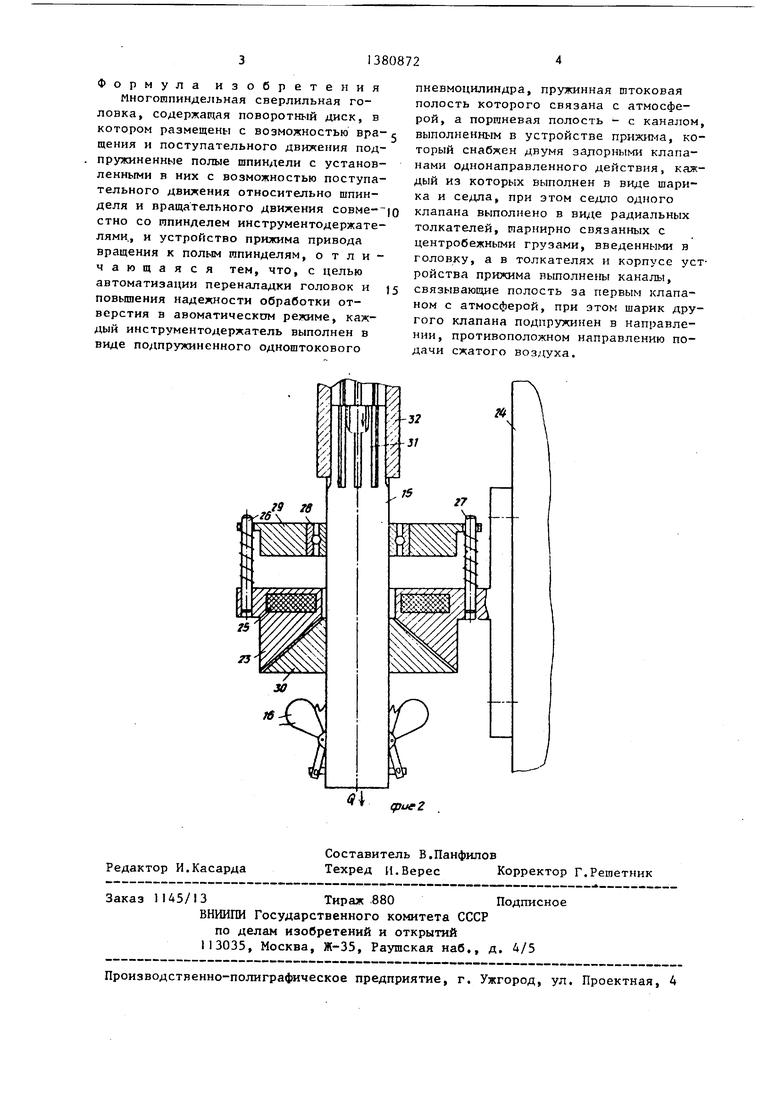
На фиг.1 изображен узел сверления многошпиндельной головки, обрдий вид; на фиг.2 - электромагнитная муфта.
Многошпиндельная сверлильная го.- ловка состоит из поворотного диска 1, содержащего втулку 2, гайку 3 и инструментодержатель, который выполнен в виде подпружиненного одноштоко- 20 вого пневмоцилиндра 4, шток 3 которого связан гайкой 6 с переходником 7, несупшм цангу 8 с инструментом 9, поджатым к последней гайкой 10.
В пазах втулки 2 и переходника 7 установлена шпонка 11, исключаювия их относительный поворот. Величина б между режущей поверхностью инструмента 9 и нижней плоскостью диска 1 регулируется резьбовым соединением переходника 7 и пневмоцилиндра 4, Б рабочем состоянии узел сверления вращается на подшипниках 12. В нерабочем состоянии узел сверления поднят толкателями 13, пружинами 14.
Шпиндель 15, который прижимает и вращает узел сверления, состоит из маховиков 16 с пружинами 17. Маховики 16 находятся в зацеплении с толкателями 18 шарика 19. В шпинделе 15 распо- р ложен второй шарик 20, подпружиненный пружинами 21. Шарики 19 и 20 установлены для перекрытия воздушного потока в канале 22.
25
30
35
Для сверления отверстия необходимого диаметра в заготовке 33 вращени ем диска 1 по программе в рабочую зо ну поступает узел сверле1 ия с инстру ментом необходимого диаметра. В сердечник 25 устройства прижима поступа ет злектрический ток и происходит притяжение пластины 29 к -кронштейну 23. Совместно с пластиной 29 перемещается вниз шпиндель 15 и торцом при жимает узел сверления к подитипнику 12. Сверло 9 опускается к заготовке 33 с зазором.
С начала вращения шпинделя 15 вокруг своей оси валом электродвигател 32 маховики 16, преодолевая силу пру жин 17, под действием центробежной силы отходят и перемещают толкатели 18 к шарику 19. Подойдя к нему, толкатели 18 своими наклонными скосами поднимают шарик 19, обеспечивая зазо между последним и каналом 22. Воздуш ный поток (1 устремляется по каналу в пневмоцилиндр 4, который, преодоле вая силу пружины, перемещает сверло к заготовке 33.
Таким образом происходит сверление отверстия. После окончания сверления отверстия пневмоцилиндр 4 от избыточного давления воздушного пото ка (J и отсутствия препятствующей силы резко перемещается вниз, открывая дренажное отверстие 34, и воздуш ный поток устремляется через канал 35 в атмосферу. Увеличение расхода воздуха в канале 22 затягивает шарик 20 и прижимает его к нижней части от верстия шпинделя 15, перекрывая доступ воздуха к пневмоцилиндру 4. Это служит сигналом для прекращения рабо ты сверлильного узла и подъема штока 5 в исходное положение.
Происходит торможение шпинделя 15
тормозным конусом 30. Маховики 16 Устройство прижима - электромагнит 45 пр -жинами 17 возвращаются в исходное ная муфта, состоит из кронштейна 23, закрепленного на корпусе 24, и расположенного в нем электромагнитного середчника 25. В кронштейне 23 установлены направляющие штыри 26 с пружи-50 нами 27. На шпиндель 15 насажет подшипник 28 с пластиной 29, а в нижней части шпинделя 15 - тормозной конус 30. Электромагнитная муфта соединяется с электродвигателем шлицевым сое- 55 динением 31 шпинделя 15 и вала электродвигателя 32.
Многошпиндельная сверлильная головка работает следуюш 1м образом.
положение. Благодаря выборкам 36 на толкателях 1В стравливается воздух. Шарик 19 прижимается воз/хутаным потоком, а шарик 20 под действием пружин 21 и при отсутстп}ш возду1аного давле ния возвращается в исходное положение.
При сверлении отверстий другого диаметра происходит вращение диска 1 по программе. В рабочую зону поступа ет сверлильный узел с требуемым инструментом. Процесс сверления следующего отверстия происходит аналогично.
0
5
0
р
5
0
5
Для сверления отверстия необходимого диаметра в заготовке 33 вращением диска 1 по программе в рабочую зону поступает узел сверле1 ия с инструментом необходимого диаметра. В сердечник 25 устройства прижима поступает злектрический ток и происходит притяжение пластины 29 к -кронштейну 23. Совместно с пластиной 29 перемещается вниз шпиндель 15 и торцом прижимает узел сверления к подитипнику 12. Сверло 9 опускается к заготовке 33 с зазором.
С начала вращения шпинделя 15 вокруг своей оси валом электродвигателя 32 маховики 16, преодолевая силу пружин 17, под действием центробежной силы отходят и перемещают толкатели 18 к шарику 19. Подойдя к нему, толкатели 18 своими наклонными скосами поднимают шарик 19, обеспечивая зазор между последним и каналом 22. Воздушный поток (1 устремляется по каналу в пневмоцилиндр 4, который, преодолевая силу пружины, перемещает сверло к заготовке 33.
Таким образом происходит сверление отверстия. После окончания сверления отверстия пневмоцилиндр 4 от избыточного давления воздушного потока (J и отсутствия препятствующей силы резко перемещается вниз, открывая дренажное отверстие 34, и воздушный поток устремляется через канал 35 в атмосферу. Увеличение расхода воздуха в канале 22 затягивает шарик 20 и прижимает его к нижней части отверстия шпинделя 15, перекрывая доступ воздуха к пневмоцилиндру 4. Это служит сигналом для прекращения работы сверлильного узла и подъема штока 5 в исходное положение.
Происходит торможение шпинделя 15
тормозным конусом 30. Маховики 16 пр -жинами 17 возвращаются в исходное
положение. Благодаря выборкам 36 на толкателях 1В стравливается воздух. Шарик 19 прижимается воз/хутаным потоком, а шарик 20 под действием пружин 21 и при отсутстп}ш возду1аного давления возвращается в исходное положение.
При сверлении отверстий другого диаметра происходит вращение диска 1 по программе. В рабочую зону поступает сверлильный узел с требуемым инструментом. Процесс сверления следующего отверстия происходит аналогично.
Формула изобретения
Многошпиндельная сверлильная головка, содержащая поворотный диск, в котором размещены с возможностью вращения и поступательного движения подпружиненные полые шпиндели с установ- ленньгми в них с возможностью поступательного движения относительно шпинделя и вращательного движения совместно со гапинделем инструментодержате- лями., и устройство прижима привода вращения к полым шпинделям, о т л и - чающаяся тем, что, с целью автоматизации переналадки головок и повышения надежности обработки отверстия в авоматическом режиме, каждый инструментодержатель выполнен в виде подпружиненного одноштокового
пневмоцилиндра, пружинная штоковая полость которого связана с атмосферой, а поршневая полость - с каналом, выполненным в устройстве приж1ша, который снабжен двумя задорными клапанами однонаправленного действия, каждый из которых выполнен в виде шарика и седла, при этом седло одного клапана выполнено в виде радиальных толкателей, тарнирно связанных с центробежньми грузами, введенными в головку, а в толкателях и корпусе устройства прижима выполнены каналы, связывающие полость за первым клапаном с атмосферой, при этом шарик другого клапана подпружинен в направлении, противоположном направлению подачи сжатого воздуха.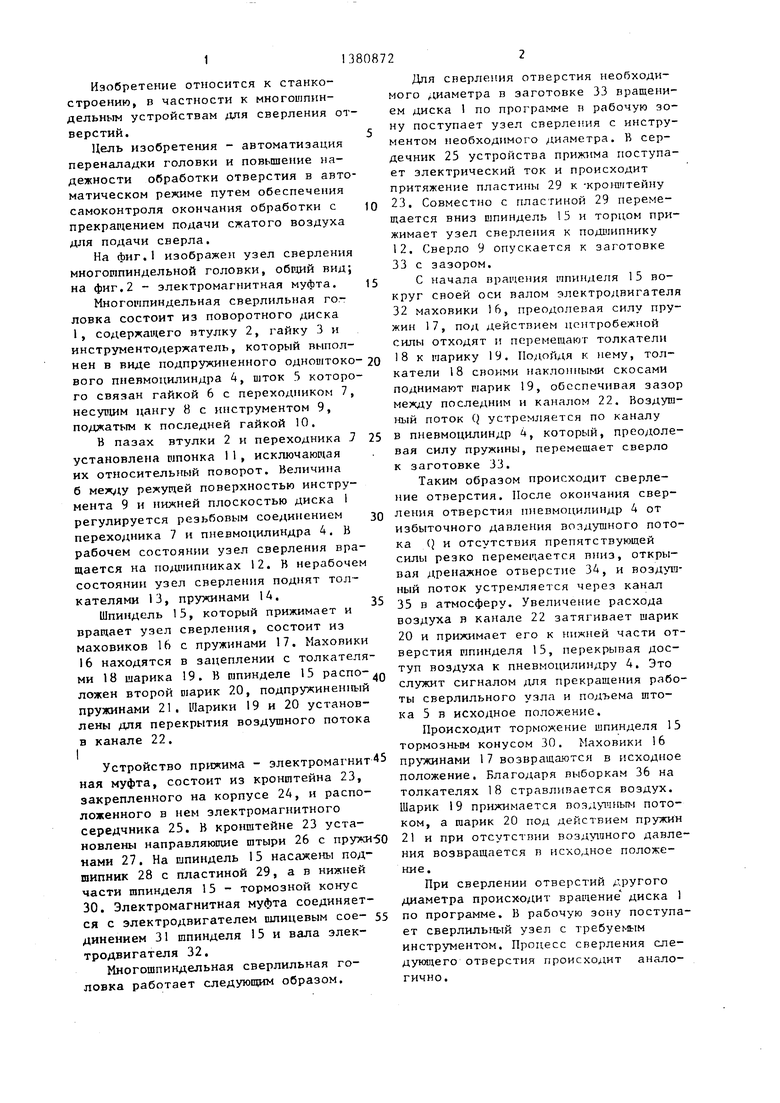
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельный сверлильный автомат | 1985 |
|
SU1362639A1 |
| Многошпиндельный, многопозиционный вертикально-сверлильный станок для сверления отверстий в дисковых решетках мясорубок и тому подобных деталях | 1959 |
|
SU127548A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| Автомат для сборки мебельных ящиков | 1986 |
|
SU1315309A1 |
| Сверлильный многошпиндельный станок-автомат | 1987 |
|
SU1562138A1 |
| АВТОМАТИЧЕСКИЙ УНИВЕРСАЛЬНЫЙ | 1967 |
|
SU194517A1 |
| Многошпиндельный станок для сверления пуговиц | 1930 |
|
SU21438A1 |
| Станок для двухстороннего сверления листового стекла | 1989 |
|
SU1636355A1 |
| ПОРТАЛЬНЫЙ СТАНОК | 2002 |
|
RU2218246C2 |
| Роторный сверлильный автомат | 1979 |
|
SU772742A1 |
Изобретение относится к станкостроению, в частности к многошпиидель- ным устройствам для сверления отверстий. Целью изобретения является автоматизация переналадки головки и повышение надежности обработки отверстия в автоматическом режиме. Для сверления отверстия в заготовке 33 поступает узел сверления 1 с требуемым сверлом 9. В сердечник подается электрический ток и происходит прижим пластины к кронштейну, а вместе с ней и шпинделя 15 узла сверления 1 к подшипнику. При этом сверло 9 опускается к заготовке 33. При вращении шпинделя 15 маховики 16 расходятся и посредством толкателей 18 открывают клапан подачи воздуха в поршневую полость пневмоцилиндра 4, который, преодолевая пружину, перемещает сверло 9. После окончания сверления резко увеличивается потребление воздуха, так как воздух выходит по каналу 35 в атмосферу, что обусловливает.перекрытие шариком 20 канала подачи воздуха, который дает команду на возврат сверлильного узла I в исходную позицию. 2 ил. (Л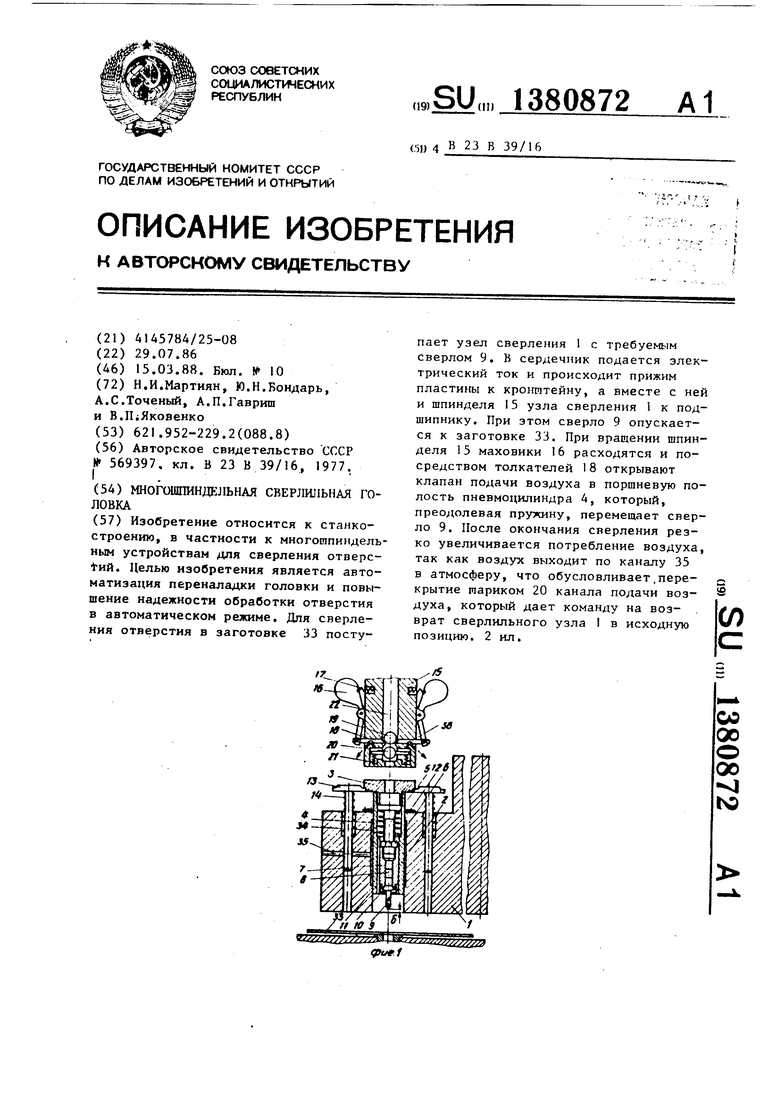
CpufZ
| Многошпиндельная головка | 1976 |
|
SU569397A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
