00 00
о
00
4
Изобретение относится к обработке металлов резанием и может быть ис пользовано при контроле процессов глубокого сверления.
Цель изобретения - повышение надежности за счет исключения поломок инструмента и получения определенной информации о ходе процесса сверления .
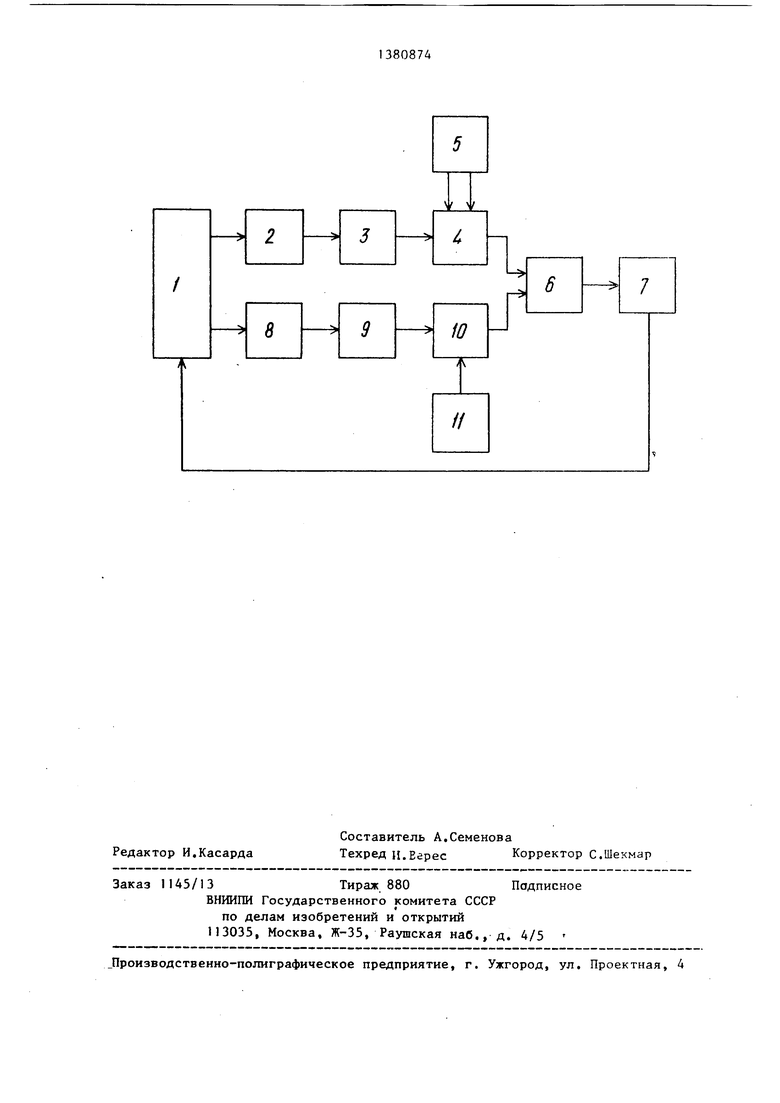
На чертеже представлена блок-схема, иллюстрирующая способ.
Давление СПЖ, подаваемой в зону обработки станка 1, учитывается датчиком 2 давления и блоком 3 измерения давления. Сравнение давления СОЖ с предельно заданными уровнями осуществляется с помощью схемы 4 сравнения, один вход которой соединен с вы
ходом блока 3 измерения давления, а два других - с выходами блока 5 исходно заданных результатов.
Выход схемы 4 сравнения соединен с первым входом схемы 6 ИСКЛЮЧАЮЩЕЕ ИЛИ, выход которой соединен с входом блока 7 управления станком, связанного с исполнительным устройством 1 станка. Частота вращения шпинделя измеряется с помощью датчика 8 частоты вращения и блока 9 измерения часто- ты, выход которого соединен с первым входом cxeNtbi 10 сравнения, второй вход которой подключен к выходу блока II исходно заданной частоты. Выход схемы 10 сравнения частоты сое- динен с вторым входом схемы 6 ИСКЛЮЧАЮЩЕЕ ИЛИ.
Способ осуществляется следуюсцим образом.
В исходном состоянии, когда давле нйе в линии нагнетания СОЖ станка 1 равно нулю и шпиндель не вращается, на выходах схем 4 и 10 сравнения и схемы 6 ИСКЛЮЧАЮЩЕЕ ШШ присутствуют сигналы О.
При подаче СОЖ в линию нагнетания и включении вращения шпинделя с помощью датчика 2 давления, датчи0
5
0
5 0 5
0 5
ка 8 частоты, блока 3 измерения давления и блока 9 измерения частоты вращения давление и частота вращения шпинделя преобразуются в напряжение постоянного тока. С помощью схем 4 и 10 сравнения давление и частота вращения сравниваются с заданными уровнями. Если давление Находится в заданных пределах, а частота вращения соответствует исходно заданной, на выходах схем 4 и 10 сравнения появляются 1, на выходе схемы 6 ИСКЛЮЧАЮЩЕЕ остается О. Включается рабочая подача станка 1.
Если во время работы давление или частота вращения отличаются от исходно заданных, на выходе одной из схем сравнения появляется О. При этом на входах схемы 6 ИСКЛЮЧАЮЩЕЕ ИЛИ - разноименные сигналы, а на ее выходе появляется сигнал 1, сигнализирующий об аварийной ситуации. Блок 7 управления станком выключает рабочую подачу и включает отвод инструмента из зоны резания. При одновременном снижении давления и частоты вращения, что происходит по окончании обработки и не может произойти во время сверления, на входах и выходе схемы ИСКЛЮЧАЮЩЕЕ ИЛИ будут О, чем исключается появление ложного сигнала аварийной ситуации конца обработки.
Формула изобретения
Способ контроля процесса глубокого сверления, включающий измерение давления смазочно-охлаждающей жидкости (СОЖ), подаваемой в зону обработки, и сравнение его с заданными значениями, отличающий- с JJ тем, что, с целью повьпиения надежности, дополнительно измеряют частоту вращения шпинделя и выключают станок при выходе за пределы заданных значений только одного из измеренных параметров.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом глубокого сверления | 1983 |
|
SU1180173A1 |
| Устройство для подвода смазочно-охлаждающей жидкости (СОЖ) к станкам для глубокого сверления | 1986 |
|
SU1323252A2 |
| Устройство для управления процессом глубокого сверления | 1974 |
|
SU524612A1 |
| Способ автоматического управленияпРОцЕССОМ глубОКОгО СВЕРлЕНия | 1979 |
|
SU806286A1 |
| ШПИНДЕЛЬНЫЙ УЗЕЛ МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 1996 |
|
RU2107592C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЛУБОКИХ УЗКОПРОФИЛЬНЫХ КОЛЬЦЕВЫХ ПАЗОВ | 2017 |
|
RU2650443C1 |
| УСТРОЙСТВО ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1999 |
|
RU2169642C2 |
| УСТРОЙСТВО ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1999 |
|
RU2169059C2 |
| УСТРОЙСТВО К МНОГОШПИНДЕЛЬНОМУ СВЕРЛИЛЬНОМУ СТАНКУ ДЛЯ КОНТРОЛЯ ЗА ПРОЦЕССОМ СВЕРЛЕНИЯ | 1991 |
|
RU2085340C1 |
| ПОРТАЛЬНЫЙ СТАНОК | 2002 |
|
RU2218246C2 |
Изобретение относится к обработке материалов резанием и может быть использовано при контроле процессов глубокого сверления. Цель изобретения - повышение надежности за счет исключения поломок инструмента. Для этого одртовременно измеряются давление СОЖ, подаваемой в зону резания, и частота вращения шпинделя. Если давление СОЖ выходит за предельно заданные значения или частота вращения шпинделя отличается от заданной, рабочая подача станка выключается, включается отвод инструмента из зоны резания и появляется информация об аварийной ситуации. При одновременном падении давления СОЖ и частоты вращения шпинделя по окончании обработки появление ложной информации об аварийной ситуации исключается., I ил. (О
| Автоматические линии и металлорежущие станки | |||
| Экспресс-информация | |||
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
