(Л
00 00
о
00 00 00
Изобретение отиогится к дуговой конденсаторной сварке и может быть использовано в электротехнической промьшшенностн преимущественно для приварки центрального токового ввода к цоколям ламп общего назначения.
Цель изобретения - повышение качества сварки.
На фиг. 1 показано устройство для дуговой конденсаторной сварки центрального токового ввода с цоколем ламп общего назначения (ЛОН); на фиг. 2 - цокольная часть лампы пака
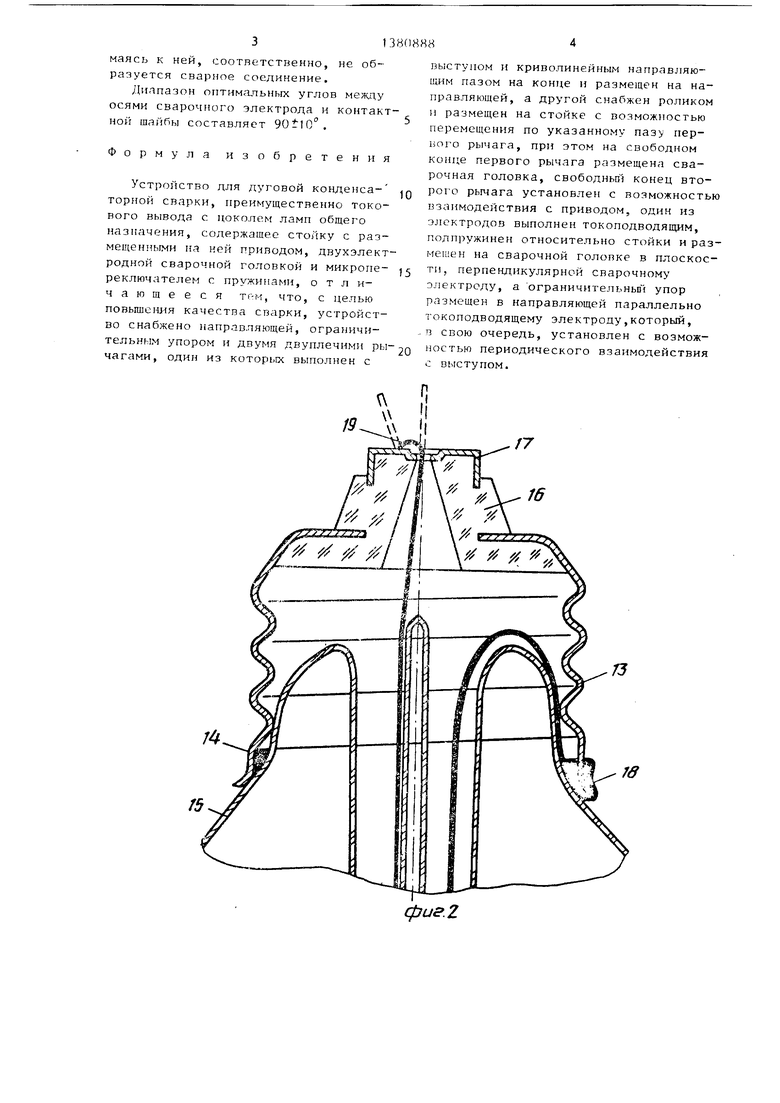
ром токового ввода 19 и связанной с этим невозможностью вварить его в отверстие и обеспечить электрическую связь между токовым вводом 19 и отверстием в контактной шайбе 17.
Устройство работает следующим образом.
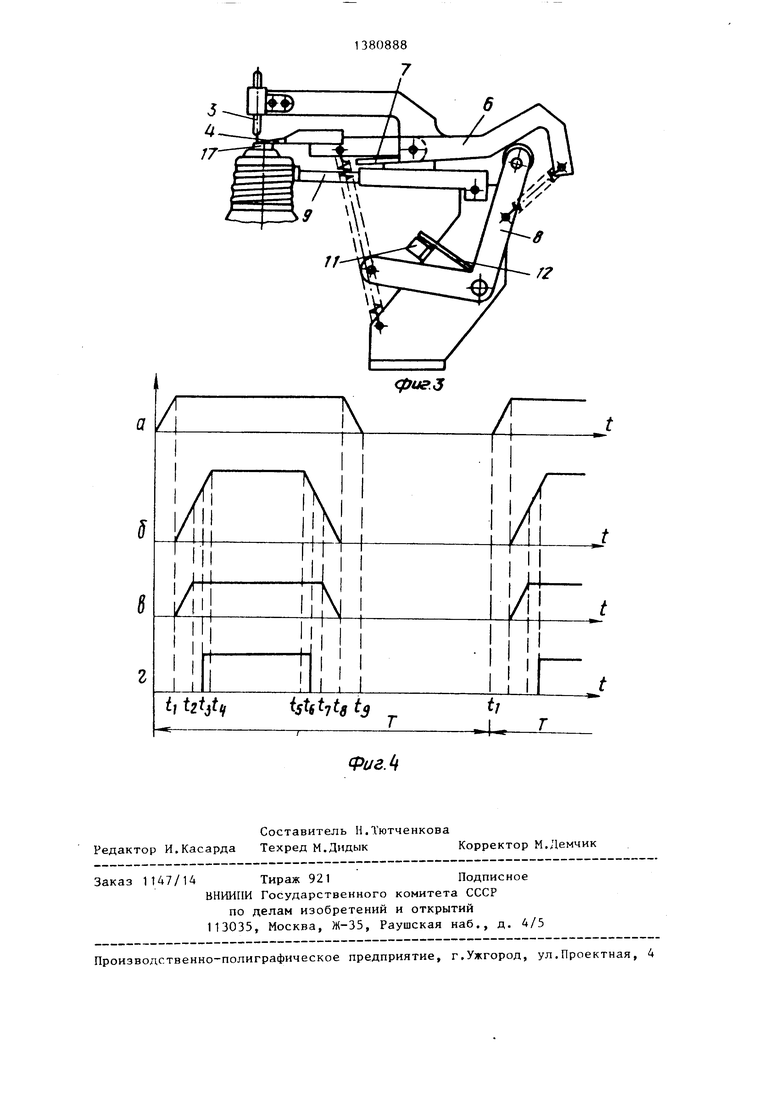
При повороте кулачка на заданньп угол начинается движение стойки 1 с закрепленными на нем узлами устройства по направлению к лампочке до сближения упора 9 с цоколем (фиг. 3). Движение стойки прекращается (фиг.4а,
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухэлектродное устройство,преимущественно для дуговой конденсаторной сварки | 1976 |
|
SU662295A1 |
| ЦОКОЛЕВОЧНЫй АВТОМАТГ^ .'•"^ •-• .-"^ f"v ),-"%'-;. I 1; л сЧЬС.->&.^-ч.л'...с;ггмлр ^T"-'''ti;l Г:' :';•::;•; ;"n?,f.i г? (!.•;:;.;:< =;,.;':. ^ л:;;, V.; fiAA | 1971 |
|
SU301766A1 |
| Установка для дуговой конденсаторной сварки оплавлением | 1981 |
|
SU990462A2 |
| Установка для дуговой сварки | 1979 |
|
SU837692A1 |
| Цоколь для электрической лампы накаливания | 1972 |
|
SU440724A2 |
| Устройство для точечной сварки неплавящимся электродом в защитных газах | 1980 |
|
SU956193A1 |
| Устройство для контактного возбуждения сварочной дуги | 1980 |
|
SU903014A2 |
| Устройство для направления присадочной проволоки | 1980 |
|
SU994177A1 |
| Устройство для дуговой сварки | 1989 |
|
SU1690995A1 |
| ГАЗОВОЕ СОПЛО ДЛЯ ВЫПУСКАНИЯ ПОТОКА ЗАЩИТНОГО ГАЗА И ГОРЕЛКА С ГАЗОВЫМ СОПЛОМ | 2019 |
|
RU2802612C2 |
Изобретение относится к дуговой конденсаторной сварке и может быть использовано в электротехнической промыпшеннос ги для приварки центрального вывода к цоколям ламп общего назначения. Целью изобретения является повышение качества сварки. Рычаг 7 перемещает рычаг 6 сварочной головки 2. Токоподводящий электрод 4 укладывается на центральный токовый вывод. Рычаг 6, продолжая движение, прижимает вывод токоподводящим электродом 4 и сближает сварочный неплавящийся электрод 3 с концом токового вывода. Включается микровыключатель 10 и в момент касания через контакт неплавящегося электрода 3 и токового вывода протекает разрядный ток, который оплавляет вывод и приваривает его к контактной шайбе. 4 ил. &
ливания общего назначения; на фиг.З - 15 момент t). Рычагом 8 начинается пе- положение элементов устройства при дуговой приварке центрального токового ввода к цоколям ламп общего назначения; на фиг. А - циклограмма работы устройства.20
Устройство для дуговой конденсаторной сварки центрального токового ввода состоит из стойки 1, закрепленной на ползуне, являющемся принадлежностью цоколевочного автомата (на 25 фиг. 1 не показан), сварочной головки 2 с неплавящимися сварочным 3 и подпружиненным токоподводящим А электродами, установленными на сваремещение -рычага 6 cnapoMHoii голоп- ки 2 (фиг.46).
Во время этого перемещения токо-5 подводящий электрод 4 ложится на центральный токовый ввод (фиг. 3 и 4в, момент t), изогнутый на позиции подготовки ввода. При этом рычаг 6 продолжает движение, освобождая выступом 7 токоподводящий электрод 4, прижимая им ввод к контактной щай- бе 17 и сближая сварочньп неплавящийся электрод 3 с концом токового вис- да (фиг. 4б). При этом в момент t (фиг. 4г) нажимной плaнкo i 12 вклюрочной головке 2 с возможностью пере- 30 чается микровыклю атель
ет напряжение предварите ной батареи конденсаторо ды сварочной головки. Эт вершается в момент 1 (ф нием электродом 3 конца да (фиг. Зг).
мещения на оси 5 совместно с двуплечим рычагом 6 с выступом 7 и криволинейным направляющим пазом на конце, двуплечего рычага с роликом 8 ограничительного упора 9, размещенного в направляющей 10, микропереключателя 11 и нажимной планки 12, связанной с р1)Гчагом 8.
Цокольная часть (фиг. 2), расположенная под устройством для приварки центрального токового вывода, состоит из обечайки цоколя 13, которая на специальной мастике 14 соединяется с колбой 15. Через изоляционное стекло 16 с обечайкой цоколя соединяется контактная шайба 17. Токовые вводы лампы: боковой 18 и цент- ральньп1 19 соединяются соответственно со стальной обечайкой 13 цоколя и контактной шайбой 17 сваркой. При этом центральный токовый ввод 19 на позицию подготовки к сварке поступает протянутым через отверстие в контактной шайбе 17.
Сложность приварки центрального токового ввода 19 к контактной шайбе 17 цоколя ЛОН заключается в значительном превышении диаметра отверстия в контактной шайбе 17 над диамет5 момент t). Рычагом 8 начинается пе- 0
5
0 чается микровыклю атель
5
0
5
0
5
ремещение -рычага 6 cnapoMHoii голоп- ки 2 (фиг.46).
Во время этого перемещения токо-5 подводящий электрод 4 ложится на центральный токовый ввод (фиг. 3 и 4в, момент t), изогнутый на позиции подготовки ввода. При этом рычаг 6 продолжает движение, освобождая выступом 7 токоподводящий электрод 4, прижимая им ввод к контактной щай- бе 17 и сближая сварочньп неплавящийся электрод 3 с концом токового вис- да (фиг. 4б). При этом в момент t (фиг. 4г) нажимной плaнкo i 12 вклю- поступает напряжение предварительно заряженной батареи конденсаторов на з: ектро- ды сварочной головки. Этот этап завершается в момент 1 (фиг. 4б) касанием электродом 3 конца токовог о ввода (фиг. Зг).
В момент касания через контакт между неплавящимся электродом 3 и токовым вводом начинает протекать разрядный ток. Происходят оплавление токового ввода и его приварка к контактной шайбе 17. После этого, в соответствии с циклограммой на фиг.4, все механизмы возвращаются в исходное положение. Через время Т цикл повторяется.
Одним из важнейших параметров устройства для дуговой приварки центрального токового ввода к цоколям ЛОН является угол наклона неплавящегося сварочного электрода по отношению к токоподводяшему электроду.Это связано с механическим воздействием сварочной дуги на расплавленный металл токового ввода, а именно,при значительном наклоне сварочного электрода реактивным давлением дуги щарик на конце токового нподя сдувается по плоскости контактной шайбы, не прижимаясь к ней, соответственно, не образуется сварное соединение.
Диапазон оптимальных углов между осями сварочного электрода и контактной шайбы составляет .
Формула изобретения
Устройство для дуговой конденса- торной сварки, иреимущественно токового вывода с цоколем ламп общего назначения, содержащее стойку с размещенными на ней приводом, двухэлект- родной сварочной головкой и микропереключателем с пружинами, отличающееся тг-м, что, с целью повышения качества сварки, устройство снабжено 1 аправляющей, ограничительнь1м упором и двумя двуплечими ры-2Q ностью периодического взаимодействия чагами, один из которых выполнен с с выступом.
/4t
5
выступом и криволинейным направляющим пазом на конце и размещен на направляющей, а другой снабжен роликом и размещен на стойке с возможностью перемещения по указанному пазу первого рычага, при этом на свободном конце первого рычага размещена сварочная головка, свободньш конец второго рычага установлен с возможностью взаимодействия с приводом, один из электродов выполнен токоподводящим, подпружинен относительно стойки и разметен на сварочной головке в плоскости, перпендикулярной сварочному электроду, а ограничительньп упор размещен в направляющей параллельно токоподводящему электроду,который, тз свою очередь, установлен с возмож0
фиг. 2
| ЭЛЕКТРОД ДЛЯ МИКРОСВАРКИ | 0 |
|
SU264903A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Двухэлектродное устройство,преимущественно для дуговой конденсаторной сварки | 1976 |
|
SU662295A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
