Изобретение относится к оборудованию для изготовления электровакуумных приборов, в частности ламп накаливания.
Известны цоколевочные автоматы карусельного типа периодического действия, содержащие станину, механизм -цоколевки и сварочную головку для Приварки бокового электрода к цоколю, закрепленную на станине. Технологические операции на STHX автоматах выполняются в момент остановки карусели, а время поворота карусели является холостым ходом, снижающим производительность. Повышение производительности при задержке продолжительности технологических операций может быть достигнуто увеличением числа рабочих позиций или сокращением времени переноса изделий с позиций. Недостатком таких автоматов является то, что увеличение числа позиций приводит к увеличению габаритов оборудования, а следовательно, ,и его веса. Кроме того, возрастают моменты инерции в связи с увеличением общего веса движущихся частей. Сокращение же времени переноса изделий с позиции на позицию приводит к росту скоростей подвижных частей, а время передачи с позиции на позицию лимитируется возникающими инерционными усилиями.
щихся цоколевочного конвейера и конвейера обжига ламП с размещенными «а их це1пях цоколевочными гнездамп и гнездами обжига. Для обеспечения приварки бокового контакта к цоколю лампы нри непрерывном движении конвейеров сварочная головка выполнена в виде стойки с пластинчатым сварочным электродом, а токоподвод к цоколю лампы осуществлен нри помощи пружинящего скользящего контакта.
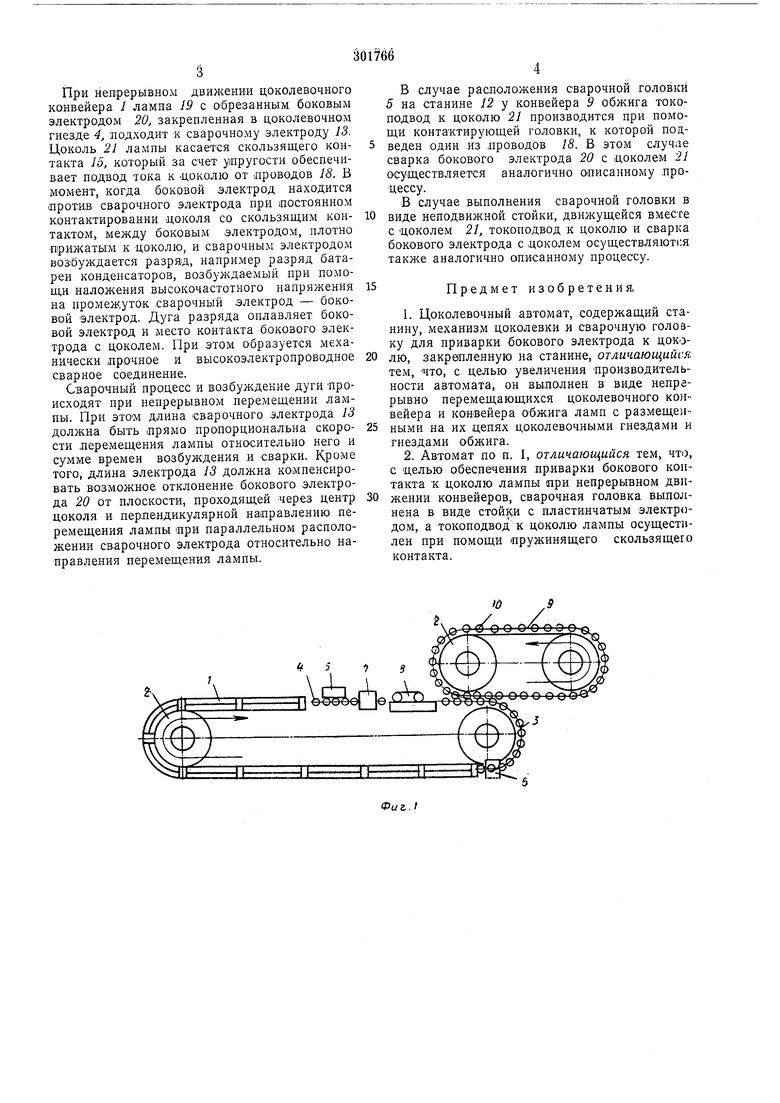
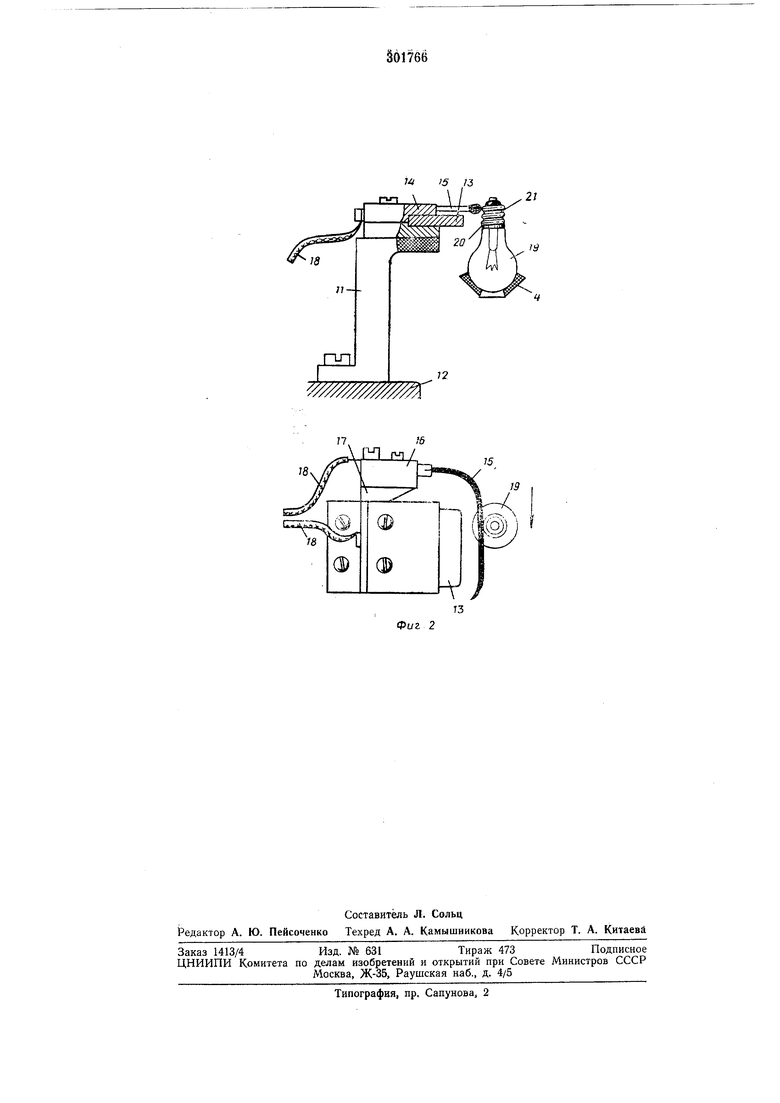
На фиг. 1 изображен предлагаемый автомат, общий вид; на фиг. 2 - сварочная головка, две проекции.
Автомат (фиг. 1) состоит из цоколевочного конвейера / со звездочками 2 и цепью 3, на которой размещены цоколевочные гнезда 4, сварочная головка 5, механизм 6 обрезки бокового электрода, механизм 7 обрезки верхнего электрода и механизм 8 пайки верхнего электрода, и конвейера 9 обжига с контактирующими гнездами W.
Сварочная головка (фиг. 2) выполнена в виде стойки //, закрепленной на станине 12, сварочного электрода 13, контактных наклад.ок.}4, скользящего контакта75, закрепленного во втулке 16, расположенной в кронштейне 17, который закреплен на стойке, и токоподводящих проводов /8.
При непрерывном движении цоколевочного конвейера 1 лампа 19 с обрезанным боковым электродом 20, закрепленная в цоколевочном гнезде 4, лодходит к сварочному электроду IS. Цоколь 21 лампы касается скользящего контакта 15, который за счет упругости обеспечивает подвод тока к ЦОКолю от лроводов 18. В момент, когда боковой электрод находится (Против сварочного электрода при постоянном контактировании цоколя со скользящим контактом, между боковым электродом, плотно прижатым к цоколю, и сварочным электродом возбуждается разряд, например разряд батареи конденсаторов, возбуждаемый при помощи наложения высокочастотного напряжения на промежуток сварочный электрод - боковой электрод. Дуга разряда оплавляет боковой электрод и место контакта бокового электрода с цоколем. При этом образуется механически .прочное и высокоэлектропроводное сварное соединение.
Сварочный процесс и возбуждение дуги происходят при непрерывном перемещении лампы. При этом длина сварочного электрода 13 должна быть лрямо пропорциональна скорости перемещения лампы относительно него и сумме времен возбуждения и сварки. Кроме того, длина электрода 13 должна компенсировать возможное отклонение бокового электрода 20 от плоскости, проходящей через центр цоколя и перпендикулярной направлению перемещения лампы При параллельном расположении сварочного электрода относительно направления перемещения лампы.
В случае расположения сварочной головки 5 на станине 12 у конвейера 9 обжига токоподвод к цоколю 21 производится при помощи контактирующей головки, к которой подведен один .из проводов 8. В этом случае сварка бокового электрода 20 с цоколем 21 осуществляется аналогично описанному процессу.
В случае выполнения сварочной головки в виде неподвижной стойки, движущейся вместе с цоколем 21, токоподвод к цоколю и сварка бокового электрода с цоколем осуществляются также аналогично описанному процессу.
Предмет изобретения,
1.Цоколевочный автомат, содержащий станину, механизм цоколевки .и сварочную головку для приварки бокового электрода к цоколю, закрепленную на станине, отличающийся. тем, что, с целью увеличения производительности автомата, он выполнен в виде непрерывно перемещающихся цоколевочного конвейера и конвейера обжига ламп с размещенными на их цепях цоколевочными гнездами и гнездами обжига.
2.Автомат по п. 1, отличающийся тем, что, с целью обеспечения приварки бокового контакта к цоколю лампы при непрерывном движении конвейеров, сварочная головка выполнена в виде стойщ с пластинчатым электродом, а токоподвод к цоколю лампы осущестилен при помощи пружинящего скользящего контакта.
шштм
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой конденсаторной сварки | 1986 |
|
SU1380888A1 |
| Двухэлектродное устройство,преимущественно для дуговой конденсаторной сварки | 1976 |
|
SU662295A1 |
| Автомат для монтажа ножек электрических ламп | 1981 |
|
SU995158A1 |
| Устройство для цоколевания коммутаторных ламп | 1977 |
|
SU736217A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО НАДЕВАНИЯ ЦОКОЛЕЙ НА КОЛБЫ ЭЛЕКТРИЧЕСКИХ ЛАМП НАКАЛИВАНИЯ | 1967 |
|
SU194959A1 |
| Установка для дуговой сварки | 1979 |
|
SU837692A1 |
| АВТОМАТ ДЛЯ НАМАЗКИ ЦОКОЛЕЙ | 1971 |
|
SU424258A1 |
| РОТОРНЫЙ АВТОМАТ ДЛЯ ПРИВАРКИ ВЫВОДОВ К КОРПУСАМ | 1967 |
|
SU200066A1 |
| Устройство для автоматической сборки нецоколеванных миниатюрных ламп накаливания | 1958 |
|
SU121512A1 |
| Автомат для приварки штенгелей | 1977 |
|
SU736210A1 |
П№
75
