Изобретение относится к импульсной сварке проволочных выводов и может быть использовано в электронной промышленности при сборке полупроводниковых приборов, пленочных и гибридных схем, печатных плат и др.
Известен электрод для микросварки проволочных выводов, содержащий корпус с наконечником, имеющим отверстие для подачи вывода, расположенное под углом к оси электрода.
Однако м.икросварка известным электродом не дает качественного сварного соединения при уменьшении площади рабочего торца и не предохраняет соединяемые материалы от термического удара.
Предлагаемый электрод отличается от известного тем, что он снабжен смонтированным в корпусе через изоляционную прокладку вторым наконечником, торец которого выполнен выступающим по отношению к торцу первого наконечника на величину до /4 диаметра привариваемого вывода.
Это .повышает качество сварного соединения.
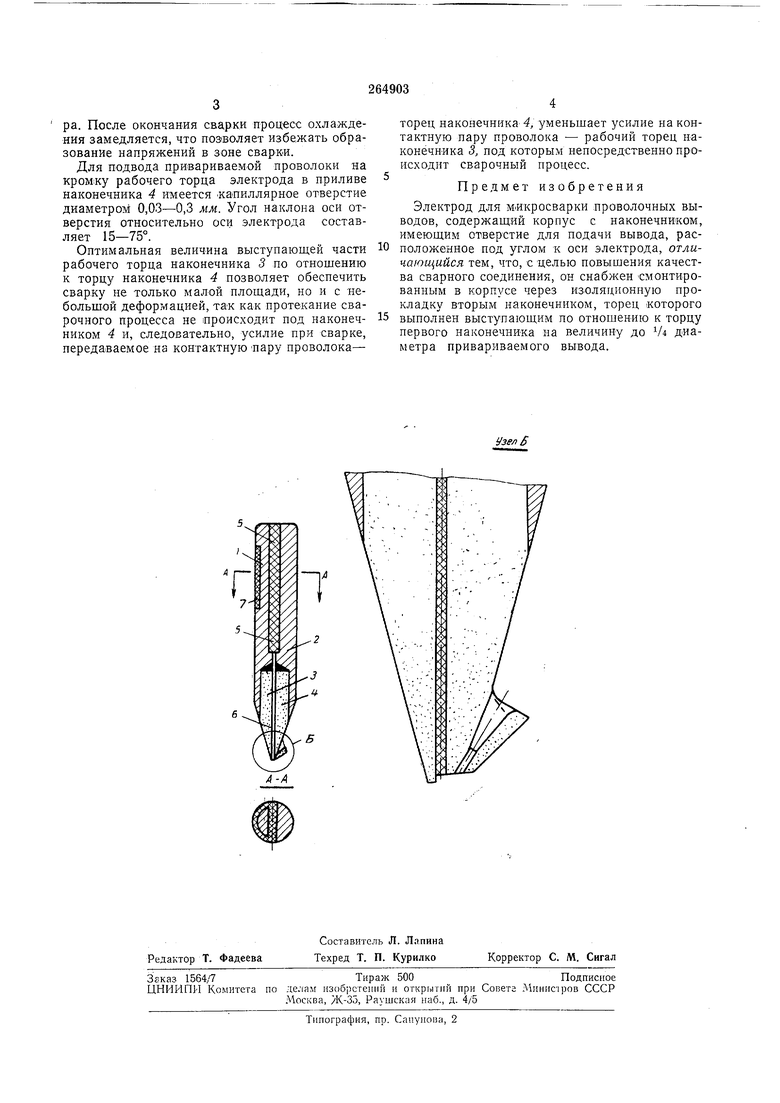
На чертеже изображен предлагаемый электрод.
Он выполнен в виде .корпуса, имеющего две половины 1 и 2, в которые впаяны наконечники 3 я 4. Половины корпуса склеены электроизоляционным клеем 5. Изоляционной прокладкой между наконечниками 3 к 4 служат
слюда 6. В половине 1 корпуса имеется изоляционная перемычка 7. Рабочий торец наконечника 3 выступает относительно торца наконечника 4 на величину до V4 диаметра иривариваемой проволоки.
Во время сварки обеспечивается электрический контакт привариваемой .проволоки с наконечниками 3 н 4, ъ результате тепловая энергия концентрируется на контактных парах проволочный вывод - наконечники электрода.
Для того, чтобы обеспечить сварку малой площади с сохранением качества сварного соединения, необходимо, чтобы количество тепловой энергии, достаточное для образования
сварки, создалось под рабочим торцом наконечника 3 и превысило количество тепловой энергии под торцом наконечника 4.
В связи с этим на наконечнике 4 электрода выполнен теплоотводящий прилив, -который и
создает разность тепловой энергии под торцами наконечников 3 а 4.
Таким образом, сварка происходит только иод рабочим торцом наконечника 3. Теплоотводящий прилив позволяет в первоначальный момент при сварке проволочного вывода отвести некоторое количество тепла, что обеспечивает более плавное формирование энергии, необходимой для сварки, на рабочем торце наконечника 3 и предохраняет
pa. После окончания сварки процесс охлаждения замедляется, что позволяет избежать образование напряжений в зоне сварки.
Для подвода привариваемой проволоки на кромку рабочего торца электрода в приливе наконечника 4 имеется капиллярное отверстие диаметром 0,03-0,3 мм. Угол наклона оси отверстия относительно оси электрода составляет 15-75°.
Оптимальная величина выступающей части рабочего торца наконечника 3 по отношению к торцу наконечника 4 позволяет обеспечить сварку не только малой площади, но и с небольшой деформацией, так как протекание сварочного процесса не происходит под наконечником 4 и, следовательно, усилие при сварке, передаваемое на контактную пару проволока-
торец наконечника 4, уменьшает усилие на контактную пару проволока - рабочий торец наконечника 3, под которым непосредственно происходит сварочный процесс.
Предмет изобретения
Электрод для млкросварки проволочных выводов, содержащий корпус с наконечником, имеющим отверстие для подачи вывода, расположенное под углом к оси электрода, отличающийся тем, что, с целью повышения качества сварного соединения, он снабжен смонтированным в корпусе через изоляционную прокладку вторым наконечником, торец которого выполнен выступающим по отношению к торцу первого наконечника на величину до V4 диаметра привариваемого вывода.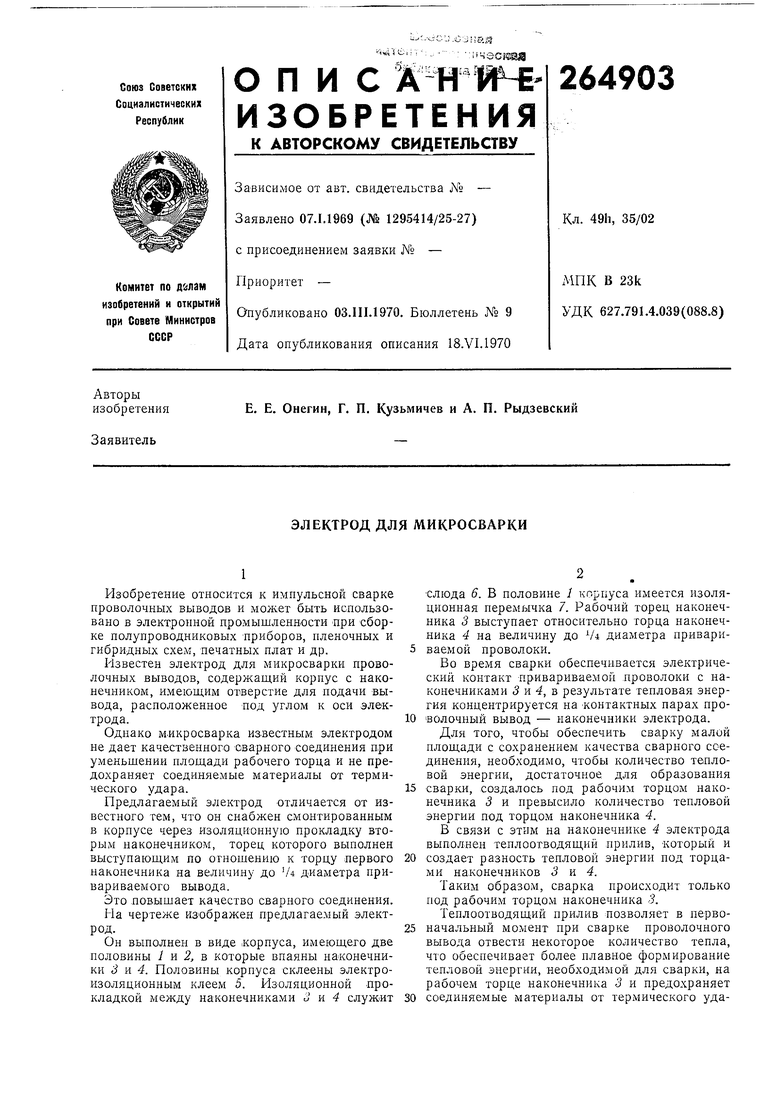
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод для микросварки | 1980 |
|
SU893460A1 |
| Способ монтажа проволочных проводников к контактным площадкам полупроводниковых приборов | 2020 |
|
RU2751605C1 |
| Двухэлектродное устройство,преимущественно для дуговой конденсаторной сварки | 1976 |
|
SU662295A1 |
| СПОСОБ ПРОВОЛОЧНОГО МОНТАЖА ПОЛУПРОВОДНИКОВОГО КРИСТАЛЛА ИНТЕГРАЛЬНОЙ МИКРОСХЕМЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2835230C1 |
| Установка ультразвуковой микросварки | 2020 |
|
RU2742635C1 |
| Инструмент для ультразвуковой сварки | 1982 |
|
SU1031695A1 |
| Электрод для микросварки | 1981 |
|
SU996138A1 |
| Способ дуговой сварки проволоки с листом | 1980 |
|
SU944837A1 |
| Устройство для односторонней контактной микросварки | 1985 |
|
SU1393568A1 |
| Инструмент для приварки проволочного вывода | 1979 |
|
SU880666A1 |
