ос
00
о ;о о со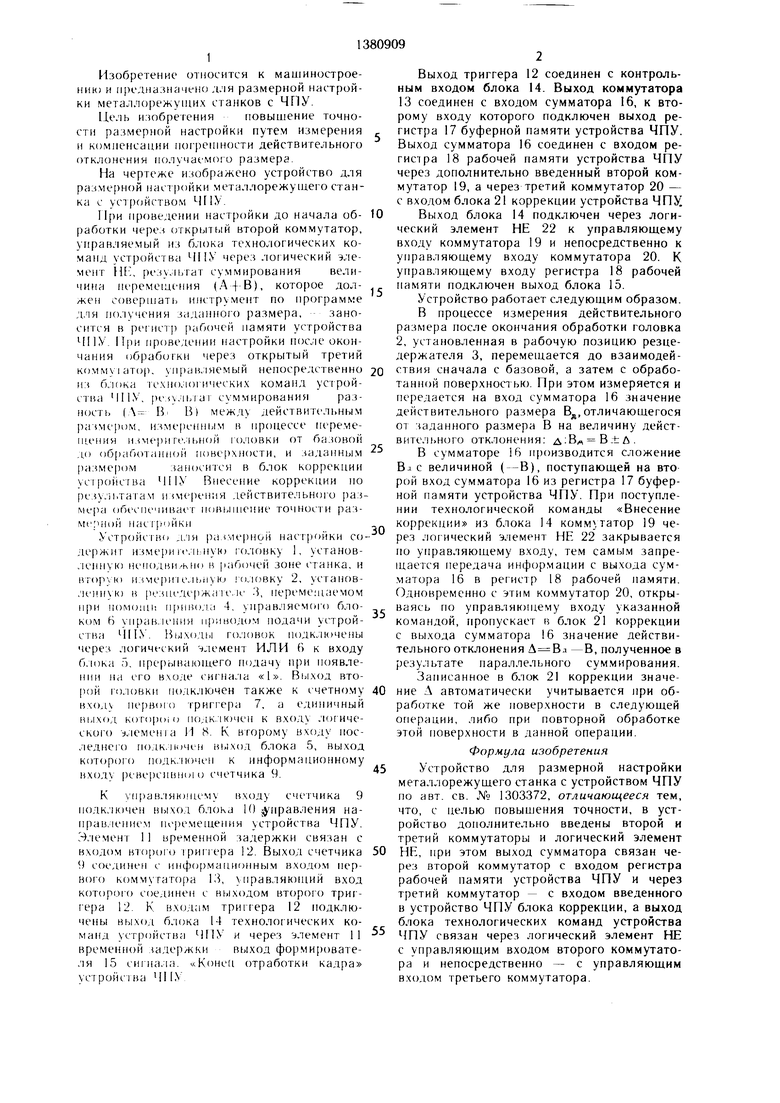
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для размерной настройки металлорежущего станка с устройством числового программного управления (чпу) | 1983 |
|
SU1303372A1 |
| Устройство для позиционирования и контроля размерного износа режущего инструмента в станках с ЧПУ | 1982 |
|
SU1055627A1 |
| Устройство автоматической коррекции размерной настройки токарных многоинструментальных станков с системой ЧПУ | 1985 |
|
SU1301647A1 |
| Устройство для числового программного управления | 1983 |
|
SU1124251A1 |
| Система числового программногоупРАВлЕНия "TPACCA-Кп | 1979 |
|
SU813371A1 |
| Адаптивное вычислительное устройство | 1984 |
|
SU1203506A1 |
| Устройство автоматической коррекции размерной настройки токарных многоинструментальных станков с ЧПУ | 1981 |
|
SU1020205A1 |
| Устройство для последовательного программного управления | 1983 |
|
SU1126928A1 |
| Устройство для определения размеров деталей на токарных станках | 1985 |
|
SU1294571A1 |
| Адаптивный классификатор | 1984 |
|
SU1220004A1 |
Изобретение относится к области машиностроения и предназначено для размерной настройки металлорежущих станков с ЧПУ. Целью изобретения является повышение точности размерной настройки путем измерения и компенсации погрешности действительного отклонения получаемого размера. Устройство содержит две измерительные головки, выходы которых подключены к входам схемы автоматизации измерений, соединенной также с блоками устройства ЧПУ. Выход су.мматора подключен к входу регистра рабочей памяти устройства ЧПУ через дополнительно введенный коммутатор. Через второй дополнительный коммутатор выход сумматора подключен к входу блока коррекции устройства ЧПУ. Выход блока тех-- нологических команд устройства ЧПУ подключен к управляющему входу первого дополнительного ком.мутатора через логический элемент НЕ и непосредственно к управля- юп1ему входу второго дополнительного коммутатора. 1 ил.
Ч)
Изобретение относится к машиностроению и 11рсл})азначено д.чя размерной настройки металлорежущих станков с ЧПУ.
Цель изобретения повышение точности размерной настройки путем измерения и компенсации погрешности действительного отклонения получаем(М о размера.
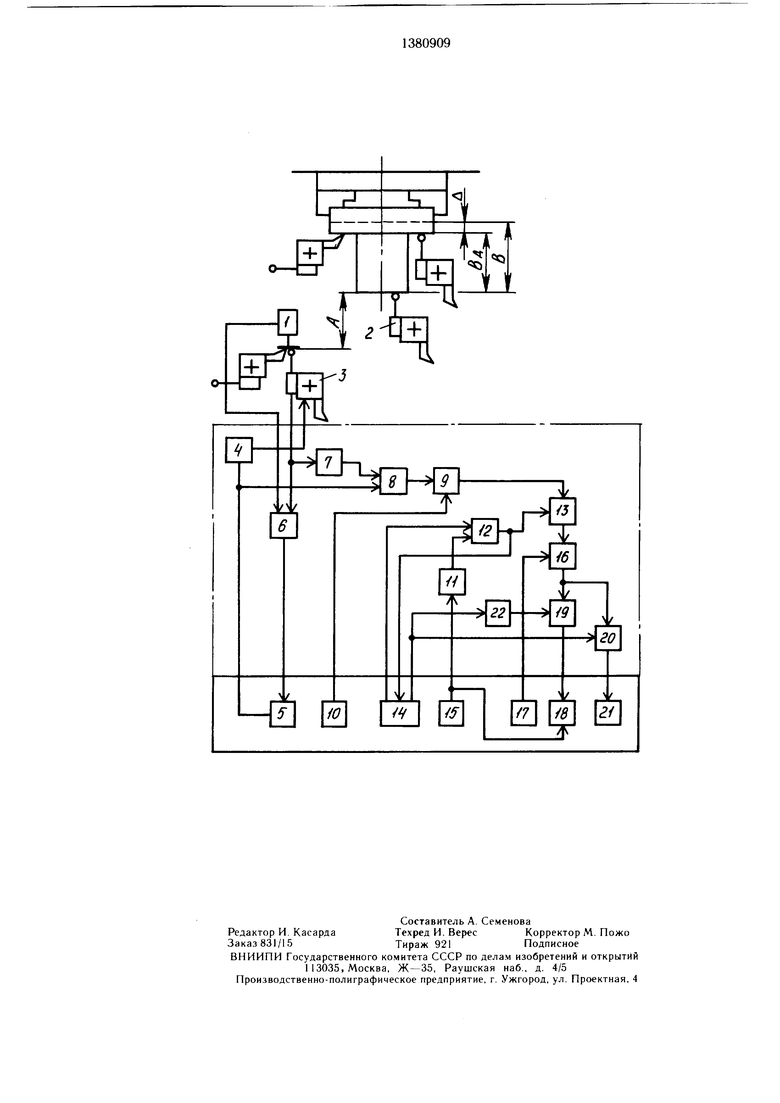
На чертеже изображено устройство для размерной naci ройки металлорежущего станка с устройством ЧГ1У.
Мри нроведении настройки до начала об- работки через открытый второй коммутатор, управляемый из блока технологических команд устройства ЧПУ через логический э;1е- мент , результат суммирования величина перемешения (А + В), которое должен coBepiuaTb инструмент по программе для получения заданного размера, заносится в ре -истр 1аГ)Очей памяти устройства ЧПУ- 11|)и проведении настройки после окончания обрабогки через открытый третий комму атор, управляемый непосредственно из б„|пка тсхноло ических команд устройства ЧПУ, ptvu. ibiai суммирования разность (Л BI В) между действительным размером, измеренным в процессе перемещения пзме|)п гельной головки от базовой до обработанной юве хности, и заданным 1азме|)()мзаносится в блок коррекции
усгройсгва ЧПУ Внесение коррекции по результатам И ме|1епия действительно} о )аз мира 1бес11ечиваег повышение точности размерной )йкп
Устройсгво д.чя ра.(.мерной насг |ойки содержит измерии льнун) оловку 1, установ- ,1енпук) неподви. Кнс. в рабочей зоне станка, и BTopvio п.зме)и i ел biiyH-j го.ювку 2, установленную н |)|. 31и де|)ж;г1е. le . 5, перемещаемом при помощи iipiun.i. ui 4. управляемого блоком 6 управ.1С11ия ||)иводом подачи устройства ЧП. Выходы головок нодк.почены через логический элемент ИЛИ 6 к входу блока Г), прерывающего подачу при ноявле- нни на его в.(Jдe сигна,. 1а «1. В|)Ьход вто- )ой головки подключен также к счетному входу первого григгера 7, а единичный выход Koropoio 11одк.1К)чен к вход логиче- cKOi o :1лемен1а 11 8. К второму входу нос- ,педнего подк.иочен выход б,тока 5, выход кот(фого подк.лючеп к информационному входу реве)спвпо| о счетчика 9.
К ун)авляюшему входу счетчика 9 подключен выход блока 10 управления направлением нере.мешения устройства ЧПУ. Элемент 11 временной задержки связан с входом В10)ого трип ера 12. Выход счетчика 9 соединен с инфо)ма и1онным входо.м первого коммутатора 13, управляющий вход которого соединен с выходом второго триггера 12. К входам триггера 12 подключены выход б. кжа 14 технологических команд устройства ЧПУ и через элемент 11 временной .(адержки выход форми)овате- ля 15 cHrna. ia. «Конец отработки кадра устройства ЧП,
5
5
0 0
0
0
0
5
5
Выход триггера 12 соединен с контрольным входом блока 14. Выход коммутатора
13 соединен с входом сумматора 16, к второму входу которого подключен выход регистра 17 буферной памяти устройства ЧПУ, Выход сумматора 16 соединен с входом регистра 18 рабочей памяти устройства ЧПУ через дополнительно введенный второй коммутатор 19, а через третий коммутатор 20 - с входом блока 21 коррекции устройства ЧЛУ.
Выход блока 14 подключен через логический элемент НЕ 22 к управляющему входу коммутатора 19 и непосредственно к управляющему входу коммутатора 20, К управляющему входу регистра 18 рабочей памяти подключен выход блока 15.
Устройство работает следующим образом,
В процессе измерения действительного размера после окончания обработки головка 2, установленная в рабочую позицию резцедержателя 3, перемещается до взаимодействия сначала с базовой, а затем с обработанной поверхнос ью. При этом измеряется и передается на вход сумматора 16 значение действительного размера Вд,отличающегося от заданного размера В на величину дейст- вител1 ного отклонения: .
В сумматоре 16 производится сложение Вд с величиной (-В), поступающей на вто рой вход сумматора 16 из регистра 17 буферной памяти устройства ЧПУ. При поступлении технологической команды «Внесение коррекции из блока 14 коммутатор 19 через логический элемент НЕ 22 закрывается по управляющему входу, тем самым запрещается передача информации с выхода сумматора 16 в рег истр 18 рабочей памяти. Г)дновременно с этим ко.ммутатор 20, открываясь по управляющему входу указанной командой, пропускает в блок 21 коррекции с выхода сумматора 16 значение действительного отклонения -В, полученное в результате параллельного суммирования.
Записанное в блок 21 коррекции значение Д автоматически учитывается 1ри обработке той же поверхности в следующей о 1ерации, либо при повторной обработке этой поверхности в данной операции.
Формула изобретения Устройство для размерной настройки металлорежущего станка с устройством ЧПУ по авт. св. № 1303372, отличающееся тем, что, с целью повышения точности, в устройство дополнительно введены второй и третий коммутаторы и логический элемент НЕ, при этом выход сумматора связан через второй коммутатор с входом регистра рабочей памяти устройства ЧПУ и через третий коммутатор - с входом введенного в устройство ЧПУ блока коррекции, а выход блока технологических команд устройства ЧПУ связан через логический элемент НЕ с управляющим входом второго коммутатора и непосредственно - с управляющим входом третьего коммутатора.
| Устройство для размерной настройки металлорежущего станка с устройством числового программного управления (чпу) | 1983 |
|
SU1303372A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
