х
САЭ 00 О CD 00 00
-V
N, ..
7
/ V 5 
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионно-выдувная машина для изготовления полых изделий из полимерного материала | 1988 |
|
SU1682198A1 |
| Форма для изготовления изделий из пластмасс раздувом | 1989 |
|
SU1775307A1 |
| ЭКСТРУЗИОННО-РАЗДУВНАЯ ФОРМОВОЧНАЯ МАШИНА | 2001 |
|
RU2186683C1 |
| Форма для раздува трубчатыхзАгОТОВОК | 1978 |
|
SU823151A2 |
| Пресс-форма для литья полимерных изделий с криволинейным отверстием | 1983 |
|
SU1154097A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ НА МАШИНАХ С ГОРИЗОНТАЛЬНОЙ КАМЕРОЙ ПРЕССОВАНИЯ | 1991 |
|
RU2030247C1 |
| Литьевая форма для полимерных изделий с арматурой | 1981 |
|
SU1004131A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1987 |
|
SU1430286A1 |
| Роторный экструзионно-раздувной агрегат | 1990 |
|
SU1781068A1 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1984 |
|
SU1242393A1 |
Изобретение относится к области переработки полимерных изделий и может быть использовано при изготовлении полимерных изделий методом экструзии с раздувом. Цель - повышение надежности работы устройства и расширение ассортимента изделий. Для этого в контакте с толкателями 4 установлена с возможностью перемещения плита 6, подпружиненная относительно неподвижной плиты 3, причем сила пружин предварительной деформации в 2-5 раз больше силы пружин на толкателях. 3 ил. s (Л
cpLte.l
Изобретение относится к переработке полимерных материалов и может быть использовано при изготовлении польгх полимерных изделий методом экструзии с раздувом, в частности, пресс-форм с отделением облоя от изделия.
Целью изобретения является повышение надежности работы устройства и расширение ассортимента изготавли- ваеьП)1х изделий,
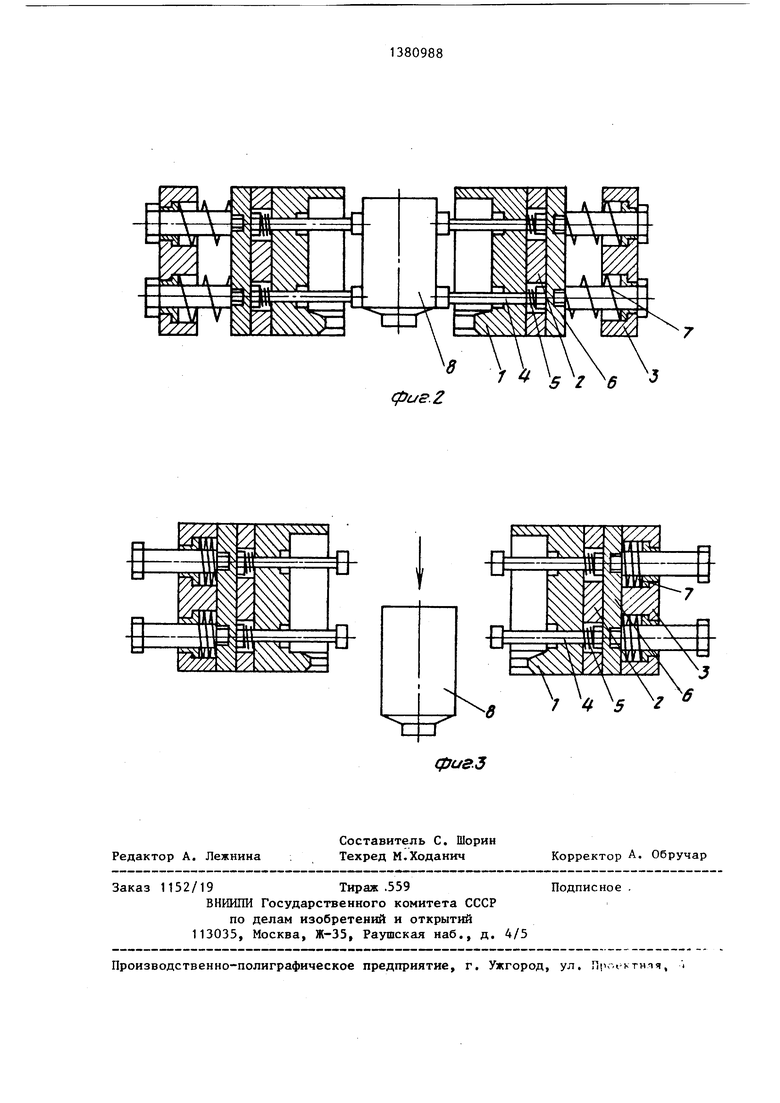
На фиг. 1 изображено исходное положение выталкивателей при сомкнутой пресс-форме; на фиг. 2 - положение толкателей при контакте подвижной и промежуточной плит; на фиг. 3 - положение толкателей при полностью раскрытой пресс-форме.
Устройство состоит из полуформы 1 и подвижной 2 и неподвизкной 3 плит в которых установлены толкатели 4 с прлткинами 5. Между неподвижной и подв1сж1 ой плитами установлена промежуточная плита 6, подпружиненная относительно неподвижной плиты пру- жиной 7. Толкатели удерживают изделие 8.
Устройство работает следующим образом.
В момент раскрытия пресс-формы толкатели 4 упираются в промежуточ- }}ую плиту 6 и контактируют с полученным изделием 8. При перемещении под- В1-ШНОЙ плиты 2 с полуформой 1 по направляющим станины (не показаны) пру жины 5 на толкателях 4 деформируются промежуточная плита 6 под действием силы предварительно нагруженных пружин 7, которыми она подпружинена относительно неподв1Бкной илиты 3, удерживает толкатели 4 от перемещения их имеете с полу(1юрмой 1 . В это время при помощи толкателей 4 гарантированно происходит извлечение изделия 8 из полуформ 1 и удержание этого изделия в перво 1ачальном положении относительно плоскости разъема пресс- формы.
При достижении подвижной плитой 2 положения промежуточной плиты 6 по- следняя проходит в движение под, действием ус1шия размыкания пресс-формы и вся система, включающая толкатели 4, подвижную плиту 2, полуформу 1 и промежу Г11чную плиту 6, начинает перемещаться относительно неподвижной плиты 3, к которой подпружинена промежуточная плита 6. При этом толкатели 4 отходят от изделия 8 оно свободно падает в приемный лоток или на транспортер (не показаны).
Сила предварительно деформированных пружин на промежуточной плите должна по меньшей мере в 2 раза превышать силу максимально деформированных пружин на толкателях. Такое соотношение силы пружин гарантирует сохранение неподвижности промежуточной плиты до момента ее контакта с подвижной плитой (при испытаниях устройства в этих условиях наблюдали 100%-ное срабатывание), обеспечивает преодоление силы трения в толкателях .и компенсирует усталостные деформаци пружин на промежуточной плите. В том случае, если сила пружин на промежуточной плите более, чем в 5 раз превышает силу пружин на толкателях, происходит увеличение нагрузки на движущиеся элементы и элементы крепления, в результате требуется усиление отдельных узлов, повышается изнашиваемость деталей, что снижает надежность работы устройства, а такж повьпцает его материалоемкость и габариты.
Формула изобрете,ния
Устройство для извлечения полимерных изделий из выдувных пресс-форм с отделением облоя, содержащее с каждой cTopoHi) от плоскости разъема формы толкатели, пропущенные через полуформы, и плиту для ее крепления, подпружиненные относительно последней, а также неподвижную плиту, установленную с зазором к торцам толкателей, отличающееся тем, что, с целью повышения надежности работы устройства и расширения ассортимента изготавливаемых изделий, в контакте с толкателями установлена с возможностью перемещения плита, подпружиненная относительно неподвижной плиты, причем сила этих пружин при предварительной деформации.в 2- 5 раз больше силы максимально деформированных пружин на толкателях.
фиг. г
6 г 6
г
фиаЗ
| Басов Н.И | |||
| и др | |||
| Оборудование для производства объемных изделий из термопластов, М.: Машиностроение, 1972, с | |||
| Способ приготовления кирпичей для футеровки печей, служащих для получения сернистого натрия из серно-натриевой соли | 1921 |
|
SU154A1 |
