3
3150
Изобретение относится к обработке метгшлов давлением и может быть использовано при изготовлении кольцевы детгшей типа фланцев из прутковой заготовки методом торцовой раскатки.
Целью изобретения является расширение технологических возможностей процесса изготовления кольцевых дета лей раскаткой за счет расширения номенклатуры получаемых изделий и марок обрабатываемых материалов.
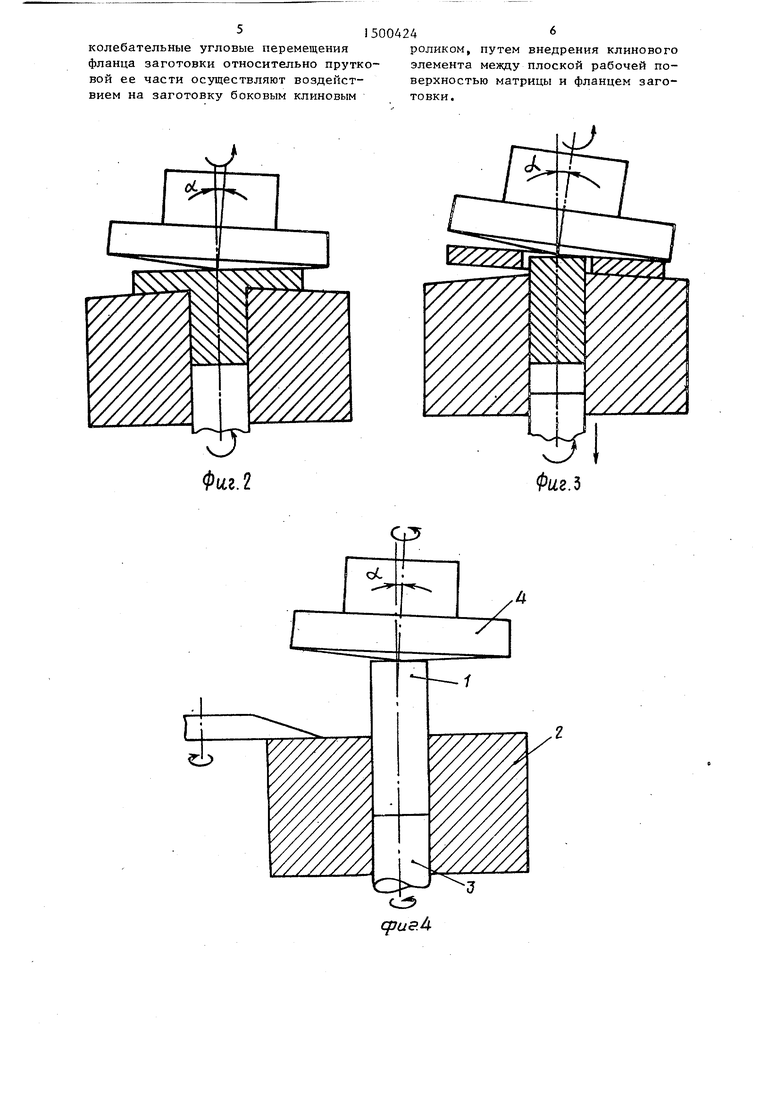
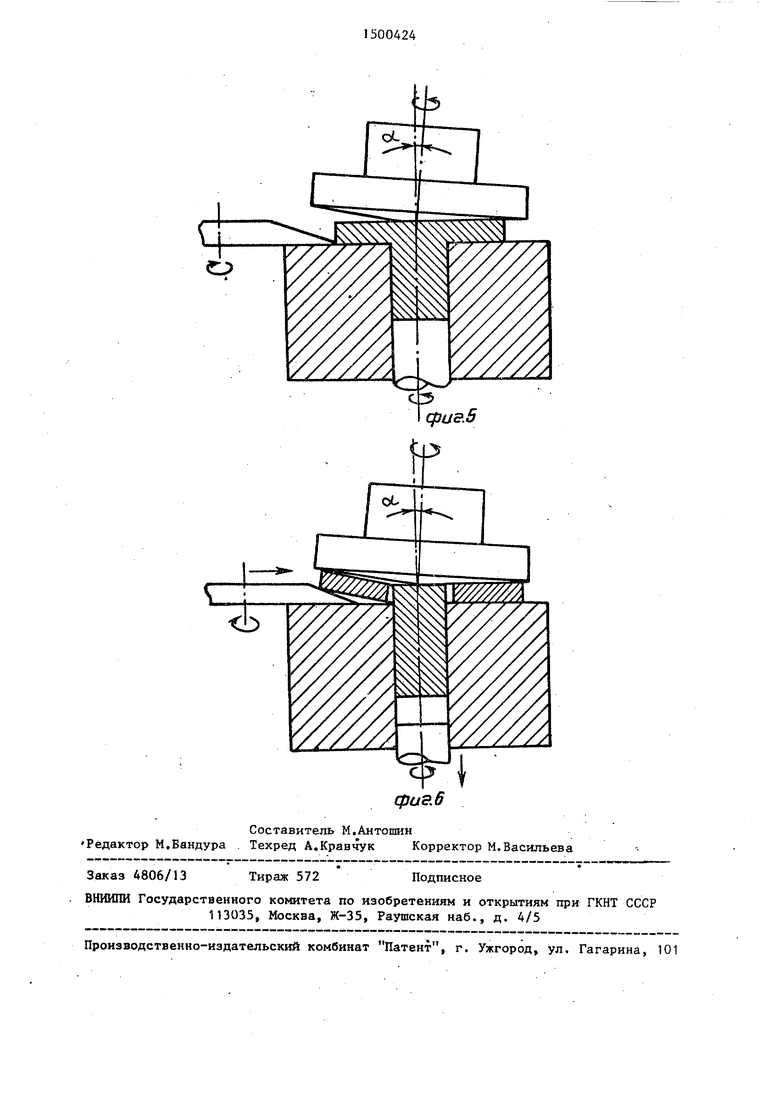
На фиг.1 представлена схема процесса раскатки между конической матрицей и коническим валком, началь ная стадия; на фиг,2 - раскатка фланцевой части по схеме на фиг.1; на фиг.З - отделение фланцевой части от прутковой по схеме на фиг.1; на фиг.4 - схема осуп1ествления способа с использованием бокового ролика, начальная стадия; на фиг.З - раскатка фланцевой части по схеме на фиг.4; на фиг.6 - отделение фланцевой части от прутковой по схеме на
фиг.4.
Способ осуществляют следующим образом.
Групповую прутковую заготовку устанавливают в матрицу 2 и фиксируют в осевом направлении выталкивателем 3, Раскатку осуществляют валком 4, установленным под углом о к оси матрицы 2, ив процессе раскатки производят их сближение и совместное вращение. Отделение раскатанной фланцевой части осуществляют в конце раскатки снятием осевой фиксации с прутковой заготовки 1 с одновременным осуществлением периодического колебательного углового перемещения раскатанной части , фланца заготовки относительно прутковой в плоскостях, проходящих через продольную ось заго товки). В одном случае сложное ко- лебательное движение раскатанной части изделия относительно прутковой создают путем увеличения угла наклона валка, при этом раскатку ведут в матрице с конусной рабочей поверхностью, вершина которой обращена к
валку, в другом - воздействуют на заготовку боковым клиновым элементом, например, роликом, внедряя его между плоской рабочей поверхностью матри- . цы и фланцевой частью заготовки.
П р и м е р. Проводили изготовление детали прокладка из латуны марки ЛбЗ на торцераскатной приставке
0
5
24
Q
5
-4 -
АВА67НС к прессу усилием 160 тс. Прутковую заготовку диаметром 40 мм устанавливали в матрицу и фиксировали в осевом направлении.
Раскатку осуществляли между конической матрицей и валком, установленным под углом 2° к оси матрицы. Отделение раскатанной части от прутковой осуществляли снятием осевой фиксации с прутка с одновременным наклоном пуансона на угол 4 к оси матрицы. Параметры процесса раскатки: рабочее усилие 80 тс, скорость вращения 15 С , величина подачи 0,2 мм/об, выдержка под давлением 5-7 с. После раскатки точность изделий по толщине составляла i-1,5%.
Способ обеспечивает гарантированное отделение раскатанной части от прутковой, что позволяет расширить номенклатуру изделий за счет получения колец из пластичных материалов и сплавов, таких как медь, латунь, алюминий, нержавеющие стали и др. Способ позволяет кольца различной толщины.
5 0
0
0
Ф
ормула изобретения
1.Способ изготовления кольцевых деталей раскаткой, при котором длинномерную прутковую заготовку устанавливают в кольцевой матрице, жестко фиксируют в осевом направлении, раскатывают цутем сближения вращающихся матрицы и валка, наклоненного к оси заготовки, до получения фланца, а в конце раскатки с прутка снимают осевую фиксацию, отличающийс я тем, что , с целью расширения технологических возможностей, одновременно со снятием осевой фиксации с прутковой части заготовки, фланцу заготовки сообщают периодические колебательные угловые перемещения относительно прутковой части в плоскостях, проходящих через продольную ось заготовки.
2.Способ по П.1, о тличаю- щ и и с я тем, что периодические колебательные угловые перемещения фланца заготовки относительно прутковой ее части осуществляют путем увеличения угла наклона валка, при этом, раска тку ведут в матрице с конусной рабочей поверхностью, вершина которой обращена к валку.
3.Способ по ПоЗц о тли ч а ю - щ и и с я тем, что периодические
te.2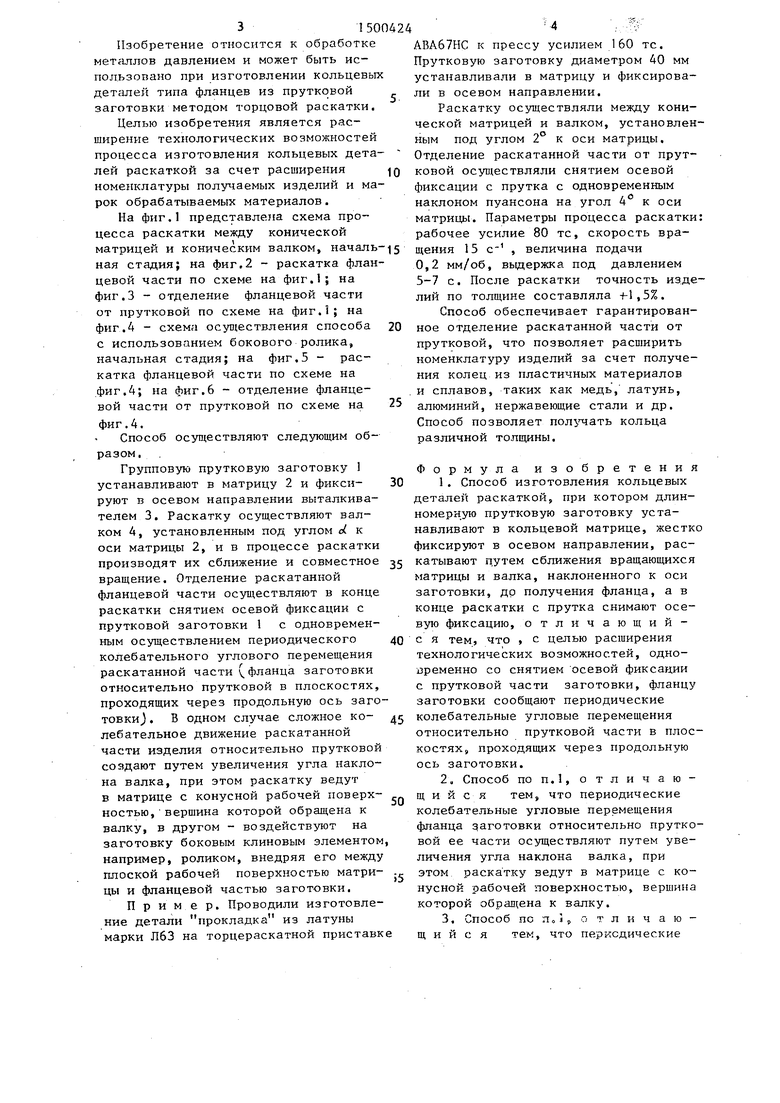
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления деталей раскаткой | 1988 |
|
SU1532165A1 |
| Способ получения осесимметричных деталей | 1986 |
|
SU1488087A1 |
| Инструмент для раскатки трубчатых заготовок | 1986 |
|
SU1346301A1 |
| Способ изготовления кольцевых деталей | 1990 |
|
SU1750807A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНОЙ ДЕТАЛИ ТИПА ДИСКА | 2017 |
|
RU2648429C1 |
| Способ изготовления кольцевых деталей | 1988 |
|
SU1697953A1 |
| Устройство для раскатки осесимметричных изделий | 1984 |
|
SU1222376A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВ | 1991 |
|
RU2018398C1 |
| СПОСОБ РАСКАТКИ ФЛАНЦЕВ ТРУБЧАТЫХ ЗАГОТОВОК | 2012 |
|
RU2499648C1 |
| Устройство для раскатки осесимметричных изделий | 1986 |
|
SU1430158A1 |
Изобретение относится к обработке металлов давлением , в частности, к торцовой раскатке. Цель изобретения - расширение технологических возможностей. Прутковую заготовку 1 установливают в матрицу /М/ 2 и фиксируют в осевом направлении выталкивателем 3. Раскатку осуществляют валком 4 при его совместном вращении с М 2. В конце раскатки снимают осевую фиксацию и одновременно раскатанным частям фланца придают периодические колебательные угловые перемещения относительно прутковой части заготовки в плоскостях, проходящих через ее продольную ось, до отделения готовой детали. Колебательные перемещения осуществляют изменением угла наклона валка 4 к оси конической М 2 или с помощью отгиба ее боковым роликом со стороны плоской рабочей поверхности М 2. Изобретение обеспечивает получение колец различной толщины из различных материалов, в том числе и пластичных. 2 з.п.ф-лы, 6 ил.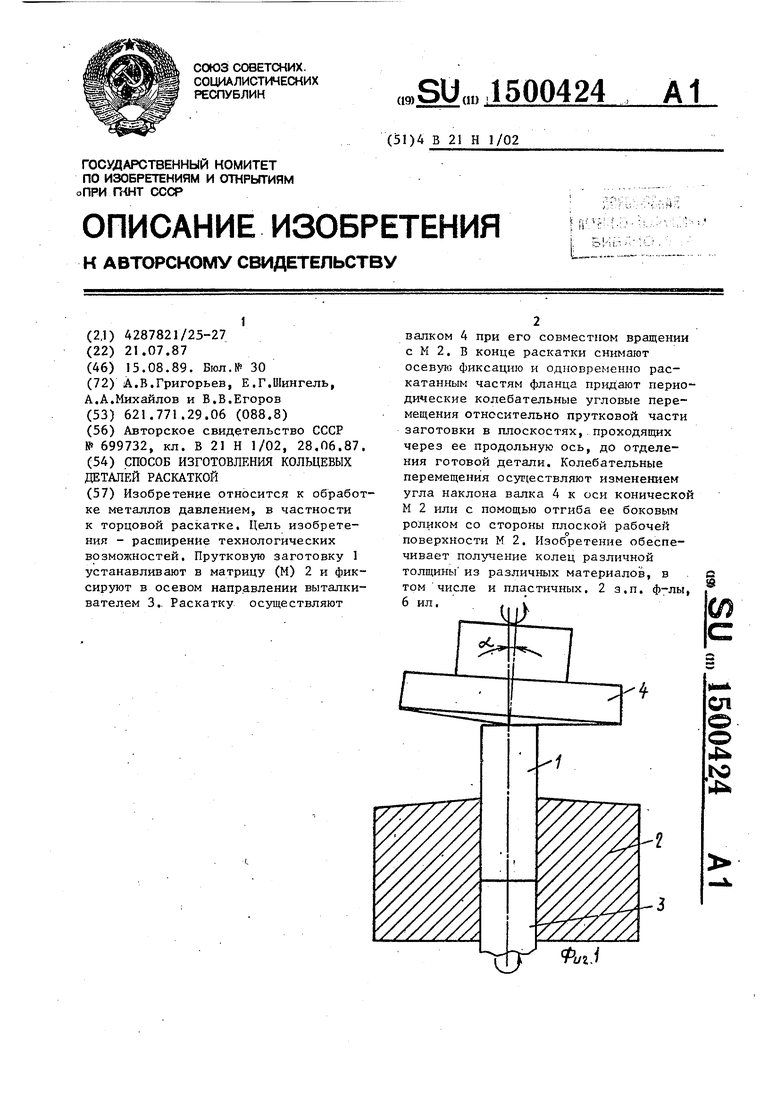
4
Составитель М.Антошин Редактор М.Бандура . Техред А.Кравчук Корректор М.Васильева
Заказ 4806/13
Тираж 572
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
Подписное
| Способ изготовления кольцевых деталей раскаткой | 1977 |
|
SU699732A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
