оо
00
со to
ел
Изобретение относится к машиностроению и может быть использовано, например, в опорах шпинделей станков, роторов электродвигателей и т. д.
Цель изобретения - снижение трудозатрат путем исключения операций нагревания и охлаждения колец за счет обеспечения деформации роликов с помош,ью дополнительных устройств.
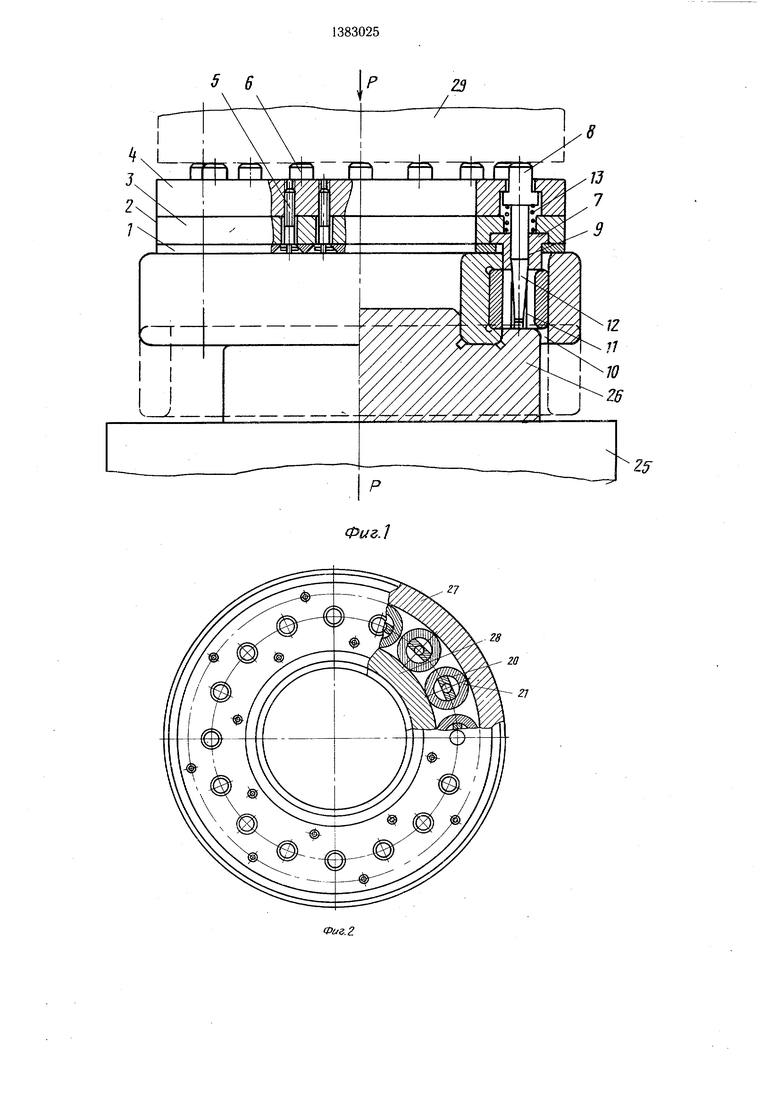
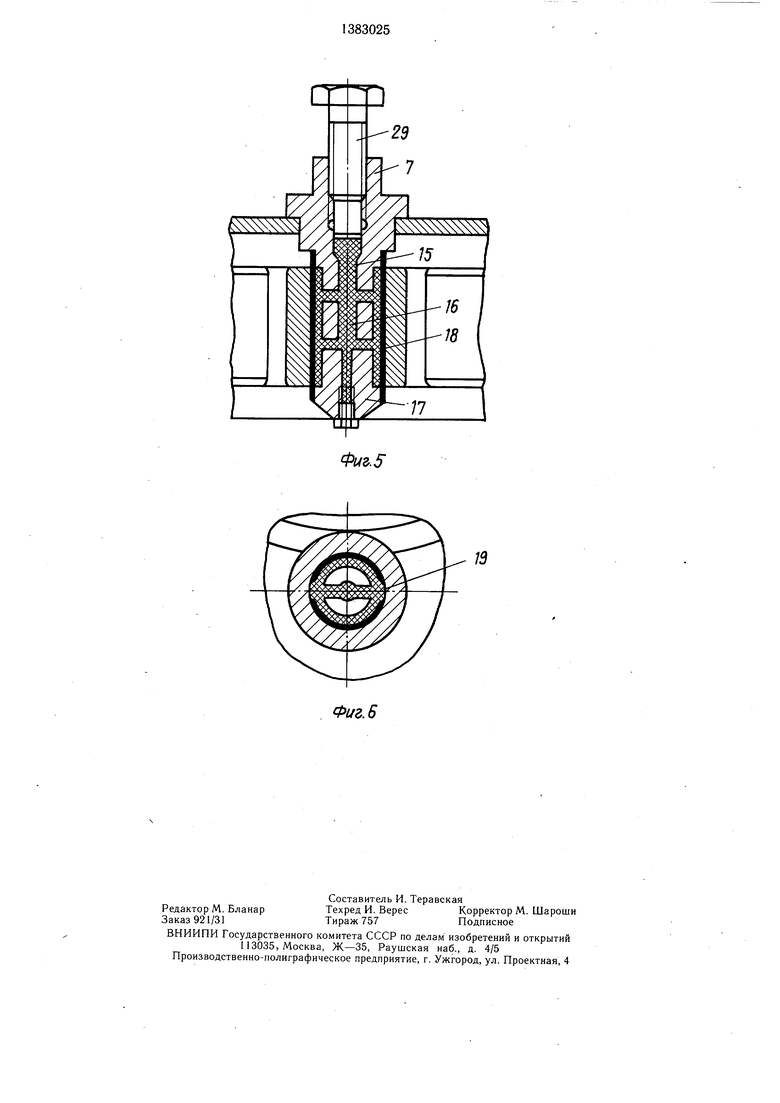
На фиг. 1 показано устройство, разрез; на фиг. 2 - то же, вид сверху; на фиг. 3 - средство для деформации роликов; на фиг. 4 - разрезы А-А и Б-Б на фиг. 3; на фиг. 5 - средство для деформации роликов, вариант; на фиг. 6 - то же, вид сверху.
Устройство для осуществления предлагаемого способа содержит планшайбу 1, со- стояшую из трех шайб 2-4, стянутых в пакет винтами 5, и средств 6 для деформации роликов в количестве, равным числу роликов, которые содержат корпус 7 и плунжер 8. Корпус 7 имеет центральное отверстие 9 с конической частью 10 и разрезную хвостовую часть 11. Плунжер 8 имеет коническую головку 12 с той же конусностью, что и отверстие 10.
Плунжер 8 может быть подпружиненным относительно корпуса 7 с помош,ью пружины 13. Плунжер 8 и корпус 7 могут взаимодействовать через резьбовое соединение 14.
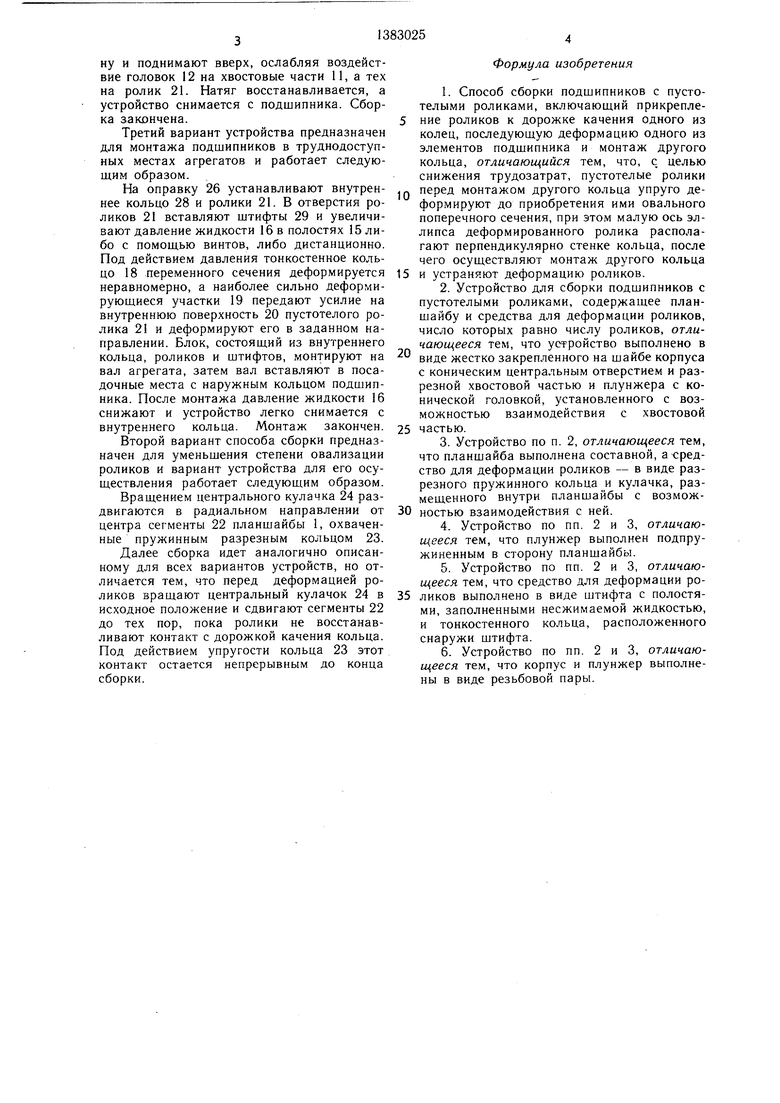
Указанное средство может содержать корпус 7, в котором сделаны полости 15 для наполнения их несжимаемой жидкостью 16 под давлением. Хвостовая часть 17 корпуса 7 может быть охвачена тонкостенным кольцом 18 переменного сечения для неравномерной радиальной деформации при повышении давления жидкости. Наиболее сильно деформирующиеся части 19 кольца 18 передают усилие на внутреннюю поверхность 20 пустотелого ролика 21 и деформируют его в заданном направлении.
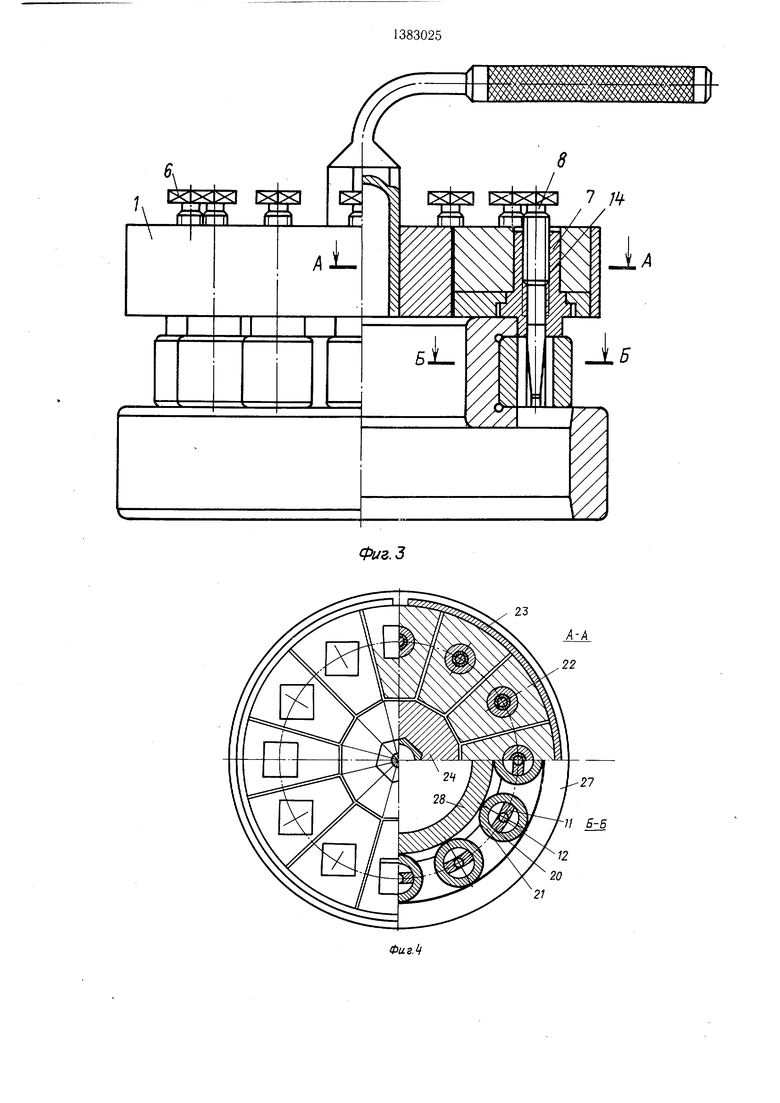
Для сохранения непрерывного контакта между роликами и кольцом в процессе деформирования устройство может содержать планшайбу 1, состоящую из отдельных сегментов 22, охваченных пружинным разрезным кольцом 23 и раздвигаемых в радиальном направлении с помощью, например, вращения центрального кулачка 24.
Способ сборки подшипников заключается в деформировании полых роликов в окружном направлении, при этом ролик деформируется, как короткая оболочка, и принимает в осевом сечении форму эллипса, у которого малая ось примерно настолько короче первоначального диаметра, несколько больщая ось его длинней. Овализация полых роликов обуславливает уменьщение размера, охватывающего ролики, и способствует устранению натяга - т. е. разницы размеров: диаметра дорожки качения кольца и охватывающего ролики. Если оси роликов при деформировании неподвижны, то при этом происходит отрыв роликов от дорожки
качения первого кольца, а необходимая величина деформации ролика на диаметр равна, как минимум, величине натяга.
Уменьшить величину необходимой степени овализации роликов можно при сохранении непрерывного контакта роликов с первым кольцом. В этом случае необходимая величина деформации ролика на диаметр равна, примерно, половине натяга.
„ Устройство для осуществления способа сборки подшипников с преднатягом по пустотелым роликам работает следующим образом.
На плиту 25 пресса устанавливают оправку 26 и наружное кольцо 27 подщипни5 ка. На оправку устанавливают внутреннее кольцо 28 подшипника и ролики 21. На внутреннее кольцо 28 устанавливают средство 6 для деформации роликов. Верхней подушкой пресса воздействуют на плунжеры 8, которые воздействуют с помощью своих го0 ловок 12 на хвостовые части корпусов 7. Хвостовые части 11 деформируются в окружном направлении и деформируют ролики 21 со стороны их внутренней поверхности 20, при этом устраняется натяг и наружное коль5 цо 27 свободно монтируется на ролики 21. Подушку пресса поднимают вверх. Плунжеры 8 под действием пружин 13 также поднимаются вверх в первоначальное положение. Хвостовые части 11 корпусов 7 под действием упругих сил принимают свое поло0 жение, а ролики 21 теряют овальную форму и становятся круглыми. Натяг в собранном подшипнике восстанавливается, а устройство легко снимается с подшипника, который снимается с оправки. Процесс сборки закончен. Поскольку допуск на отверстие пустоте5 лого ролика обычно довольно большой и деформации роликов при одинаковом ходе плунжеров могут отличаться, а иногда оказываются недостаточными, что снижает надежность сборки, то второй вариант устройства предусматривает взаимодействие плунжера 8 с корпусом 7 через резьбовое соединение 14. При условии одинаковости величин деформации роликов 21 ход плунжера 8 относительно корпуса 7 различен для каждого ролика.
5 Устройство работает следуюшим образом. На оправку 26 устанавливают внутреннее кольцо 28 и ролики 21. На внутреннее кольцо 28 устанавливают устройство, плунжеры 8 которого входят в отверстия роликов 21. Вращая плунжеры 8, перемещают
0 их относительно корпусов 7 посредством резьбового соединения 14. Плунжеры 8 своими головками 12 воздействуют на хвостовые части 11 корпусом 7. Хвостовые части 11 деформируются в окружном направлении и деформируют ролики 21 со стороны
5 их внутренней поверхности 20, при этом устраняется натяг и наружное кольцо 27 свободно монтируется на ролики 21. Затем плунжеры 8 вращают в противоположную сторо0
ну и поднимают вверх, ослабляя воздействие головок 12 на хвостовые части 11, а тех на ролик 21. Натяг восстанавливается, а устройство снимается с подшипника. Сборка закончена.
Третий вариант устройства предназначен для монтажа подшипников в труднодоступных местах агрегатов и работает следующим образом.
На оправку 26 устанавливают внутреннее кольцо 28 и ролики 21. В отверстия роликов 21 вставляют штифты 29 и увеличивают давление жидкости 16 в полостях 15 либо с помошью винтов, либо дистанционно. Под действием давления тонкостенное кольцо 18 переменного сечения деформируется неравномерно, а наиболее сильно деформирующиеся участки 19 передают усилие на внутреннюю поверхность 20 пустотелого ролика 2 и деформируют его в заданном направлении. Блок, состоящий из внутреннего кольца, роликов и щтифтов, монтируют на вал агрегата, затем вал вставляют в посадочные места с наружным кольцом подшипника. После монтажа давление жидкости 16 снижают и устройство легко снимается с внутреннего кольца. Монтаж закончен.
Второй вариант способа сборки предназначен для уменьшения степени овализации роликов и вариант устройства для его осуществления работает следующим образом.
Вращением центрального кулачка 24 раздвигаются в радиальном направлении от центра сегменты 22 планшайбы 1, охваченные пружинным разрезным кольцом 23.
Далее сборка идет аналогично описанному для всех вариантов устройств, но отличается тем, что перед деформацией роликов вращают центральный кулачок 24 в исходное положение и сдвигают сегменты 22 до тех пор, пока ролики не восстанавливают контакт с дорожкой качения кольца. Под действием упругости кольца 23 этот контакт остается непрерывным до конца сборки.
Формула изобретения
1.Способ сборки подшипников с пустотелыми роликами, включающий прикрепление роликов к дорожке качения одного из колец, последующую деформацию одного из элементов подшипника и монтаж другого кольца, отличающийся тем, что, q целью снижения трудозатрат, пустотелые ролики
Q перед монтажом другого кольца упруго деформируют до приобретения ими овального поперечного сечения, при этом малую ось эллипса деформированного ролика располагают перпендикулярно стенке кольца, после чего осуществляют монтаж другого кольца
5 и устраняют деформацию роликов.
2.Устройство для сборки подшипников с пустотелыми роликами, содержащее планшайбу и средства для деформации роликов, число которых равно числу роликов, отли- чающееся тем, что устройство выполнено в виде жестко закрепленного на шайбе корпуса с коническим центральным отверстием и разрезной хвостовой частью и плунжера с конической головкой, установленного с возможностью взаимодействия с хвостовой
5 частью.
3.Устройство по п. 2, отличающееся тем, что планшайба выполнена составной, а-средство для деформации роликов - в виде разрезного пружинного кольца и кулачка, размещенного внутри планшайбы с возмож0 ностью взаимодействия с ней.
4.Устройство по пп. 2 и 3, отличающееся тем, что плунжер выполнен подпружиненным в сторону планшайбы.
5.Устройство по пп. 2 и 3, отличающееся тем, что средство для деформации ро5 ликов выполнено в виде штифта с полостями, заполненными несжимаемой жидкостью, и тонкостенного кольца, расположенного снаружи штифта.
6.Устройство по пп. 2 и 3, отличающееся тем, что корпус и плунжер выполнены в виде резьбовой пары.
Г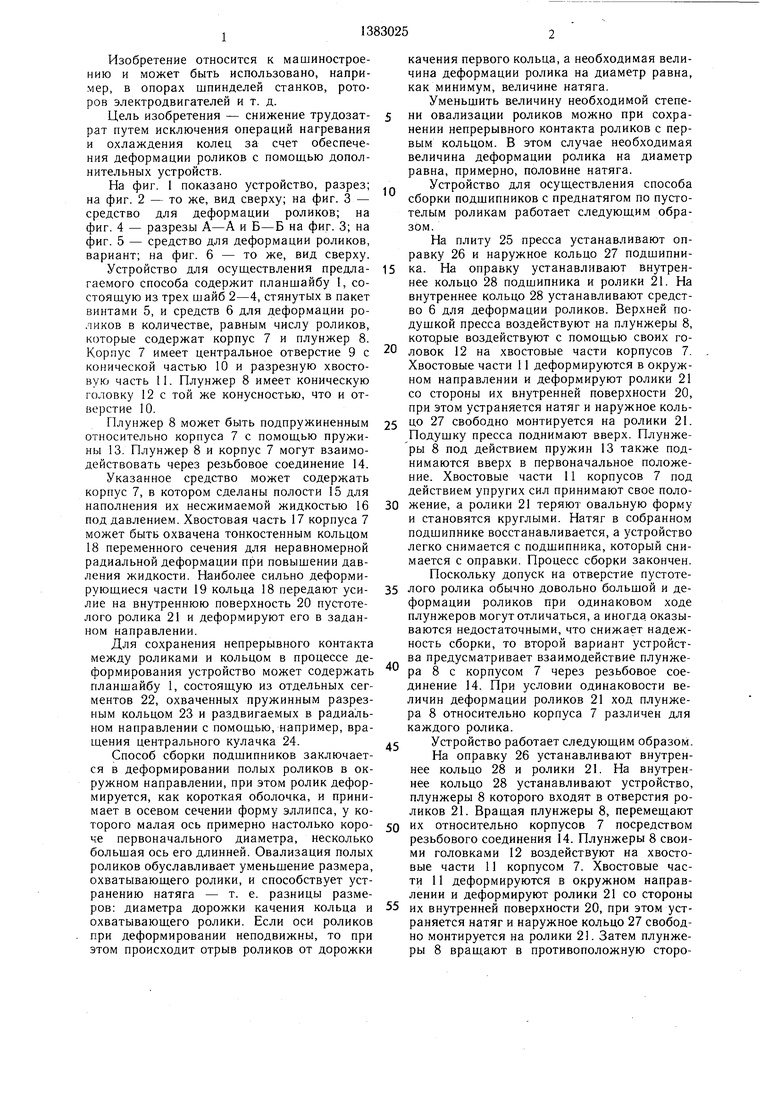
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБОВОЛОЧИЛЬНЫЙ СТАН | 1967 |
|
SU201308A1 |
| ПОДШИПНИКОВАЯ ОПОРА С ДЕФОРМИРУЕМЫМИ ЭЛЕМЕНТАМИ | 1997 |
|
RU2130135C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ МНОГОГРАННЫХ ТРУБ | 2011 |
|
RU2473410C2 |
| ГОРИЗОНТАЛЬНО-РАСТОЧНЫЙ СТАНОК | 1972 |
|
SU426759A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 1989 |
|
RU2038927C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ/РАЗБОРКИ ВОЛНОВОЙ ГЕРМЕТИЧНОЙ ПЕРЕДАЧИ И УСТРОЙСТВО ДЛЯ ИХ ОСУЩЕСТВЛЕНИЯ АБРАМОВА В.А. | 2013 |
|
RU2566584C2 |
| Устройство для обжима полых деталей | 1982 |
|
SU1044389A1 |
| Расточное приспособление | 1987 |
|
SU1433647A1 |
| Оправка разжимная для исправления деформации отверстия прецизионных тонкостенных длинномерных труб в процессе наружной обработки | 2019 |
|
RU2759818C2 |
| Регулируемая раскатка | 1981 |
|
SU956255A2 |
Изобретение относится к области машиностроения и может быть использовано в опорах шпинделей станков и роторов электродвигателей. Цель изобретения - снижение трудозатрат путем исключения операций нагревания и охлаждения за счет обеспечения деформации роликов с помошью дополнительных средств. Способ состоит в деформировании пустотелых роликов перед монтажом одного из колец до приобретения ими овального поперечного сечения. Устройство состоит из планшайбы и средства для деформации роликов, которое может быть выполнено из корпуса с коническим центральным отверстием и плунжера с конической головкой, размещенного внутри корпуса и как вариант - в виде разрезного пружинного кольца и кулачка, размешенного внутри планшайбы, или в виде штифта с полостями, заполненными несжимаемой жидкостью, и тонкостенного кольца. Плунжеры своими головками входят в коническое отверстие хвостовой части корпуса и деформируют ролики, устраняют натяг, и наружное кольцо свободно монтируется на ролики. Плунжеры поднимаются вверх. Хвостовые части корпусов под действием упругих сил принимают первоначальное положение, а ролики теряют овальную форму. Натяг в собранном подшипнике восстанавливается. 2 с. и 4 з.п.ф-лы, 6 ил. I (Л
г
28
Фиг.З
23
20
2/
Фи.д
Фиг. 6
13
| Machine Design, 1970, № Т-11, 91690, р | |||
| Приспособление для подачи воды в паровой котел | 1920 |
|
SU229A1 |
