с
00
4 оо со ел
Изобретение относится к сварке пластмасс, а именно к способам сварки ультразвуком термопластичных материалов,
Цель изобретения - повышение прочности сварного соединения и упрощение управления процессом сварки.
Сущность способа сварки заключается в сдавливании свариваемых деталей между торцами двух противоположно расположенных инструментов, нагреве материала в зоне шва до температуры сварки путем создания колебаний торцов инструментов с ультразвуковой частотой, причем на торце одного инструмента создают колебания с амплитудой 40 - 50 мкм, а на торце другого инструмента - колебания с амплитудой 20 - 25 мкм и при дости- жении температуры сварки в зоне шва прекращают колебания инструмента, колеблющегося с большей амплитудой, после охлаждения шва прекращают колебания второго инструмента.
.Данный способ позволяет в момент достижения температурного интервала вязкотекучего состояния приостановить рост температуры с обеспечением формирования сварного шва, Формиро- вание шва производится акустическим узлом с амплитудой колебаний излучателя на резонансной частоте 20 - 25 мкм. Термографирование процесса сварки показало, что пониженная температура позволяет перемешивать расплав материала, находящийся в вязко- текучем состоянии без прироста температуры. Снижение конечной температур сварки до интервала вязкотекучего состояния позволяет исключить термодеструкцию материала в зоне сварного шва, что улучшает прочность и долговечность сварного соединения.
Пример, Производилась ультразвуковая сварка образцов из полистирола размером 100x20 мм с толщиной 2 мм швом внахлестку. Сварка производилась на сварочной установке УПМ-21. В качестве первой акустической системы использовались; магнито- стрикционный преобразователь (материал пакеиа-пермендюр, резонансная частота - 18 кГц, мощность - 1,5 кВт ножевой экспоненциальный волновод с выходом 25x3 мм (материал - алюми- ниев сплав, амплитуда колебаний пр резонансной частоте и максимальной мощности - 35 мкм). В качестве второй акустической системы (на месте опоры) использовался аналогичный преобразователь, а в качестве волновода - ножевой ступенчатый волновод с выходом 30x5 мм (материал - сталь ЗОхГСА, амплитуда колебаний при резонансной частоте и максимальной мощности - 20 мкм), Для регистрации температур использовались термопары группы хромель-копель с диаметром спая 0,3 мм. Отключение первой акустической системы при достижении температурного интервала вязкотекучего состояния материала (230 С) производилось с помощью миливольтметра типа Ш4501 с йвухпозиционным регулирующим устройством магнитоэлектрической системы., который используется для измерения и двухпозиционного регулирования температуры, в комплекте с термоэлектрическим преобразователем градуировочных характеристик ПР 30/668, В качестве источников питания акустических систем использовались ультразвуковые генераторы УЗГ-5-1,6 мощностью 1,6 кВТ,
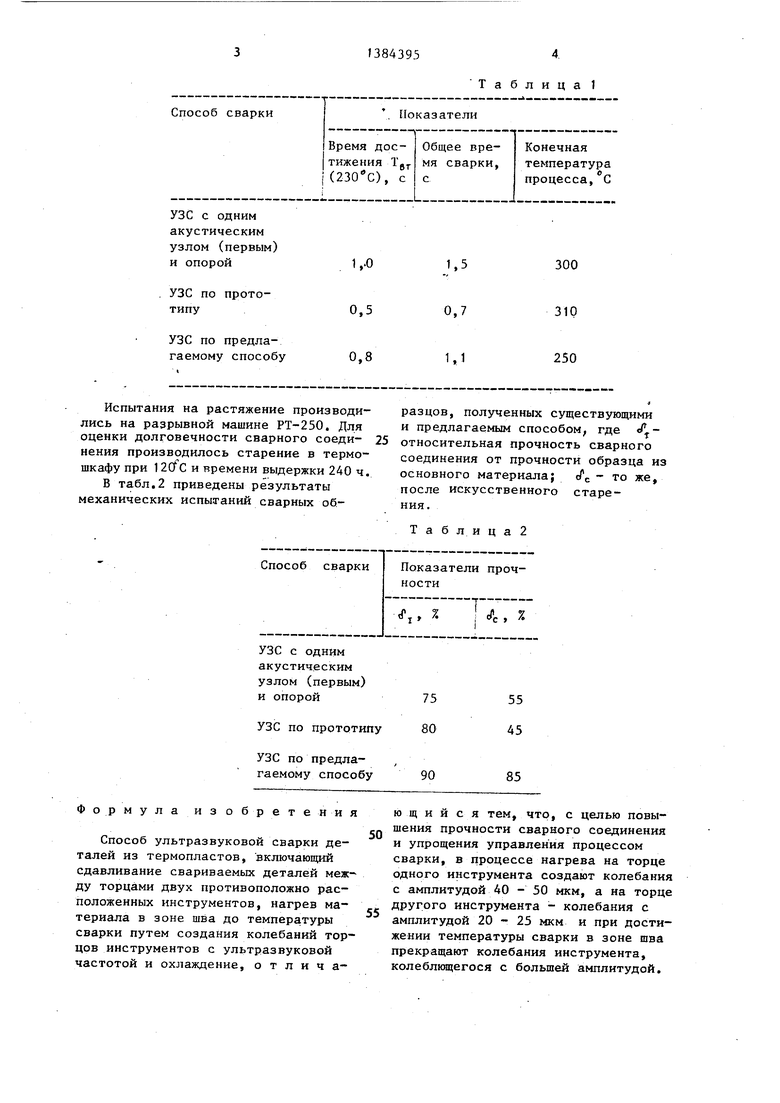
Результаты термографирования процесса сварки по существующим и предлагаемому способу приведены в табл.1 Момент отключения ультразвуковых колебаний для всех способов сварки оптимизировался по прочности (испытани на растяжение),
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ СВАРНЫХ МЕТАЛЛОКОНСТРУКЦИЙ | 2010 |
|
RU2447162C2 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ СВАРНЫХ МЕТАЛЛОКОНСТРУКЦИЙ | 2008 |
|
RU2394919C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕШЕТКИ С ЯЧЕИСТОЙ СТРУКТУРОЙ ДЛЯ УКРЕПЛЕНИЯ ГРУНТОВЫХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2322551C1 |
| Способ герметизации отверстий в корпусных деталях пленочными диафрагмами | 1988 |
|
SU1641637A1 |
| Способ производства полимерного контейнера для крови и ее компонентов | 2023 |
|
RU2816160C1 |
| Устройство для термоконтактной сварки термопластов | 1988 |
|
SU1599241A1 |
| Способ ультрозвуковой сварки полимерных пленок | 1983 |
|
SU1154104A1 |
| Инструмент для непрерывной ультразвуковой сварки термопластичных пленок | 1985 |
|
SU1315340A1 |
| Способ изготовления гемоконтейнера для лиофилизирования, хранения и регидратирования гемокомпонента | 2024 |
|
RU2822960C1 |
| Способ соединения биотканей | 1979 |
|
SU931173A1 |
Изобретение относится к области сварки термопластов ультразвуком. Цель - повьшение прочности сварного соединения и упрощение управления процессом сварки. Для этого сварку проводят с помощью двух противоположно расположенных инструментов, колеблющихся с ультразвуковой частотой, причем один из инструментов колеблется с амплитудой 40 - 50 мкм, другой - с амплитудой 20-25 мкм. При достижении температуры сварки в зоне шва прекращают колебания инструмента, колеблющегося с большей амплитудой, и после охлаждения шва прекращают колебания второго инструмента. 2 табл.
УЗ С с одним акустическим узлом (первым)
Испытания на растяжение производились на разрывной машине РТ-250. Для оценки долговечности сварного соеди- 25 нения производилось старение в термошкафу при 1 2(УС и времени выдержки 240 ч.
В табл.2 приведены результаты механических испытаний сварных обУЗС с одним
акустическим
узлом (первым)
и опорой
УЗС по прототипу
УЗС по предлагаемому способу
разцов, полученных существующими и предлагаемым способом, где - относительная прочность сварного соединения от прочности образца из основного материала; t/ c - то же, после искусственного старения.
Таблица2
55 45
85
| Золкой С.С | |||
| и др | |||
| Сварка пластмасс ультразвуком | |||
| - М.: Химия, 1974, с.19. |
