Изобретение относится к обработке металлов давлением, в частности к штамповой оснастке, устанавливаемой на прессах или автоматах.
Цель изобретения - повышение качества получаемых изделий за счет предйтвращения возможности попадания частиц срезанного избыточного материала в рабочую зону, матрицы. JQ
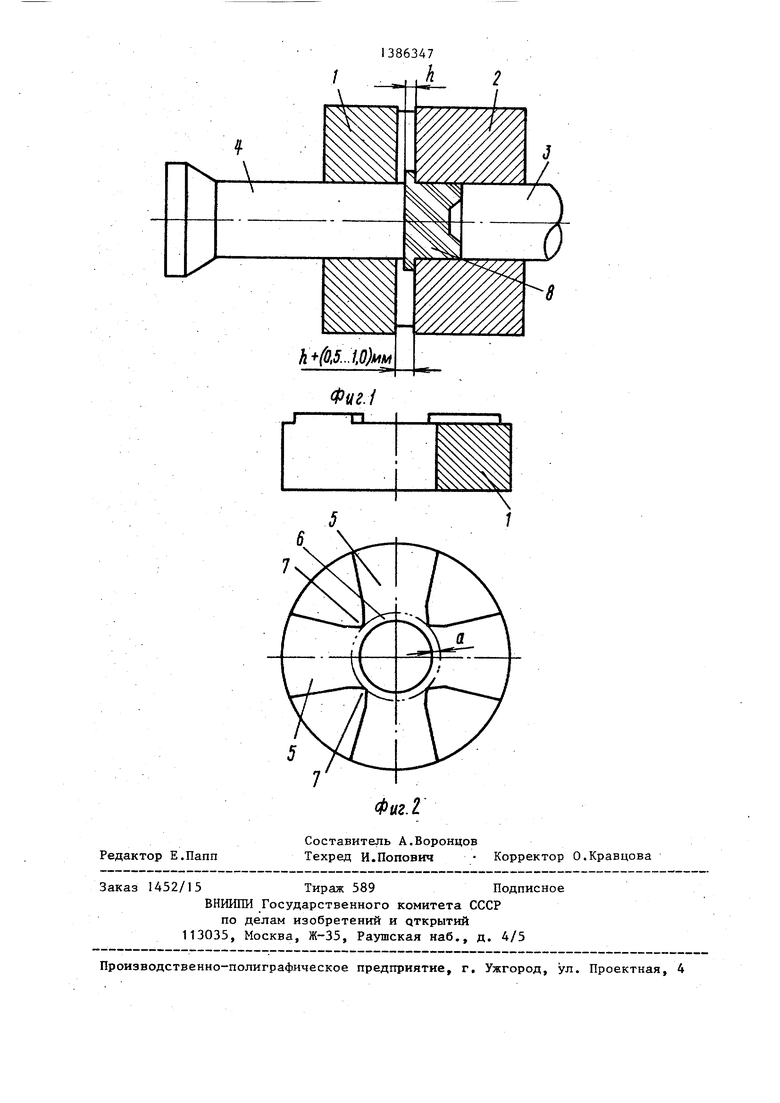
На фиг.1 показана матрица в сборе; на фиг.2 - конструкция части матриц.
Матрица содержит две составные части 1 и 2, скрепленные между собой в соосном положении. Одна часть мат- 15 риць имеет рабочую полость и обеспечивает направление деформирующего пуансона 3, другая направляет выталкиватель - обрезной пуансон 4 (фиг.4). Часть 1 матрицы имеет п пазов со сто- 20 рицы при формообразовании последую- роны контакта с частью 2, образуя ка- щих изделий.
щении пуансона 3 в крайнее заднее положение выталкиватель, (обрезной пуансон) 4 выталкивает деталь 8 из части 2 матрицы, обрезая вытесненный избыточный материал режущими кромками пуансона 4 и части 2 матрицы. Образовавшийся замкнутый-по периметру рабочей полости матрицы фланец предохраняет от попадания в нее любых частиц материала, повьш1.ая качество изделий путем предотвращения заштам- повки отходов в изделие.
При-деформировании следующей детали ее избыточный материал вытесняет обрезанный фланец предыдущей детали в каналы 5 истечения и рассекателями 7 (фиг.2) разрезает его на п частей, которые удаляются из матрицы при формообразовании последую- щих изделий.
щении пуансона 3 в крайнее заднее положение выталкиватель, (обрезной пуансон) 4 выталкивает деталь 8 из части 2 матрицы, обрезая вытесненный избыточный материал режущими кромками пуансона 4 и части 2 матрицы. Образовавшийся замкнутый-по периметру рабочей полости матрицы фланец предохраняет от попадания в нее любых частиц материала, повьш1.ая качество изделий путем предотвращения заштам- повки отходов в изделие.
При-деформировании следующей детали ее избыточный материал вытесняет обрезанный фланец предыдущей детали в каналы 5 истечения и рассекателями 7 (фиг.2) разрезает его на п частей, которые удаляются из мат
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для закрытой объемной штамповки высокопластичных материалов | 1984 |
|
SU1238872A1 |
| Штамп для выдавливания полых изделий с наружными фланцами | 1978 |
|
SU721236A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2004 |
|
RU2275271C1 |
| Штамп для последовательной штамповки деталей из прутка | 1974 |
|
SU506456A1 |
| Штамп для вытяжки с противодавлением | 1988 |
|
SU1593738A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2496595C2 |
| Штамп для вытяжки и обрезки | 1990 |
|
SU1784351A1 |
| Штамп для вытяжки и обрезки | 1982 |
|
SU1015973A1 |
| Комбинированный штамп | 1985 |
|
SU1286337A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
Изобретение относится к обра- .ботке металлов давлением, а именно .l Ti 6 Ti-k A к конструкциям инструмента емного деформирования. Цель - повьше- ние качества получаемых изделий. Рабочие участки рассекателей размещены с одинаковыми зазорами относительно контура полостей частей матрицы. При деформировании заготовки избыточный металл вытесняется в зазоры, образуя замкнутый фланец, который после обрезки избыточного металла предохраняет рабочую полость от попадания в нее любых посторонних частиц материала. При деформировании следующей заготовки ее избыточный металл вытесня- ет металл обрезанного фланца предьщу- щей детали в каналы матрицы. 2 ил. с (О
налы 5 истечения избыточного материала, а вокруг рабочего периметра образована замкнутая полость 6 шириной а (фиг.2), соединенная с каналами истечения. Глубина пазов должна превышать расчетную толщину фланца истечения на 0,5 ... 1,0 мм, что создает возможность наладки и переточки. Места пересечения каналов образуют кром- 30 ки рассекателей 7, которые разрезают
вытесненный материал после оформления изделия 8.
Матрица работает следующим образом. - :
Исходный материал подается в рабочую йолость части 2 матрицы и при движении пуансона 3 в крайнее переднее положение заполняет пространство между пуансоном 3, выталкивателем 4 и частью 2 матрицы, образуя форму изделия 8. Избыточный материал вытесня- е.т в полость 6 части 1 матрицы, образуя замкнутый фланец и не разделяясь на отдельные части. При возвра25
35
40
При парном количестве каналов истечения рассекатели 7 легко шлифуются; режущие кромки пуансона 4, части 2 матрицы и рассекателей 7 легко восстанавливаются перезаточкой при ремонте.
Формула: изобретения
Матрица для объемного деформирования, содержащая несколько соосно размещенных частей, имеющих полости и радиально расположенные на ответных поверхностях контакта пазы, образующие расширяющиеся к периферии каналы под вытесняемый избыток металла, а также рассекатели металла в виде участков, расположенных между пазами, отличающаяся тем, что, с целью повышения качества получаемых изделий, рабочие участки рассекателей размещены с одинаковыми зазорами относительно контура полостей.
k.J.O)j4M
Фиг.1
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ОСАЖДЕНИЯ МЫШЬЯКА | 0 |
|
SU174923A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
