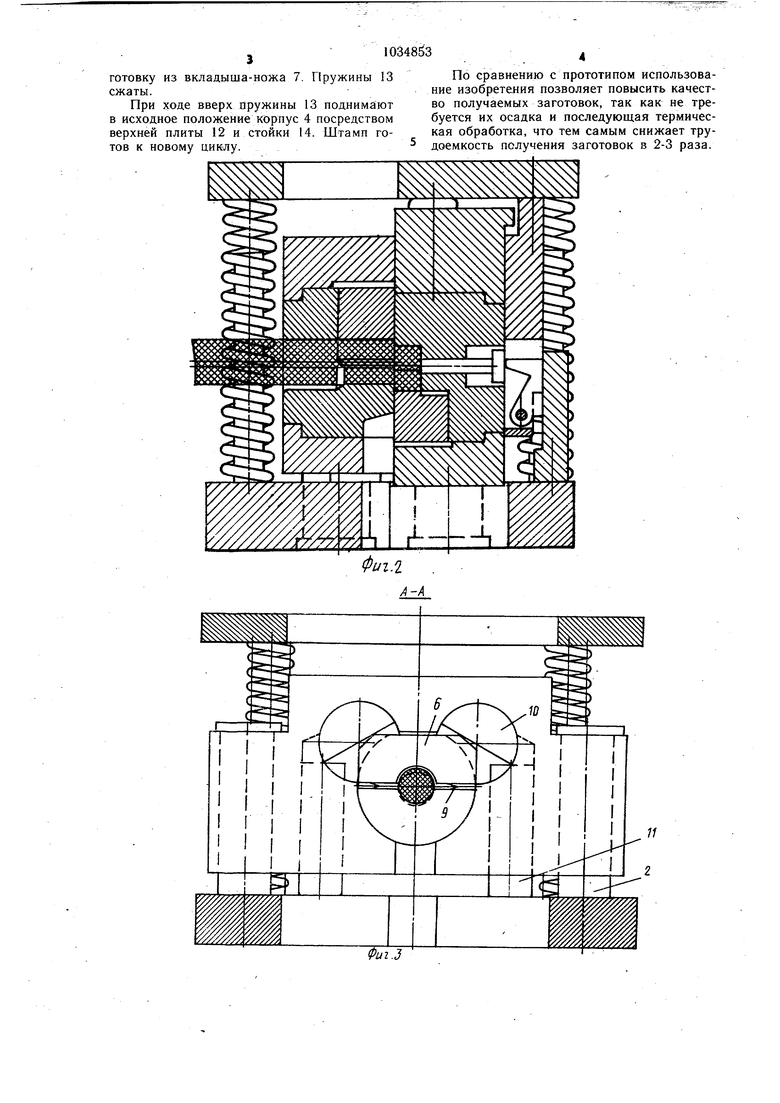
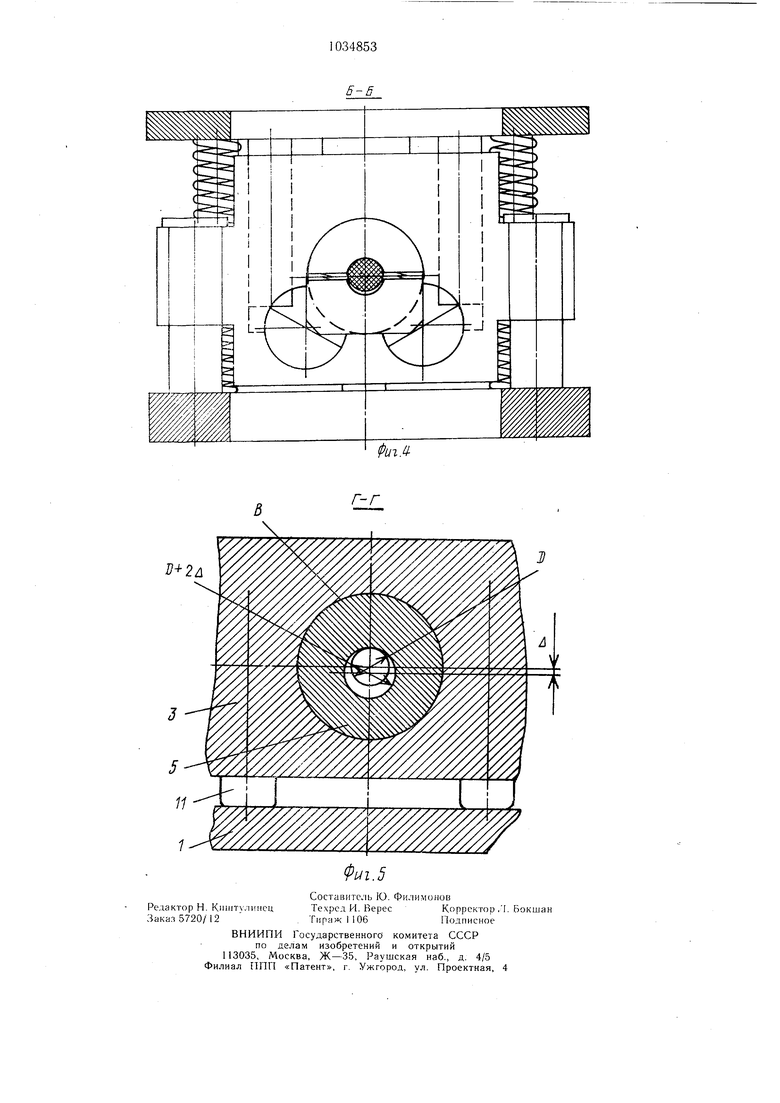
Изобретение относитса к заготовительному производству машиностроительных предприятий и может быть использовано при получении мерных заготовок резкой профильного материала. Известен штамп для резки профиля с дифференцированным зажимом профиля и отрезаемой от него части, в котором разъем рабочих отрезных и зажимных вкладышей механизма реза выполнен по всей их длине параллельно продольной оси разделяемого профиля 1. Однако в этом штампе невозможно получение заготовок с параллельными плоскостями среза, особенно в тех случаях, когда отношение их высоты к поперечному размеру (диаметру) находится в пределах 0,10,5, что приводит к необходимости осадки полученных заготовок, так как незначительная подчеканка полученной заготовки указанный дефект не устраняет. Известен штапм для резки профильного материала на заготовки, содержаший два корпуса с размешенными в них по обе стороны от плоскости реза механизмами реза в виде подвижного и неподвижного вкладышей-ножей с подпружиненными подвижными вкладышами-зажимами и механизмы зажима профиля и отделяемой от него заготовки 21. В этом штампе торцы заготовок, и особенно коротких, некачественны в виду их значительной непараллельности. Это обуславливается тем, что разъем вкладышей ножей штампа с их вкладышами-зажимами выполнен по всей длине вкладышей-ножей. Следовательно, вкладыши-ножи не имеют упора в корпус на их части, противоположной их режущим кромкам. В процессе зажима и реза профиля происходит перекос его, что приводит к низкому качеству среза заготовок. Цель изобретения - повышение качества получаемых заготовок. Указанная цель достигается тем, что в штампе для резки профильного материала на заготовки, содержащем два корпуса с размещенными в них по обе стороны от плоскости реза механизмами реза в виде подвижного и неподвижного вкладышей-ножей с подпружиненными подвижными вкладышами-зажимами и механизмы зажима профиля и отделяемой от него заготовки, каждый из вкладышей-ножей со стороны плоскости реза выполнен с уступом, форма которого соответствует форме размещенного в нем вкладыша-зажима,, а в неподвижном вкладыше-ноже входной участок рабочего отверстия выполнен большим его зажимного участка и смешен в направлении сдвига относительно оси профиля зажимного участка вкладыша-ножа на величину, равную половине разности поперечных размеров этих отверстий. На фиг. 1 изображен штапм в исходном положении, осевой разрез; на фиг. 2 - то же, в момент сдвига; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 разрез Г-Г на фиг. 1. Штамп для резки профильного материала содержит нижнюю плиту 1 с направляющими колонками 2, на которых установлены корпуса 3 и 4. В корпусе 3 с одной стороны от плоскости реза размешен вкладышнож 5 с уступом, форма которого соответствует форме вкладыша-зажима 6, при этом остальная часть вкладыша-ножа 5 сохранена как опорный выступ В, в котором входной участок рабочего отверстия выполнен большим его зажимного участка и смешен в направлении сдвига относительно оси профиля зажимного участка вкладыша-ножа 5 на величину, равную половине разности поперечных размеров этих отверстий. В корпусе 4, по другую сторону от плоскости реза, размещен вкладыш-нож 7 с уступом, форма которого соответствует вкладышу-зажиму 8, размещенному в уступе и подпружиненному пружинами 9. Остальная часть вкладыша-ножа сохранена как опорный выступ В . В корпусе 3 и 4 размещены механизмы зажима разделяемого профиля и отрезаемой от него заготовки, выполненные в виде горизонтальных поверхностей валов 10 и вертикальных щтанг 11. Штамп содержит также верхнюю плиту 12, подпружиненную пружинами 13 относительно плиты 1 и находившуюся в зацеплении с корпусом 4 посредством стойки 14 с выталкивателем 15, толкателя 16 по оси 17 и упора 18 . В штампе режут профиль 19. Штамп для резки профильного материала работает следуюшим образом. Профиль 19 подают во вкладыши-ножи 5 и 7с их вкладышами-зажимами 6 и 8, раскрытые пружинами 9. Ходом ползуна пресса (не показан) верхняя плита 12, а вместе с .ней вертикальные штанги 11, поворотные валы 10 механизма зажима корпуса 4 с вкладышом-ножом 7 и вкладышом-зажимом 8 перемещаются вниз. Режущие кромки вкладышей-ножей 5 и 7 действуют на разделяемый профиль 19, опрокидывание которого от горизонтального положения исключено. Профиль 19 препятствует перемещению корпуса 4 с вкладышем-ножом 7, усилие привода воспринимается вертикальными штангами 11, передающими его на поворотные валы 10. Поворотные валы 10 корпусов 4 и 3 посрецством вкладышей-зажимов 6 и 8 зажимают профиль 19 по обе стороны от плоскости сдвига. Перекос вкладышей-ножей 5 и 7 исключен наличием опорных выступов В. При дальнейщем ходе вниз заготовка полностью отделяется, толкатель 16 находит на выступ упора 18 и , поворачиваясь на оси 17, выталкивателем 15 удаляет заготовку из вкладыша-ножа 7. Пружины 13 сжаты.
При ходе вверх пружины 13 поднимают в исходное положение корпус 4 посредством верхней плиты 12 и стойки 14. Штамп готов к новому циклу.
По сравнению с прототипом использование изобретения позволяет повысить качество получаемых заготовок, так как не требуется их осадка и последующая термическая обработка, что тем самым снижает трудоемкость получения заготовок з 2-3 раза.
А-А
Фиг.З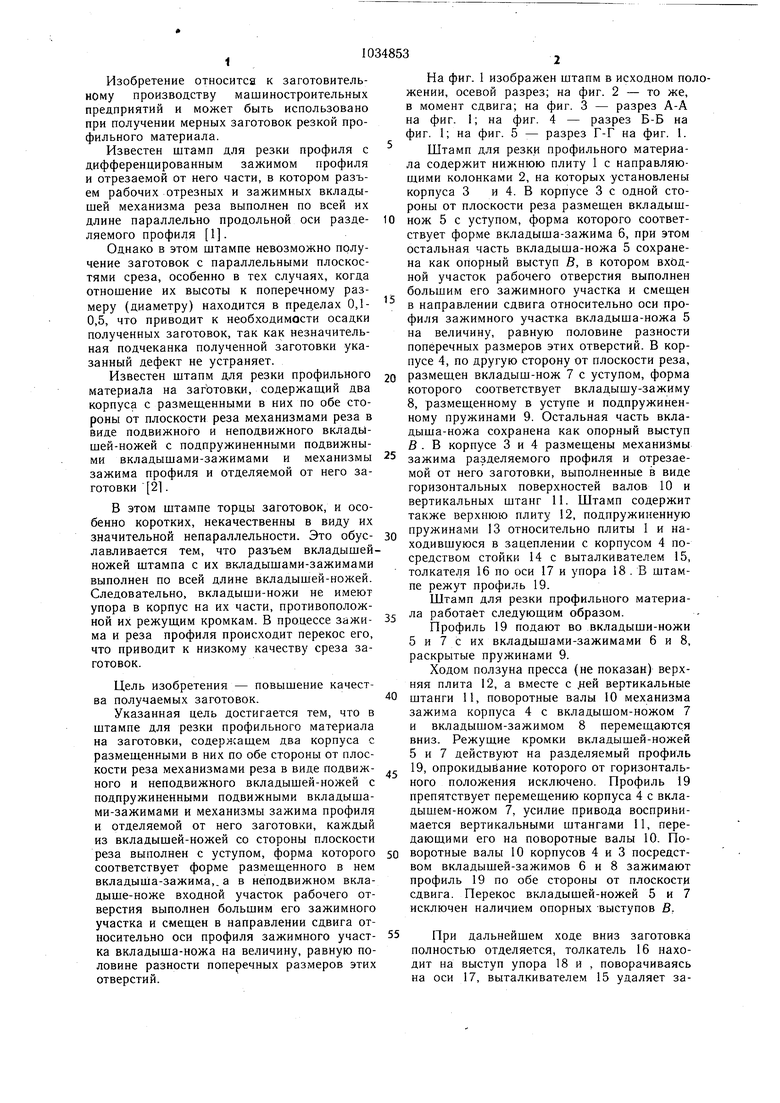
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамм для резки профильного материала | 1986 |
|
SU1386388A2 |
| Штамп для резки профиля на заготовки | 1974 |
|
SU507413A1 |
| Штамп для резки пруткового материала | 1980 |
|
SU870016A1 |
| Штамп для резки пруткового материала | 1983 |
|
SU1103966A1 |
| ШТАМП ДЛЯ РЕЗКИ ПРОФИЛЬНОГО МАТЕРИАЛА | 1997 |
|
RU2133658C1 |
| Штамп для резки профильного материала | 1983 |
|
SU1100052A1 |
| Штамп для резки пруткового материала | 1981 |
|
SU967696A1 |
| Штамп для резки прутков и труб | 1980 |
|
SU925565A1 |
| Штамп для резки пруткового материала | 1981 |
|
SU988471A1 |
| Штамп для изготовления заготовок из прутка | 1976 |
|
SU647067A1 |
ШТАМП ДЛЯ РЕЗКИ ПРОФИЛЬ НОГО МАТЕРИАЛА на заготовки, содержащий два корпуса с размещенными в них по обе стороны от плоскости реза механизЬ;каэ г;л5й ьда : ;й1:-- О со 4 00 СЛ СО мами реза в виде подвижного ii ;.;-;i).uu;/K НОГО вкладышей-ножей с Г1од1тпу к1-; ичпг1 1м1 подвижными вкладышами-зажимам и ме ханиз.ма зажима профиля и отделяемой от него заготовки, отличиющийся тем, что, с целью повышения качества получаемых заготовок, каждый из вкладьпаей-ножей со стороны плоскости реза выполнен с отупом, форма которого соответствует форме размещенного в нем вкладыша-зажима, а в неподвижном вкладыше-ноже входной участок рабочего отверстия выполнен больщим его зажимного участка и смещен в направлении сдвига относительно uci; i;j)iK| :tля зажимного участка вкладыша-11; /ка на величину, равную половине разности поперечных размеров этих отверстии, -i-;,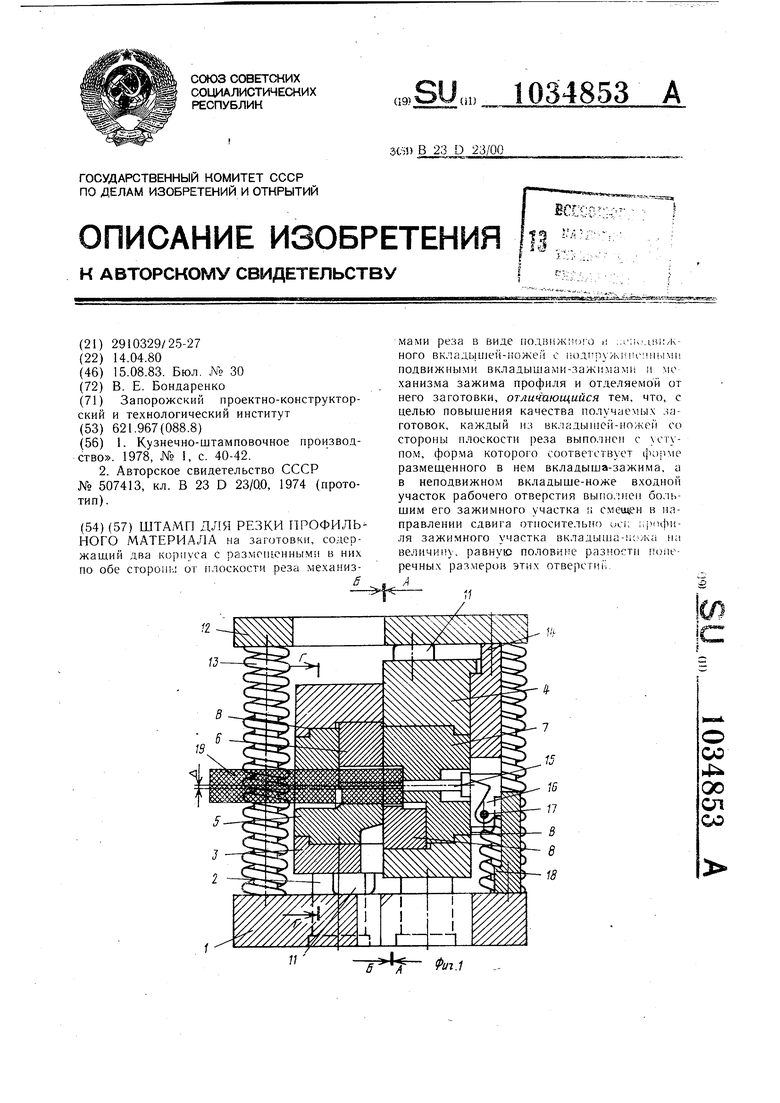
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кузнечно-штамповочное производство | |||
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
| Приспособление с иглой для прочистки кухонь типа "Примус" | 1923 |
|
SU40A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Штамп для резки профиля на заготовки | 1974 |
|
SU507413A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
