(54) ШТАМП ДЛЯ РЕЗКИ ПРОФИЛЯ НА ЗАГОТОВКИ.
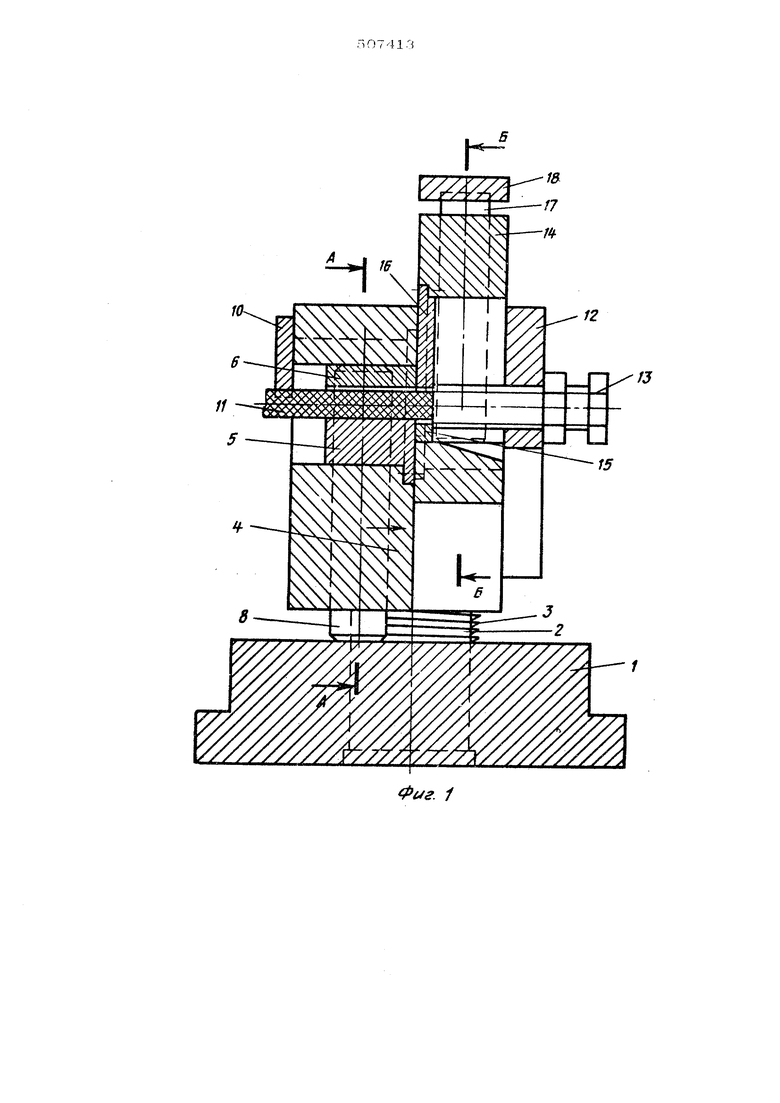
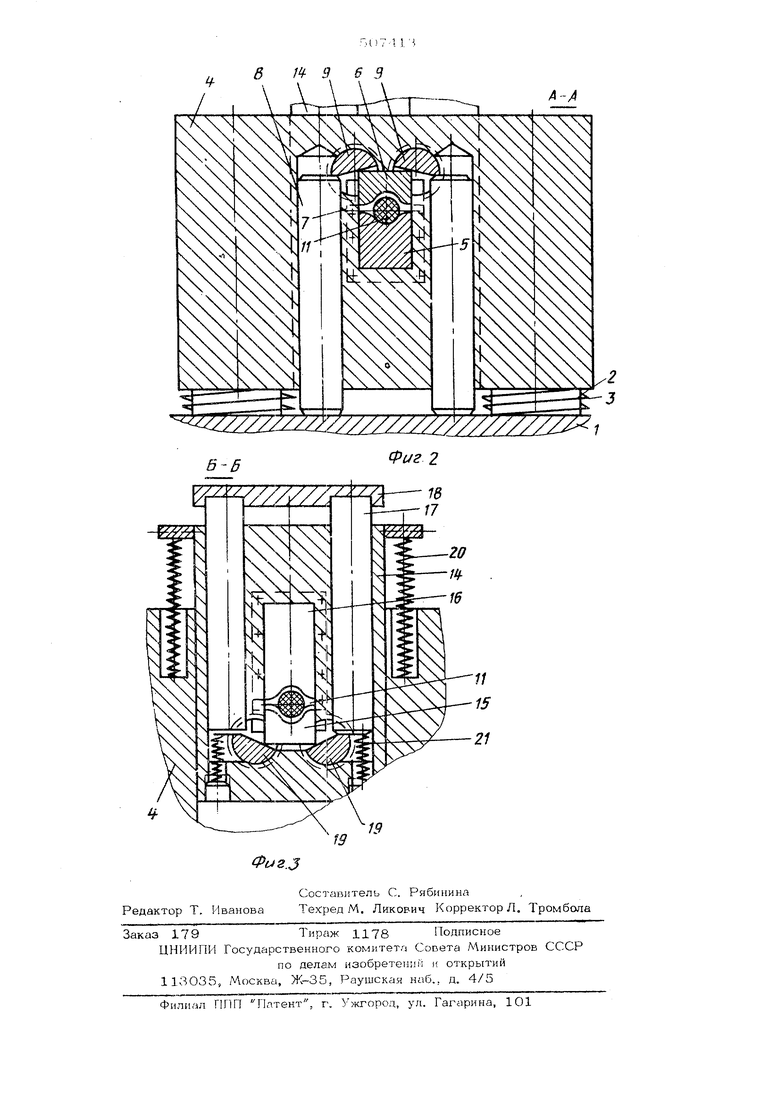
jVnopOM 13, В пазу приводной плиты и в направляющей 12 перемешаетс51 подвижный корпус 14 с подвижной частью составного ножа 15 и неподвижной отнсюнтельно корпуса частью ножа 16, штангами 17, плитой 18, валами с лысками 19. пружинами 20 возврата корпуса в исходное положение и пружинами 21 штанг.
Штамп работает следующим образом.
В йс одком положении штампа в профильную часть ножей 5, 6, 15 и 16 до упора 13 подается заготовка 11, К плите 18 прикладывается усилие приводного механизма на чертеже не показан) „ Через плиту 18 усилие приводного механизма прикладь.шаетСи к штангам 17 и посредством их - к валам с лысками 19, Валы с лысками 19 проворачиваются, перемещая подвижную част ножа 15 к нетодвижной 16, зажимая отрезаемую HacTti заготовки 11,: Пружины 20 и 21 сжималотся Подвижн.ый корпус 14, перемещаясь в процессе зажим:а отрезаемо части заготовки вниз,, воспринимает сопротивление его сдвигу через неподвижный относительно корпуса 14 нож 16. ПосредстBOM заготовки 11, опрокидыванию которого препятствует подпор Ю, основной корпус перемешается БНИЗ на величину, необходимую для зажима профиля,, Штангк 8, опорой которых служит опорная плита 1,поворачивают валы с лысками 9, которые перемещают подвижный нож 6 к неподвижному 5, осущест-i вляй тем самым зажим самой заготовки 11 в ножах 5 и 6, Усилие зажима нарастает с увеличением сопротивления профиля сдвигу и может значительно превышать его. При сдвигающих напряжениях, равных пределу прочксюти материала профиля,, происходит сдвиг. Подвижный корпус 14 перемещается вика, усилия- зажимн прутка и отрезаемой его части исчезают, так пак нет силы , их
вызывающей. В нижнем положении пошзих-:ного корпуса 14 отрезанная заготовка уда--ляется при помощи выталкивателя (на че11теже не показан), усилие приводного механизма снимается, и штамп посредством ггружип 2О, 21. и 7 возвращается з исходное положение. Далее цикл повторяется.
Формула изобретения
Штамп для резки профиля на заготовки, содержащий опорную плиту с подпружиненными направляющими колонками, на которых установлена приводная плита, расположенный по обе стороны от плоскости реза механизм. зажима заготовок и механизм реза, выполпенны в виде двух пар рабочих вкл адышей, до одной с каждой стороны от плоскости реза, причем рабочие вкладыши подпружинены один относительно другого, о т л к ч а ю ш и и с я тем, что, с целью повышения качества реза приводная плита выполнена со сквозяык па-аом, одна из боковых сторон которого совмщена с плоскостью реза, а механизм зажил4 заготовок выполнен Е виде смонтированных в корпусе, размешенном в пазу плиты одной пары симметрично расположенных горизонтальных валов с лысками и перпендикулярных к ним подпружиненных отио ::итель1О корпуса двух штанг, взаимодействующих с одной стороны с приводом, а с другой с лЬСками валов, а также смонтированной в плите другой парЬ), симметрично расиоложен- ных горизонтальных валов с лысками и перпендикулярных к ним , двух штанг, взаимодействующих с одной стороны с лысками валов, а с другой - с опорной плитой., при этом один из каждой пары рабочих вкпваы щей механизма реза выполнен подвижнь м с возможностью взаимодействия с лыскагл.л валов.
//
. 1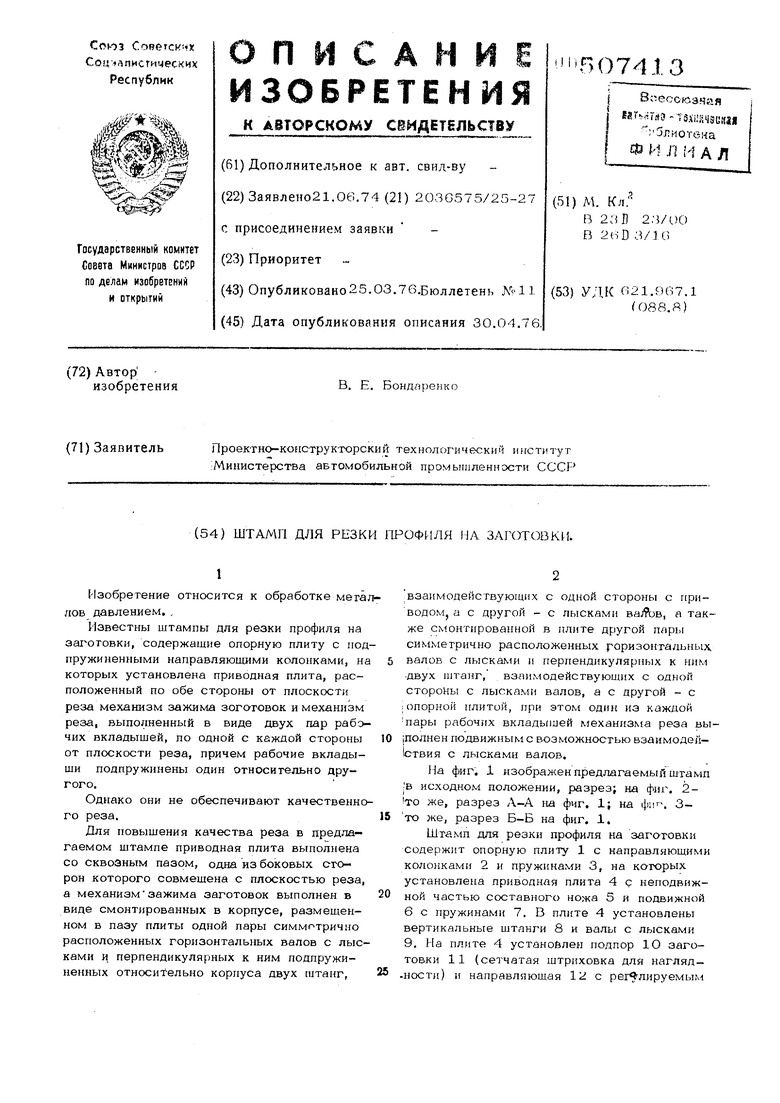

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки профильного материала | 1980 |
|
SU1034853A1 |
| Штамм для резки профильного материала | 1986 |
|
SU1386388A2 |
| Штамп для изготовления заготовок из прутка | 1976 |
|
SU647067A1 |
| ШТАМП ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА НА ЗАГОТОВКИ | 1972 |
|
SU339348A1 |
| Штамп для резки пруткового материала | 1983 |
|
SU1103966A1 |
| ШТАМП ДЛЯ РЕЗКИ ТРУБ | 1982 |
|
SU1092840A1 |
| Штамп для разрезки прутков на короткие заготовки | 1991 |
|
SU1814593A3 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| Штамп для резки проката | 1981 |
|
SU1026977A2 |
| ШТАМП ДЛЯ РЕЗКИ ПРОФИЛЬНОГО МАТЕРИАЛА | 1997 |
|
RU2133658C1 |