со
00 О5 4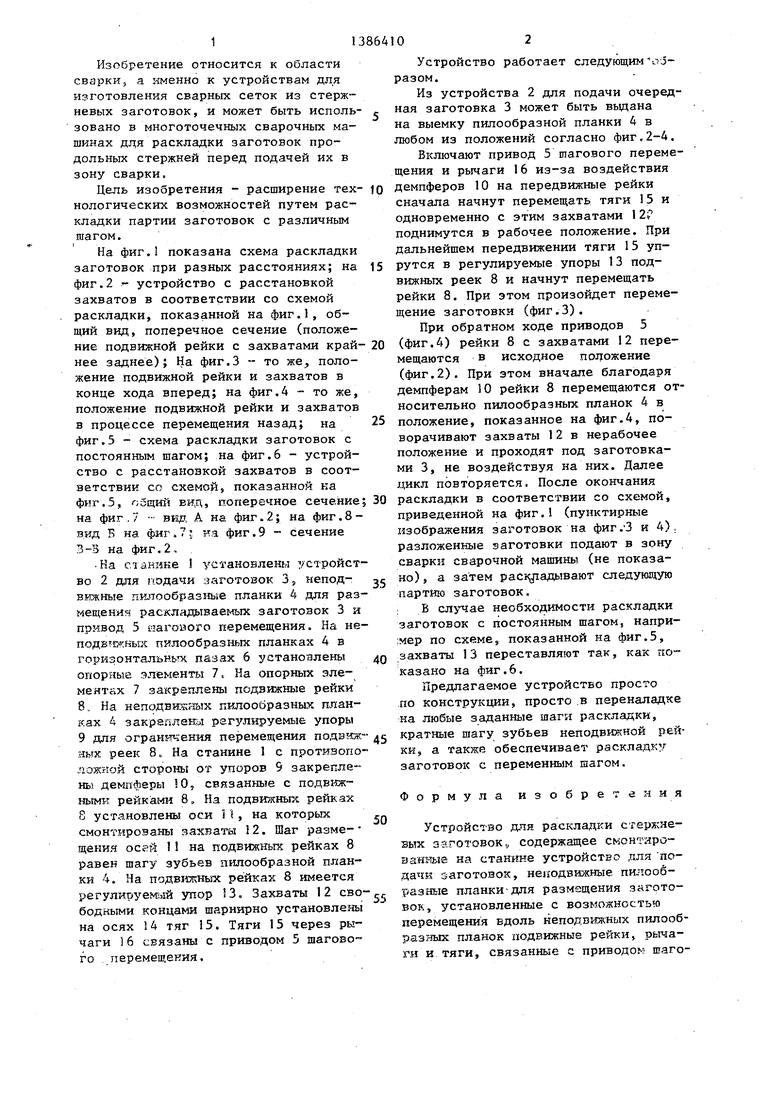
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи плоских заготовок в рабочую зону штампа | 1981 |
|
SU963629A1 |
| Плоскопрокатное устройство | 1990 |
|
SU1770015A1 |
| Грейферное подающее устройство | 1987 |
|
SU1438892A1 |
| Способ изготовления электрических соединений и устройство для его осуществления | 1977 |
|
SU738019A1 |
| Устройство для поштучной выдачи длинномерных заготовок | 1983 |
|
SU1142376A1 |
| Автооператор | 1970 |
|
SU355848A1 |
| Устройство В.И.Васильева для штамповки деталей из листового материала | 1986 |
|
SU1388166A1 |
| Станок для изготовления изделий замкнутой формы | 1991 |
|
SU1801694A1 |
| Автоматизированная линия для многопереходной штамповки | 1986 |
|
SU1344471A1 |
| Устройство для обработки крестовин карданов | 1974 |
|
SU637235A1 |
Изобретение относится к области сварки и может быть использовано для изготовления сварных сеток из стержневых заготовок на многоточечных сва- рочнь1х машинах. Цель - расширение технологических возможностей. Цель достигается благодаря тому, что подвижные рейки оснащены демпферами 10, закрепленными на станине 1. Каждая подвижная рейка 8 и тяга I5 оснащены осями, расположенными с шагом, равным шагу зубьев неподвижных пилообразных планок 4. Каждый захват 13 установлен на противоположных осях тяги 15 и рейки 8. При включении привода 5 тяга 15 перемещается до регулируемого упора 13 подвижной рейки 8. Захвать поднимаются в рабочее положение. При дальнейшем перемещении тяги 15 осуществляется перемещение рей;си 8 до упора на неподвижной пилообразной .планке. Заготовки перемещаются на соответствующий шаг. 9 ил. о (Л с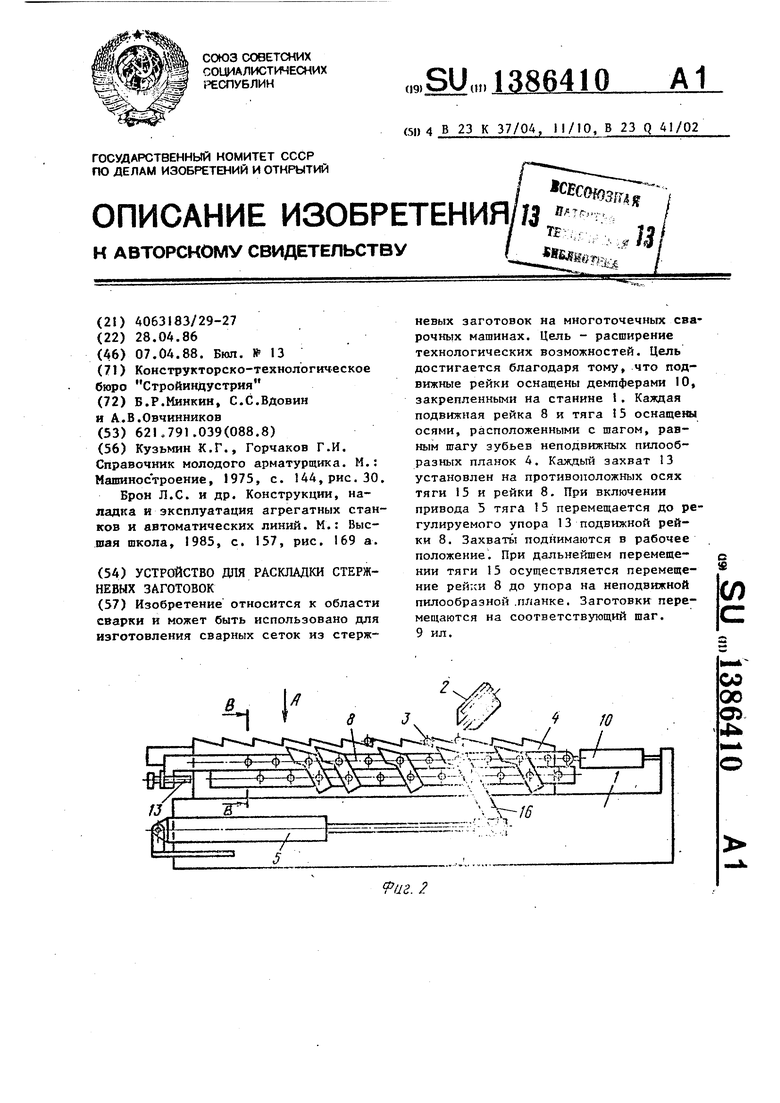
P/js. 2
Изобретение относится к области сварки, а именно к устройствам для изготовления сварных сеток из стержневых заготовок, и может быть исполь зовано в многоточечных сварочных машинах ддя раскладки заготовок продольных стержней перед подачей их в зону сварки.
Цель изобретения - расширение тех нологических возможностей путем раскладки партии заготовок с различным шагом.
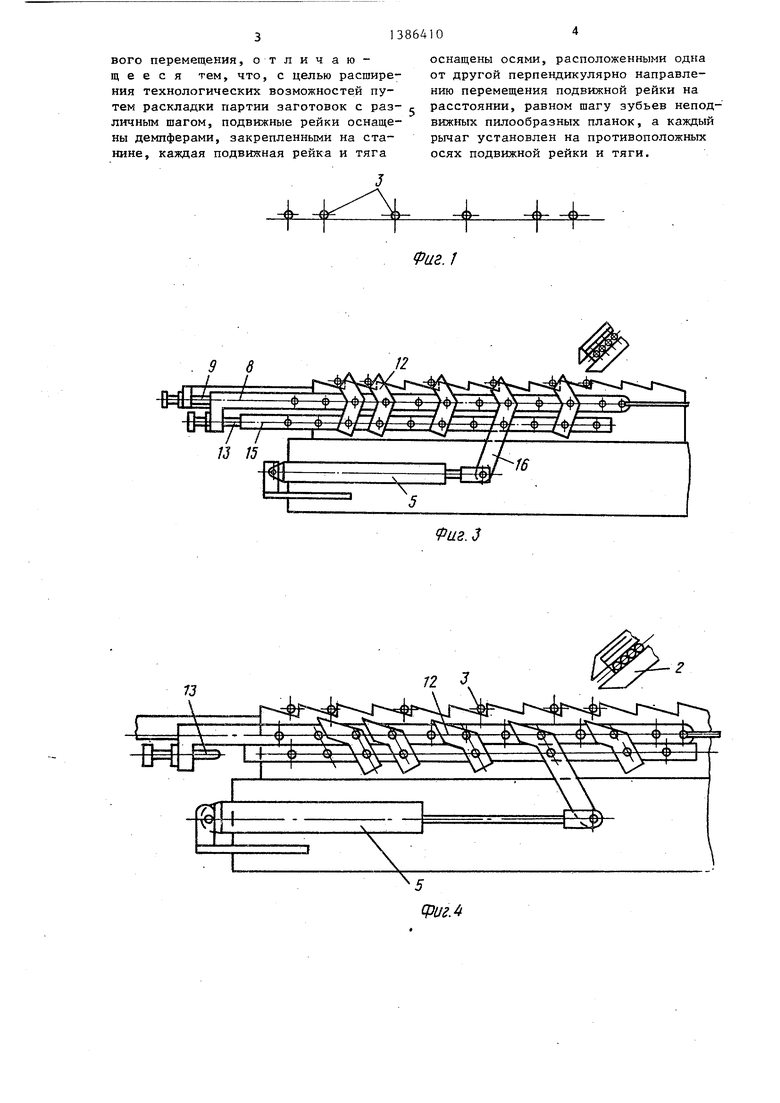
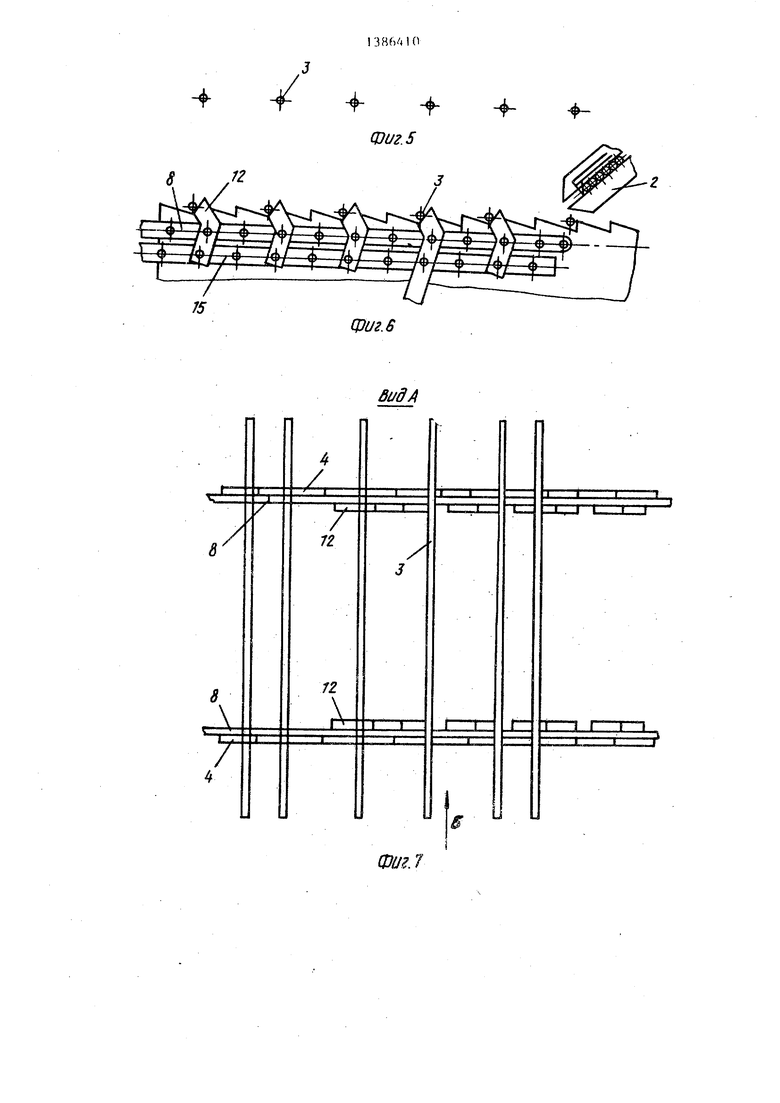
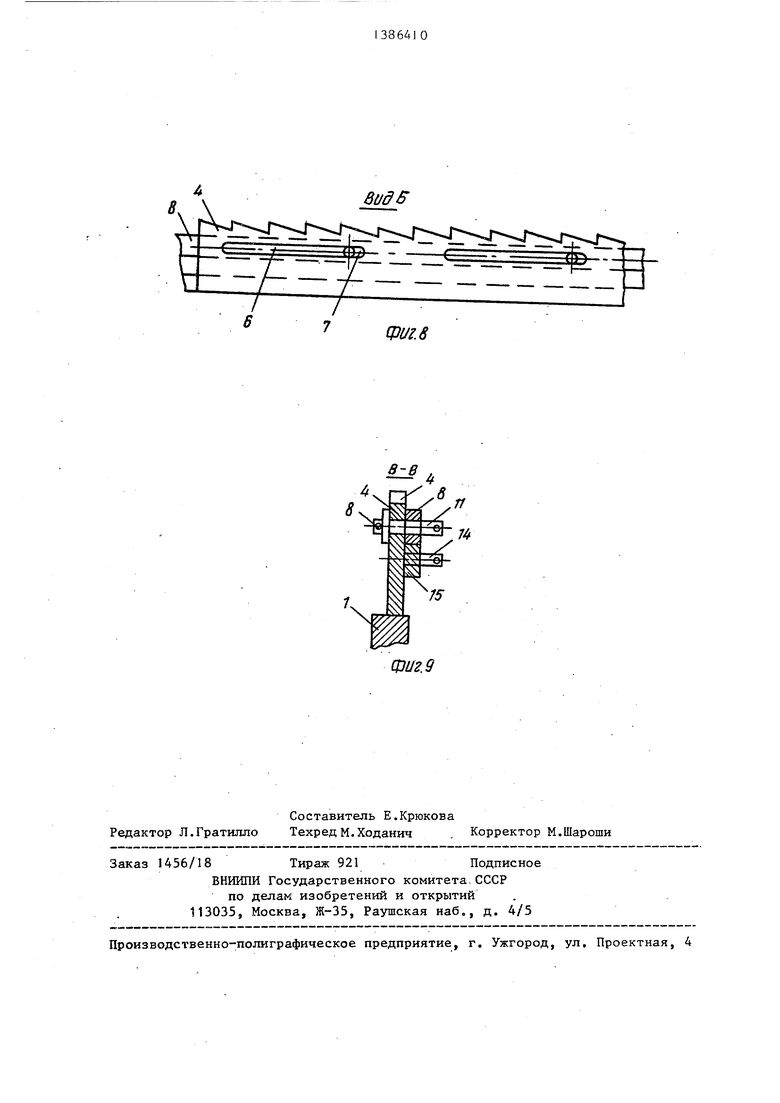
На фиг.1 показана схема раскладки заготовок при разньк расстояниях; на фиг.2 - устройство с расстановкой захватов в соответствии со схемой раскладки, показанной на фиг.1, общий вид, поперечное сечение (положение подвижной рейки с захватами край нее заднее); На фиг.З - то же, положение подвижной рейки и захватов в конце хода вперед; на фиг.4 - то же, положение подвижной рейки и захватов в процессе перемещения назад; на фиг.З - схема раскладки заготовок с постоянным шагом; на фиг.6 - устройство с расстановкой захватов в соответствии со схемой, показанной ка фиг.З, общий вид, поперечное сечение на фиг . 7 Bvyj, А на фиг. 2; на фиг. 8 - вид Б на фиг.7: на фиг.9 - сечение 3-3 на фиг.2, .
На ел анике установлешл устройство 2 для г(одачи заготовок 3 неподвижные пилообразньне планки 4 для размещения pacклaдывae ыx загстозок 3 и привод 5 шагового перемещения. На не- подЕтоткых пилообразных: планках 4 в горизонтальньщ пазах 6 установлены опорные элементы 7 На опорных элементах 7 закреплены подвижные рейки 8. На неподвижг-а х пилообразных планках 4 закраплзки рггз лируемые упоры 9 для ограничения перемещения подншк- ных реек 8„ На станине 1 с противоположной стороны от упоров 5 закрепле- нь5 демпферы Ш, связанные с подв1-ш- HbiMii рейками 8, На подвижных рейках 8 установлены оси 11, на которых смонтированы захваты 12. Шаг резне- щения осей 11 на подвижных рейках 8 равен шагу зубьев пилообразной планки 4. На подв1ст:ных рейках В имеется регулируемой упор 13, Захваты 12 свободными концами шарнирно установлень на осях 14 тяг 15. Тяги 15 через рычаги 16 связаны с приводом 5 шагового . перемещения.
10
15
20
25
30
35
40
45
50
55
Устройство работает следующим оj- разом.
Из устройства 2 для подачи очередная заготовка 3 может быть вьщана на выемку пилообразной планки 4 в любом из положений согласно фиг,2-4.
Включают привод 3 шагового перемещения и рычаги 16 из-за воздействия демпферов 10 на передвижные рейки сначала начнут перемещать тяги 15 и одновременно с этим захватами 12 поднимутся в рабочее положение. При дальнейшем передвижении тяги 15 упрутся в регулируемые упоры 13 подвижных реек 8 и начнут перемещать рейки 8. При этом произойдет перемещение заготовки (фиг.З).
При обратном ходе приводов 5 (фиг.4) рейки 8 с захватами 12 перемещаются в исходное по1 ожение (фиг.2). При этом вначале благодаря демпферам 10 рейки 8 перемещаются относительно пилообразных планок 4 в положение, показанное на фиг.4, поворачивают захваты 12 в нерабочее положение и проходят под заготовками 3, не воздействуя на них. Далее цикл повторяется. После окончания раскладки в соответствии со схемой, приведенной на фиг.1 (пунктирные изображения заготовок на фиг. З и 4), разложенные заготовки подают в зону сварки сварочной машины (не показано) , а затем рас1д1адывают следующую партию заготовок.
: В случае необходимости раскладки заготовок с постоянным шагом, например по схеме, показанной на фиг.5, захваты 13 переставляют так, как показано на фиг.6.
Предлагаемое устройство просто по конструкции, просто .в переналадке на любые заданные шаги раскладки, кратные шагу зубьев неподвижной рейки, а также обеспечивает раскладк:; заготовок с переменным шагом.
Формула изобретения
Устройство для раскладки стержневых заготовок, содержащее смонтиро- ваш-мй на станине устройство для по- дачк заготовок, неподвижные пшюоё- разнью планки-для размещения заготовок, установленные с возможностью перемещения вдоль неподвижных пилообразных планок подвижные рейки, рычаги и тяги, связанные с приводов шагового перемещения, отличающее с я тем, что, с целью расширения технологических возможностей путем раскладки партии заготовок с различным шагом, подвижные рейки оснащены демпферами, закрепленньши на станине, каждая подвижная рейка и тяга
оснащены осями, расположенными одна от другой перпендикулярно направлению перемещения подвижной рейки на расстоянии, равном шагу зубьев неподвижных пилообразных планок, а каждый рычаг установлен на противоположных осях подвижной рейки и тяги.
Фиг. /
иг.З
сриг.
Фиг. 5
фиг. 6
Фи 7
eudff
-.74
фиг. 9
| Кузьмин К.Г., Горчаков Г.И | |||
| Справочник молодого арматурщика | |||
| М.: Машиностроение, 1975, с | |||
| Аппарат для электрической передачи изображений без проводов | 1920 |
|
SU144A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Брон Л.С | |||
| и др | |||
| Конструкции, наладка и эксплуатация агрегатных станков и автоматических линий | |||
| М.: Высшая школа, 1985, с | |||
| Соломорезка | 1918 |
|
SU157A1 |
| Универсальный двойной гаечный ключ | 1920 |
|
SU169A1 |
