Фг/г
ются на загрузочный стеллаж 4, По- движньй стол 3 находится в зоне загрузки-выгрузки. Поштучно заготовки 1 подаются на рычаг 15. .Включается привод механизмов разжима 14, которые взаимодействуют с губками механизма базирования 7. В этот момент включается привод 17 и рычаги 15, опускаясь, укладьтают заготовку 1 на механизм базирования 7. Включается привод 6 и подвижньш стол 3 перемещается в зону шлифовального комплекса 2, где происходит обработка поверхности . После окончания обработки одной грани и ребра заготовки 1 подвижньм стол 3 перемещается в зону загрузки-выгрузки. Механизм разжима 14, воздействуя на зажимы 8, раскрепляет заготовку 1, включается привод 17 и рычаги 15 укладывают заготовку 1, перекантованную на 90°, в зажимы 8 механизма базирования 7. Таким образом обрабатываются все грани и ребра заготовки 1. 4 ил.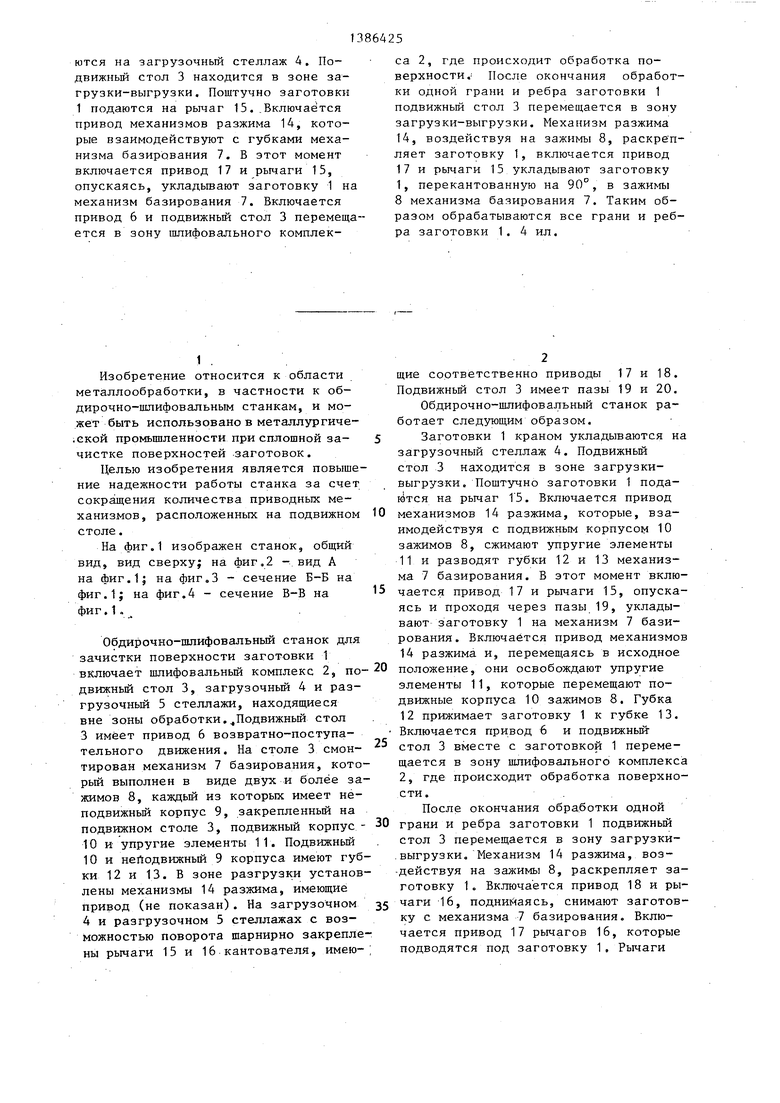
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для заточки резцов | 1990 |
|
SU1779547A1 |
| Способ установки деталей и устройство для его осуществления | 1988 |
|
SU1577936A1 |
| Гибкий производственный модуль | 1986 |
|
SU1404273A1 |
| Устройство для абразивной зачистки заготовок | 1977 |
|
SU1135611A1 |
| Станок для обработки абразивных кругов | 1985 |
|
SU1263511A1 |
| ШЛИФОВАЛЬНО-ОБДИРОЧНЫЙ СТАНОК | 1964 |
|
SU222895A1 |
| Устройство для подачи деталей | 1979 |
|
SU841903A1 |
| Станок для гибки труб | 1976 |
|
SU596328A1 |
| Линия для сборки рабочих секций фильтрующих коробок | 1990 |
|
SU1720685A1 |
| Поточная линия для безотходной заготовки мерных цилиндрических изделий | 1990 |
|
SU1801717A1 |
Изобретение относится к области металлообработки, в частности к об- дирочно-ишифовальным станкам, и может быть использовано в металлургической промьгашенности при сплошно й зачистке поверхностей заготовдк. Целью изобретения является повышение надежности работы станка за счет сокращения количества приводных механизмов, расположенньгх на подвижном столе. Заготовки 1 краном укладыва-
Изобретение относится к области металлообработки, в частности к об- дирочно-шлифовальным станкам, и может быть использовано в металлургиче- .ской промышленности при сплошной зачистке поверхностей заготовок.
Целью изобретения является повышение надежности работы станка за счет сокращения количества приводных механизмов, расположенных на подвижном столе.
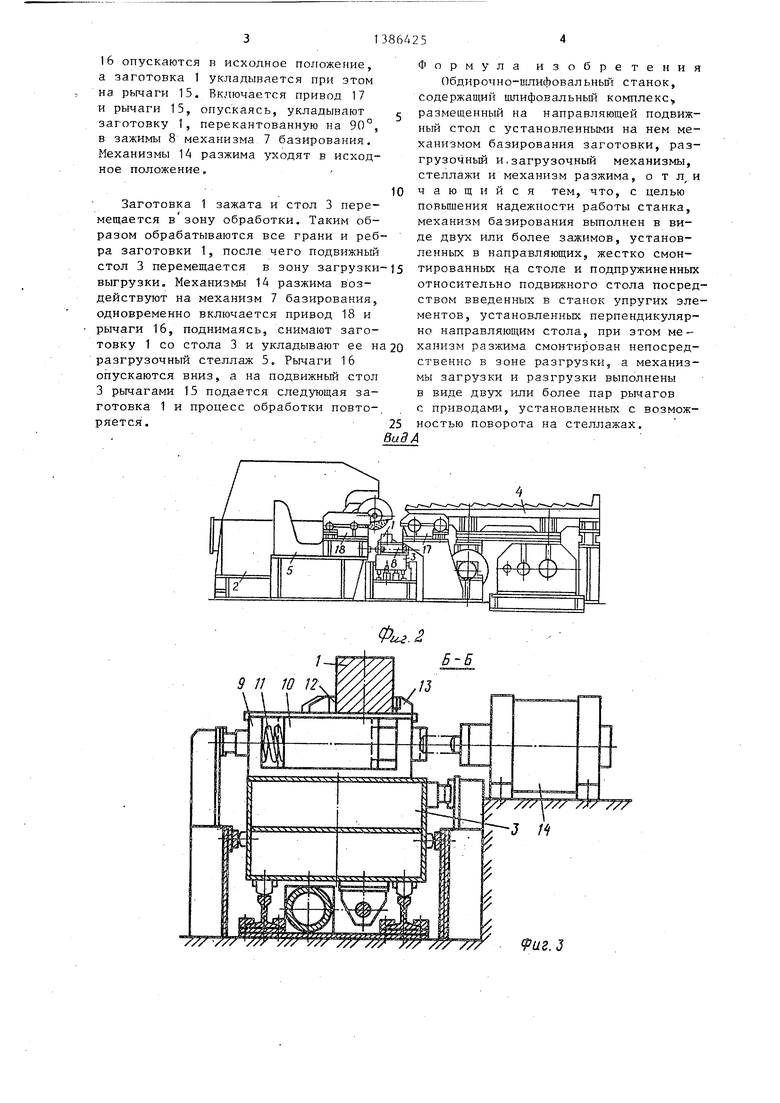
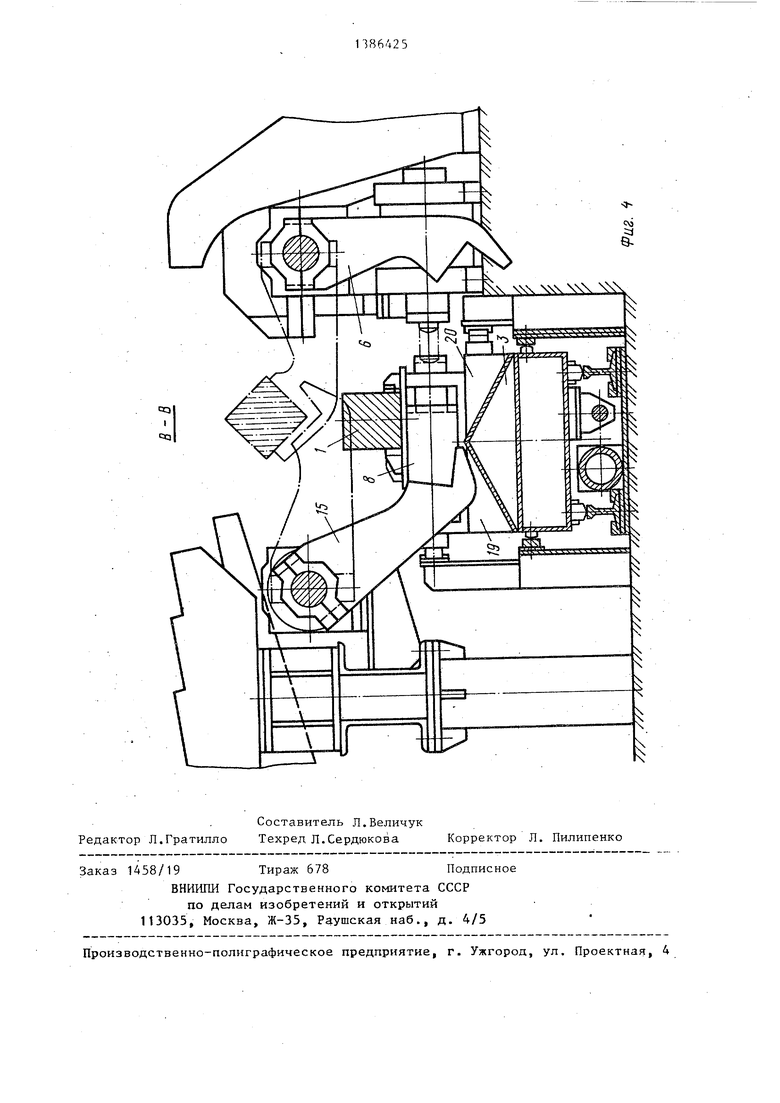
На фиг.1 изображен станок, общий вид, вид сверху; на фиг.2 - вид А на фиг.1; на фиг.З - сечение Б-Б на фиг.1; на фиг.4 - сечение В-В на фиг.1.
Обдирочно-пшифовальный станок для зачистки поверхности заготовки 1 включает шлифовальный комплекс 2, по движньш стол 3, загрузочный 4 и раз- грузочньй 5 стеллажи, находящиеся вне зоны обработки,Подвижный стол
3имеет привод 6 возвратно-поступательного движения. На столе 3 смонтирован механизм 7 базирования, который выполнен в виде двух и более зажимов 8, каждый из которых имеет не- подвижньй корпус 9, закрепленный на подвижном столе 3, подвижный корпус - 10 и упругие элементы 11. Подвижный 10 и нейодвижньй 9 корпуса имеют губки 12 и 13. В зоне разгрузки установлены механизмы 14 разжима, имеющие привод (не показан). На загрузочном
4и разгрузочном 5 стеллажах с возможностью поворота шарнирно закрепле ны рычаги 15 и 16 кантователи, имею
щие соответственно приводы 17 и 18. Подвижньй стол 3 имеет пазы 19 и 20. Обдирочно-щлифовальный станок работает следующим образом.
5 Заготовки 1 краном укладываются на загрузочный стеллаж 4. Подвижньш стол 3 находится в зоне загрузки- выгрузки. Поштучно заготовки 1 пода- к4тся на рычаг 15. Включается привод
10 механизмов 14 разжима, которые, взаимодействуя с подвижным корпусом 10 зажимов 8, сжимают упругие элементы
11и разводят губки 12 и 13 механизма 7 базирования. В этот момент вклю15 чается привод 17 и рычаги 15, опускаясь и проходя через пазы 19, укладывают заготовку 1 на механизм 7 базирования. Включается привод механизмов 14 разжима и, перемещаясь в исходное положение, они освобождают упругие элементы 11, которые перемещают подвижные корпуса 10 зажимов 8. Губка
12прижимает заготовку 1 к губке 13. Включается привод 6 и подвижный стол 3 вместе с заготовкой 1 перемещается в зону шлифовального комплекса 2, где происходит обработка поверхности,. .
После окончания обработки одной 30 грани и ребра заготовки 1 подвижньм стол 3 перемещается в зону загрузки- .выгрузки. Механизм 14 разжима, воз- -действуя на зажимы 8, раскрепляет заготовку 1. Включается привод 18 и ры- 35 чаги 16, поднийаясь, снимают заготовку с механизма 7 базирования. Включается привод 17 рычагов 16, которые подводятся под заготовку 1, Рычаги
20
25
16 опускаются в исходное положение, а заготовка 1 укладывается при этом на рычаги 15. Включается привод 17 и рычаги 15, опускаясь, укладывают заготовку 1, перекантованную на 90°, в зажимы 8 механизма 7 базирования. Механизмы 14 разжима уходят в исходное положение.
Заготовка 1 зажата и стол 3 перемещается в зону обработки. Таким образом обрабатываются все грани и ребра заготовки 1, после чего подвижный
стол 3 перемещается в зону загрузки-15 тированных на столе и подпружиненных
относительно подвижного стола посредством введенных в станок упругих элементов, установленных перпендикулярно направляющим стола, при этом мевыгрузки. Механизмы 14 разжима воздействуют на механизм 7 базирования, одновременно включается привод 18 и рычаги 16, поднимаясь, снимают заготовку 1 со стола 3 и укладывают ее на 20 ханизм разжима смонтирован непосред- разгрузочный стеллаж 5, Рычаги 16 ственно в зоне разгрузки, а механиз- опускаются вниз, а на подвижный стол 3 рычагами 15 подается следующая заготовка 1 и процесс обработки повторяется.25
мы загрузки и разгрузки выполнены в виде двух или более пар рычагов с приводами, установленных с возможностью поворота на стеллажах.
9 11 Ю П-
Формула изобретения
Обдирочно-шлифовальньпТ: станок, содержап1;ин шлифовальный комплекс размещенный на направляющей подвижный стол с установленньми на нем механизмом базирования заготовки, разгрузочный и, загрузочный механизмы, стеллажи и механизм разжима, о т л, и чающийся тем, что, с целью повышения надежности работы станка, механизм базирования выполнен в виде двух или более зажимов, установленных в направляющих, жестко смонотносительно подвижного стола посредством введенных в станок упругих элементов, установленных перпендикулярно направляющим стола, при этом механизм разжима смонтирован непосред- ственно в зоне разгрузки, а механиз-
ханизм разжима смонтирован непосред- ственно в зоне разгрузки, а механиз-
мы загрузки и разгрузки выполнены в виде двух или более пар рычагов с приводами, установленных с возможностью поворота на стеллажах.
ВиЗА
Э
Фи.2
Б-Б
(аг.З
| ШеЛтель Н.И | |||
| и др | |||
| Отделка сор- .тового проката | |||
| М.: Металлургия, 1974, с | |||
| Плуг с фрезерным барабаном для рыхления пласта | 1922 |
|
SU125A1 |
