с 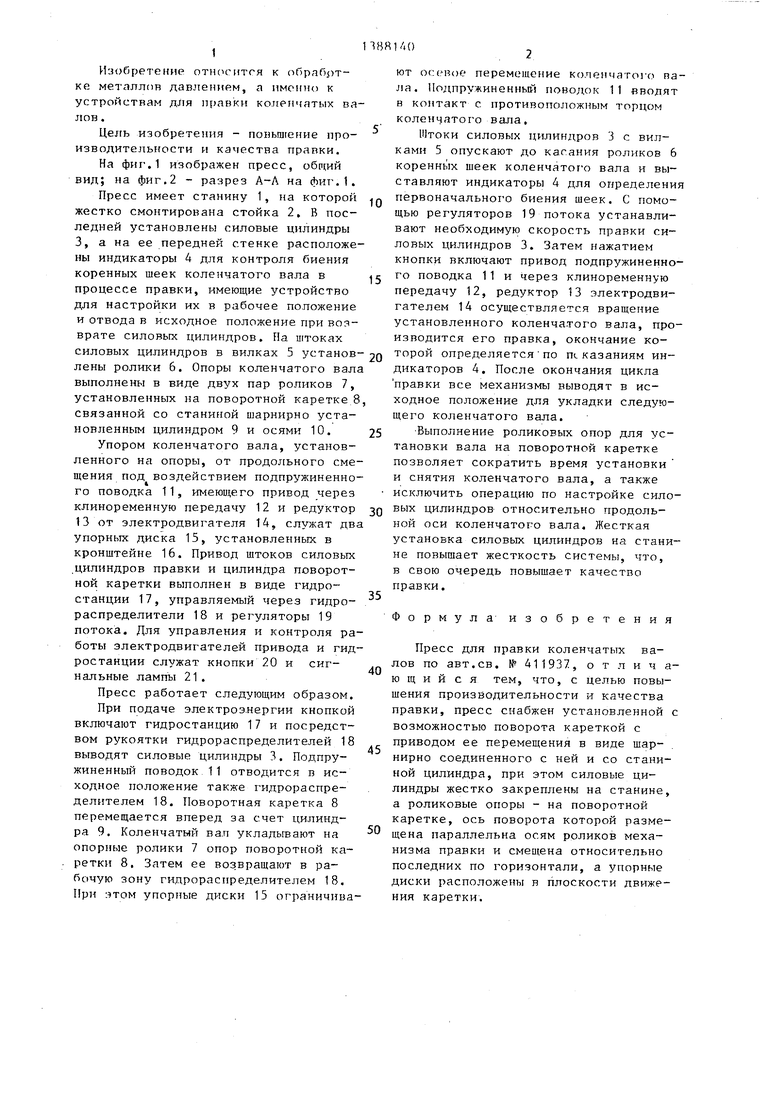
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС ДЛЯ ПРАВКИ КОЛЕНЧАТЫХ ВАЛОВ | 1971 |
|
SU411937A1 |
| Пресс для правки валов | 1985 |
|
SU1299644A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРАВКИ | 1969 |
|
SU233419A1 |
| Способ правки коленчатых валов и устройство для его осуществления | 1990 |
|
SU1838017A3 |
| СПОСОБ ПРАВКИ КОЛЕНЧАТЫХ ВАЛОВ | 1989 |
|
RU2007476C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ В ЦЕНТРАХ ТЕЛ С ПАРАЛЛЕЛЬНО СМЕЩЕННЫМИ ОСЯМИ ВРАЩЕНИЯ | 1993 |
|
RU2049597C1 |
| Пресс для правки валов | 1986 |
|
SU1424906A1 |
| Способ правки коленчатых валов | 1985 |
|
SU1289897A1 |
| Пресс для правки валов | 1986 |
|
SU1323162A2 |
| СПОСОБЫ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ КОРЕННЫХ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 2002 |
|
RU2303510C2 |
Изобретение относится к обработке металлов давлением, точнее к устройствам для правки валов. Цель - повышение производительности и качества правки. Пресс содержит силовые цилиндры 3, опоры коленчатого вала (КБ) в виде двух пар роликов 7, смонтированных на поворотной каретке 8.Для фиксации KB предусмотрены упорные диски. После установки KB на опорных роликах 7 штоки силовых ци- . линдров опускают до касания роликами 6 коренных шеек КВ. Индикаторы 4 выставляют для определения первоначального биения шеек. При вращении КБ производится его правка. 2 ил.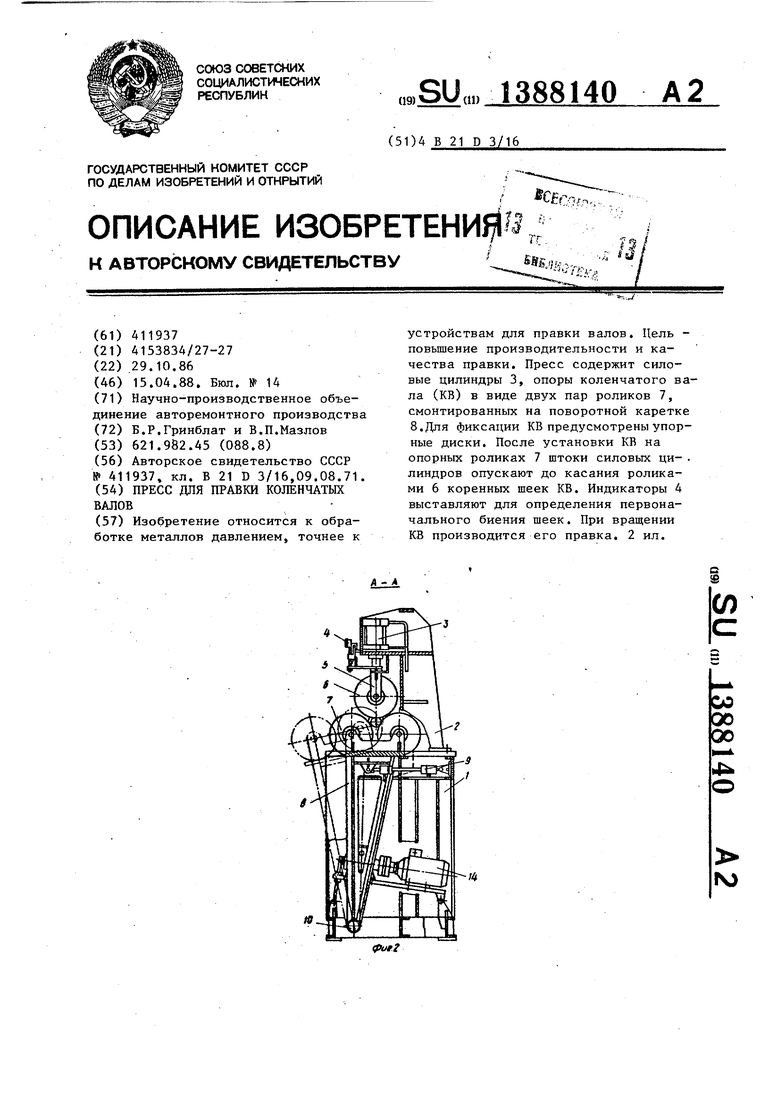
а
сл
ГЧ)
И:и)бре7 ение отнечмптя к обрябрт- ке металлов давленмкм, а имспш) к устройствам дЛя правки ко.пенчатых валов .
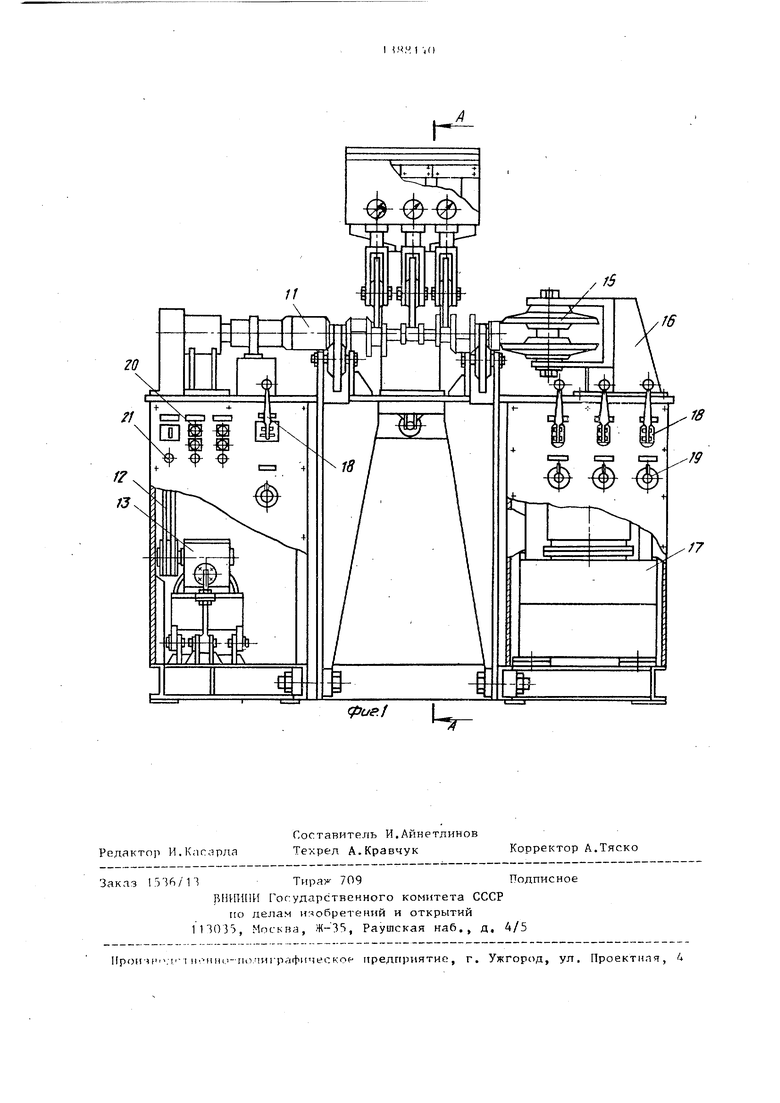
Цель изобретения - повьш1ение производительности и качества правки. На фиг ,1 изображен пресс, общий вид; на фиг,2 - разрез А-Л на фит .1. Пресс имеет станину 1, на которой жестко смонтирована стойка 2, В последней установлены силовые цилиндры 3, а на ее передней стенке расположены индикаторы 4 для контроля биения коренных шеек коленчатого вала в процессе правки, имеющие устройство для настройки их в рабочее положение и отвода в исходное положение при воя- врате силовых цилиндров, Fla штоках
силовых цилиндров в вилках 5 установ-2о торой определяетсяпо показаниям ин- лены ролики 6, Опоры коленчатого вала дикаторов 4, После окончания цикла
выполнены в виде двух пар роликов 7, установленных на поворотной каретке 8 связанной со станиной шарнирно установленным цилиндром 9 и осями 10,
Упором коленчатого вала, установленного на опоры, от продольного смещения под воздействием подпружиненного поводка 11, имеющего привод через клиноременную передачу 12 и редуктор 13 от электродвигателя 14, служат два упорных диска 15, установленных в кронщтейне 16, Привод щтоков силовых .цилиндров правки и цилиндра поворотной каретки выполнен в виде гидростанции 17, управляемый через гидрораспределители 18 и регуляторы 19 потока. Для управления и контроля работы электродвигателей привода и гидростанции служат кнопки 20 и сигнальные лампы 21,
Пресс работает следующим образом, При подаче электроэнергии кнопкой включают гидростанцию 17 и посредством рукоятки гидрораспределителей 18 выводят силовые цилиндры 3, Подпружиненный поводок 11 отводится в исходное положение также гидрораспределителем 18, Поворотная каретка 8 перемещается вперед за счет цилиндра 9, Коленчатый вал укладывают на опорные ролики 7 опор поворотной каретки 8, Затем ее возвращают в рабочую зону гидрораспределителем 18, При этом упорные диски 15 ограничива
ют осевое перемещение коленчатого вала. Подпружиненный поводок 11 вводят в контакт с противоположным торцом коленчатого вала.
Штоки силовых цилиндров 3 с вилками 5 опускают до касания роликов 6 коренных шеек коленчатог о вала и выставляют индикаторы 4 для определения первоначального биения шеек. С помощью регуляторов 19 потока устанавливают необходимую скорость правки силовых цилиндров 3, Затем нажатием кнопки включают привод подпружиненного поводка 11 и через клиноременную передачу 12, редуктор 13 электродвигателем 14 осуществляется вращение установленного коленчатого вала, производится его правка, окончание ко5
5
о
0
5
0
правки все механизмы выводят в исходное положение для укладки следующего коленчатого вала,
Выполнение роликовых опор для установки вала на поворотной каретке позволяет сократить время установки и снятия коленчатого вала, а также исключить операцию по настройке силовых цилиндров относительно продольной оси коленчатого вала. Жесткая установка силовых цилиндров на станине повышает жесткость системы, что, в свою очередь повышает качество правки.
Формула изобретения
Пресс для правки коленчатых валов по авт,св, № 411937, о т л и ч а- ю щ и и с я тем, что, с целью повышения производительности и качества правки, пресс снабжен установленной с возможностью поворота кареткой с приводом ее перемещения в виде шарнирно соединенного с ней и со станиной цилиндра, при этом силовые цилиндры жестко закреплены на станине, а роликовые опоры - на поворотной каретке, ось поворота которой размещена параллельна осям роликов механизма правки и смещена относительно последних по горизонтали, а упорные диски расположены в плоскости движения каретки.
жЖ
/5
| ПРЕСС ДЛЯ ПРАВКИ КОЛЕНЧАТЫХ ВАЛОВ | 1971 |
|
SU411937A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
