Изобретение относится к оборудованию для обработки металлов давлением и может быть использовано для правки длинномерных деталей, например коленчатых валов.
Цель изобретения - повьшение точности правки.
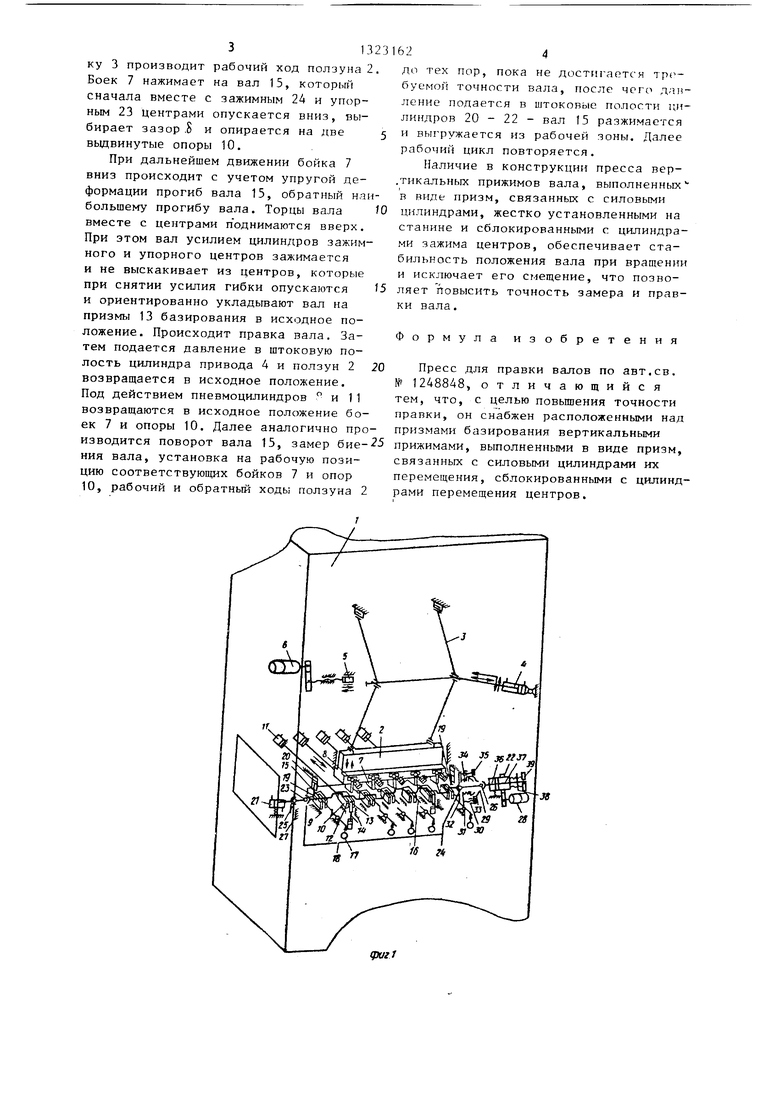
На фиг. 1 показана кинематическая схема пресса для правки валов; на фиг. 2 - расположение вала прижимного устройства; на фиг. 3 - сечение А-А на фиг. 2.
Пресс для правки валов имеет станину 1, ползун 2 с колено-рычажной подвеской 3, дилиндр привода 4 и ре- гулируемьп упор 5 с шаговым приводом 6. На ползуне 2 установлены выВал 15 устанавливается на призмы 13 базирования. Одновременно в поршневые полости цилиндров 21, 22 и 20 подается давление. Под действием давления дилиндров 21 левый упорный центр 23 упирается в упор 27. Правый зажимной центр 24, имея меньшее усилие, своим фланцем 30 и фрикционным
руется в осевом положении по отношению к выдвижным бойкам 7 и опорам 10 и одновременно призмами 19- прижимаетдвижные бойки 7 с приводами от пневмо
цилиндров 8. На столе 9 станины 1 ус-20 элементом 31 прижимает вал килевому тановлены выдвижные опоры 10 с приво- центру 23. Вал 15 зажимается, центри- дами от пневмоцилиндров 11 .
Выдвижные опоры 10 имеют вертикальные пазы 12, в которых установле- ,ны две подпружиненные в вертикальном 25 .. призмам 13 базирования.
Включается привод 28 поворота вала. Фрикционный элемент 31 под действием пружин 34 передает крутящий момент на вал 15.
Под действием усилия силовых цилиндров 20 прижима вал 15 плотно прилегает к призмам 13 базирования, что позволяет исключить пережим и
направлении призмы 13 базирования, взаимодействующие с жестким упором 14 и с валом 15 так, что между валом 15 и опорами 10 образован зазор S . Б пазах остальных опор 10 установлены щупы 16 датчиков 17 измерительной системы 18. Вал 15 расположен на призмах 13 базирования и прижимается сверху призмами 19, связанными
30
„„смещение поверхности вала 15 относис силовыми цилиндрами 20. жестко ус- .,,«те
35 тельно призм 13 базирования при повотановленными на станине 1 и пневматироте, при этом торць вала вместе с чески сблокированными с цилиндрами Z1
торцовыми отверстиями эксцентрично
и 22 перемещения центров 23 и 24.
Торцы вала 15 поджимаются подпружиненными в вертикальном положении упорным 23 и зажимным 24 центрами, установленными в сферических опорах 25 и 26 и выполненными в виде сферических поверхностей. Левый упорный центр 23 приводится в действие цилиндром 21 с большим диаметром и взаимодействует с жестким упором 27. Правый зажимной центр 24 приводится в действие с помощью пневмоцилиндсмещаются относительно призм 13, а центры 23 и 24 и фрикционный элемент 4031, телескопически поворачиваясь в сферических опорах 25 и 26, следуют за торцами вала 15.
Щупы 16 передают показания биений 5 вала 15 на датчики 17 измерительной системы 18.
Наибольший прогиб вала с помощью приводного центра 24 устанавливается в верхнем положении. Под действием пневра 22 с меньшим диаметром и имеет Q моцилиндров 8 и 11 на рабочую позицию привод 28 поворота вала 15. Корпус 29 вьщвигаются боек 7 и две опоры 10.
зажимного центра 24 имеет фланец 30 с фрикционным элементом 31, взаимодействующим с торцом 32 вала 15. Фрикционный элемент 31 установлен в сферической опоре 33 и подпружинен пружиной 34 в .осевом направлении. Фланец 30 имеет винты 35, взаимодействующие с фрикционным элементом 31 и пру
жиной 34. Зажимной пневмоцилиндр 22 соосно штоку 36 имеет дополнительно шток 37, на внешней части которого закреплена траверса 38 с винтами 39, взаимодействующими с корпусом зажимного пневмоцилиндра 22.
В исходной положении ползун 2 находится в верхнем положении. Бойки 7 и опоры 10 выдвинуты из рабочей зоны пресса.
Пресс работает следующим образом.
Вал 15 устанавливается на призмы 13 базирования. Одновременно в поршневые полости цилиндров 21, 22 и 20 подается давление. Под действием давления дилиндров 21 левый упорный центр 23 упирается в упор 27. Правый зажимной центр 24, имея меньшее усилие, своим фланцем 30 и фрикционным
элементом 31 прижимает вал килевому центру 23. Вал 15 зажимается, центри-
руется в осевом положении по отношению к выдвижным бойкам 7 и опорам 10 и одновременно призмами 19- прижимаетэлементом 31 прижимает вал килевому центру 23. Вал 15 зажимается, центри-
.. призмам 13 базирования.
смещаются относительно призм 13, а центры 23 и 24 и фрикционный элемент 31, телескопически поворачиваясь в сферических опорах 25 и 26, следуют за торцами вала 15.
Щупы 16 передают показания биений вала 15 на датчики 17 измерительной системы 18.
Наибольший прогиб вала с помощью приводного центра 24 устанавливается в верхнем положении. Под действием пнев55
С помощью шагового привода 6 регулируемый упор 5 устанавливается в положение, соответствующее рабочему ходу ползуна 2 при установленном прогибе вала 15.
Давление подается в поршневую полость цилиндра привода 4, ползуна 2, которьш через колено-рычажную подвес31323
ку 3 производит рабочий ход ползуна 2. Боек 7 нажимает на вал 15, которьй сначала вместе с зажимным 24 и упорным 23 Центрами опускается вниз, выбирает зазор .S и опирается на две 5 вьщвинутые опоры 10.
При дальнейшем движении бойка 7 вниз происходит с учетом упругой деформации прогиб вала 15, обратный наи- большеьту прогибу вала. Торцы вала Ш вместе с центрами п однимаются вверх. При этом вал усилием цилиндров зажимного и упорного центров зажимается и не выскакивает из центров, которые при снятии усилия гибки опускаются 5 и ориентированно укладьтают вал на призмы 13 базирования в исходное положение. Происходит правка вала. Затем подается давление в штоковую полость цилиндра привода 4 и ползун 2 20 возвращается в исходное положение. Под действием пневмоцилиндров и 11 возвращаются в исходное положение боек 7 и опоры 10. Далее аналогично производится поворот вала 15, замер бие-- ния вала, установка на рабочую позицию соответствующих бойков 7 и опор 10, рабочий и обратный ходы ползуна 2
24
до тех пор, пока не достигается требуемой точности вала, после чего даи- ление подается в штоковые полости линдров 20 - 22 - вал 15 разжимается и выгружается из рабочей зоны. Далее рабочий цикл повторяется.
Наличие в конструкции пресса вер- тикальных прижимов вала, выполненных в виде призм, связанных с силовыми цилиндрами, жестко установленными на станине и сблокированными с цилиндрами зажима центров, обеспечивает стабильность положения вала при вращении и исключает его смещение, что позволяет Повысить точность замера и правки вала.
Формула изобретения
Пресс для правки валов по авт.св. № 1248848, отличающийся тем, что, с целью повьщ1ения точности прапки, он снабжен расположенными над призмами базирования вертикальными прижимами, выполненными в виде призм, связанных с силовыми цилиндрами юс перемещения, сблокированными с цилиндрами перемещения центров.
фаг Г
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для правки валов | 1986 |
|
SU1342557A2 |
| Пресс для правки валов | 1984 |
|
SU1248848A1 |
| Пресс для правки валов | 1986 |
|
SU1424906A1 |
| Устройство для правки цилиндрических изделий | 1976 |
|
SU880552A1 |
| Устройство для правки цилиндрических изделий | 1974 |
|
SU489555A1 |
| Устройство для правки цилиндри-чЕСКиХ издЕлий | 1978 |
|
SU795618A1 |
| Установка для резки листового материала | 1985 |
|
SU1271682A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРАВКИ | 1969 |
|
SU233419A1 |
| Металлорежущий станок | 1985 |
|
SU1278108A1 |
| "Устройство для смены инструмента | 1978 |
|
SU682316A1 |
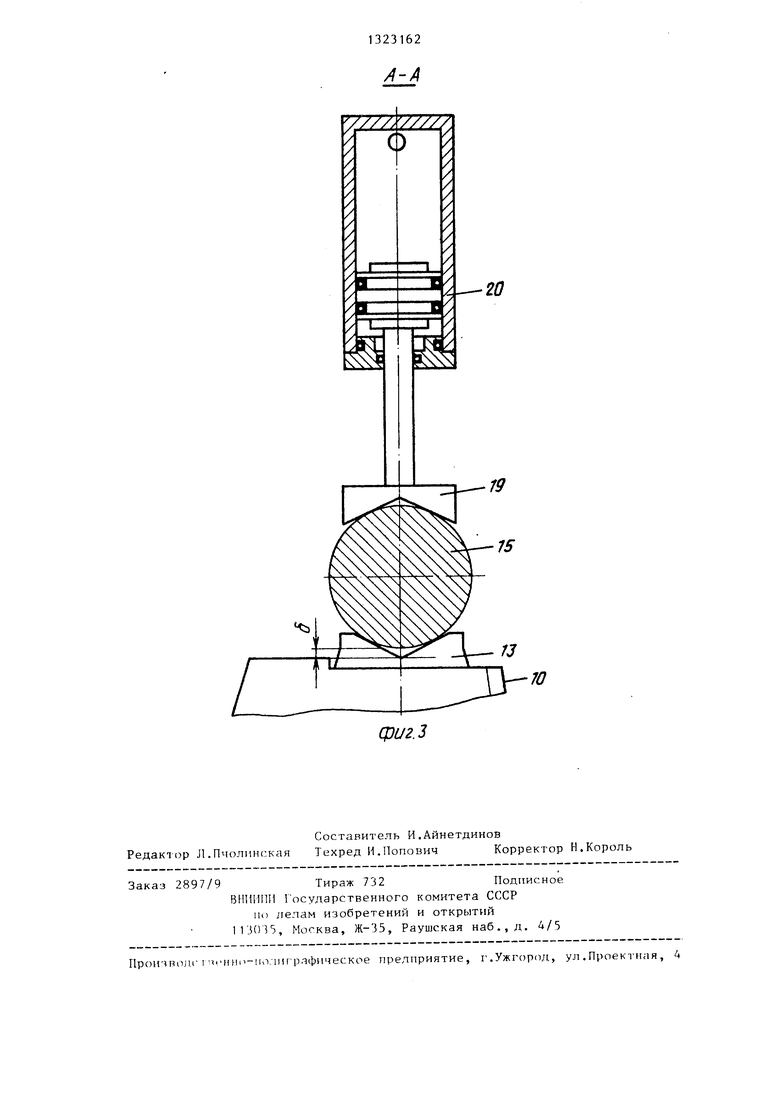
Изобретение относится к области обработки металлов давлением и может быть использовано в прессах для правки длинномерных деталей, например коленчатых валов. Цел ь изобретения - повьшение точности правки вала. Вал (В) 15 устанавливают при правке на призмы (П) 13 и зажимают центрами 23 и 24. Затем В 15 приводится во вращение . Под действием силовых цилиндров 20 П 19 плотно прижимают В 15 к П 13, и при повороте В 15 исключается смещение его поверхности относительно П 13. Щупы передают показания биений В 15 на датчики измерительной системы. В 15 наибольшим прогибом устанавливается в верхнее положение, и при опускании ползуна 2 боек 7 нажимает на В 15, производя прогиб, обратный наибольшему прогибу В 15. Происходит правка В 15. 3 ил. (Л 21 Фиг. 2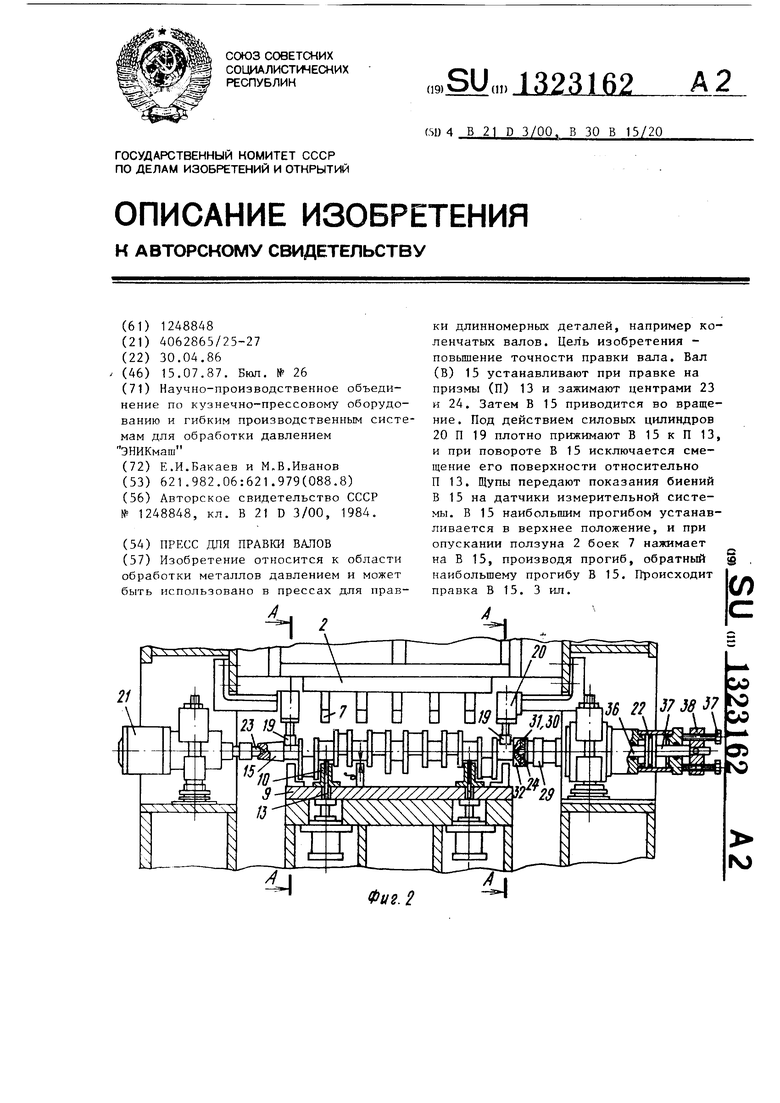
19
15
Составитель И.Айнетдинов Редакюр Л.Пчолинская Техред И.Попович Корректор Н.Король
Заказ 2897/9Тираж 732Подписное
ВШ1ИПИ Государстве п1ого комитета СССР
по лелам изобретений и открытий irjOlS, Москва, Ж-35, Раушская наб.,д. 4/5
Проичводс-I п. пно-иолиграфическое предприятие, г.Ужгород, ул .Проектная, 4
фиг.З
| Пресс для правки валов | 1984 |
|
SU1248848A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
