00 СХ) 00
О5
;о
Изобретение относится к обработке материалов давлением, в частности к способам изготовления пружинных деталей из проволоки, и может быть использовано в мебельной, автомобильной, строительной и др. промышленности.
Цель изобретения - расширение технологических возможностей.
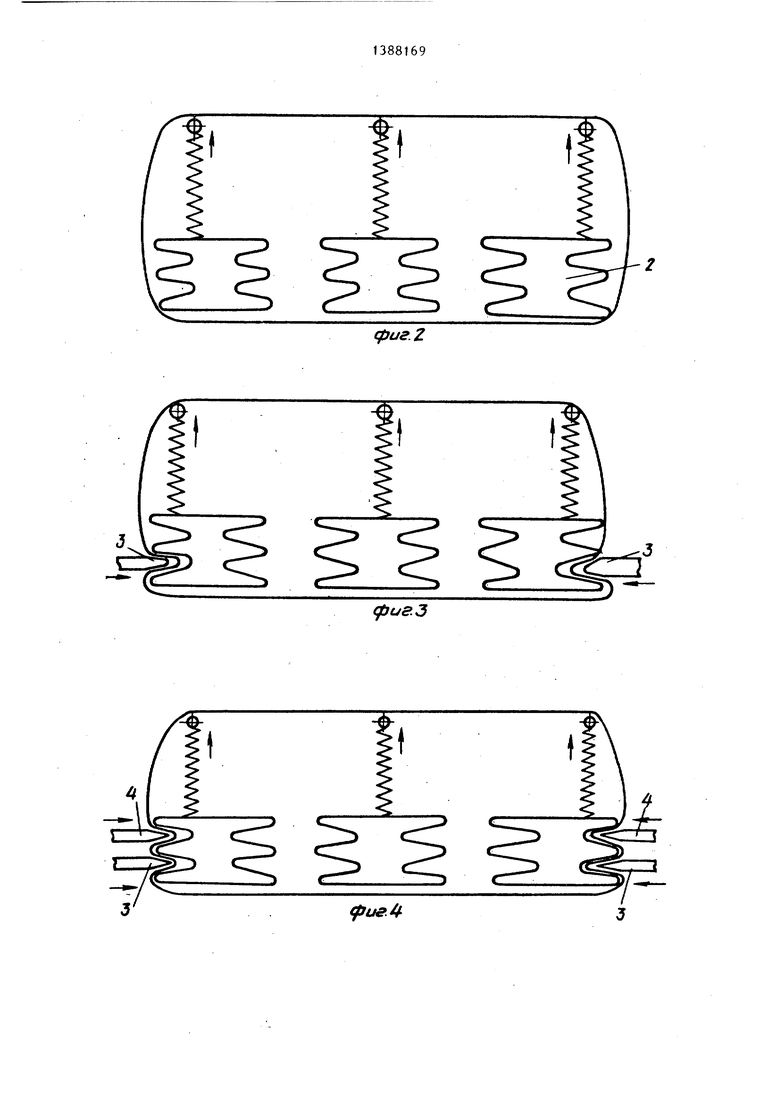
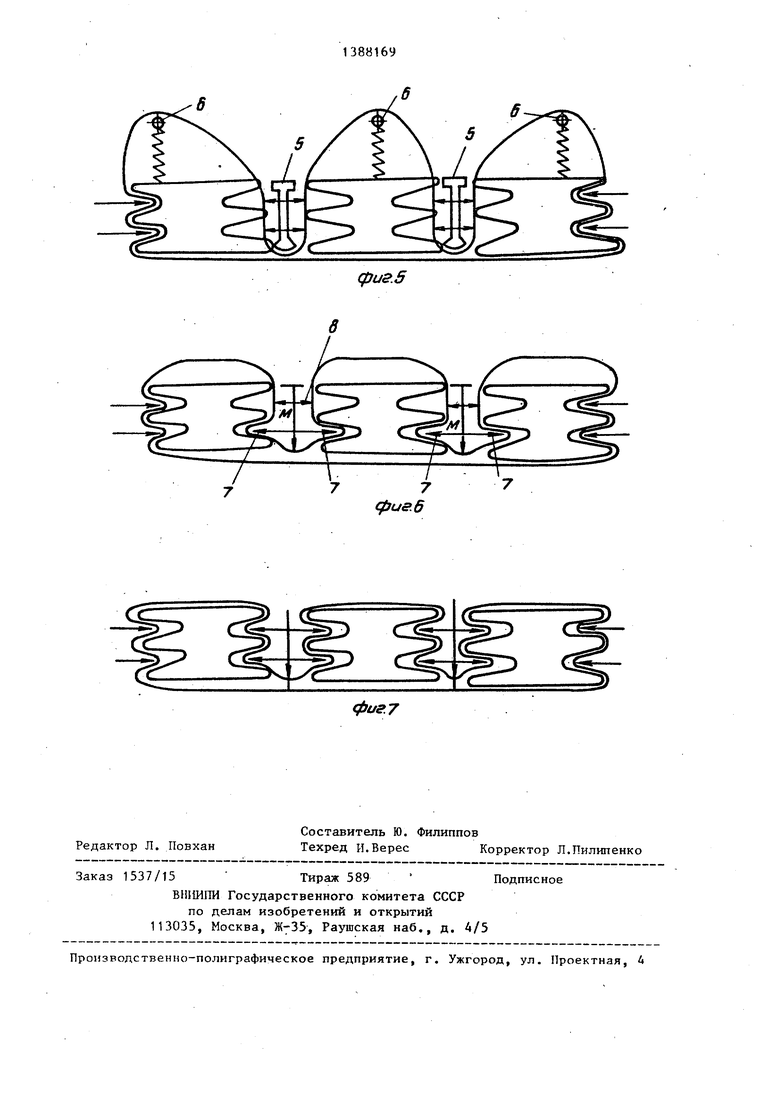
На фиг. 1 изображена навивка витков; на фиг. 2 - размещение формовочного инструмента в заготовке; на фиг. 3 и 4 - начало формообразования наружных боковых поверхностей заготовки; на фиг. 5 - разделение навитой заготовки на части; на фиг. 6 и
7- формообразование внутренних поверхностей соседних блоков.
При осуществлении первой технологической операции на оправку определенной формы наматывают нужное количество витков проволоки 1 с заданным шагом в один слой (фиг.1).
8качестве оправки может быть исполь зована часть матрицы 2, применяемой для формообразования пружинного блока (фиг.2). Последующую формовку пружинного блока осуществляют в три этапа. На первом этапе формообразования полученную заготовку начинают деформировать с помощью двух нижних пуансонов 3 (фиг.З), а заканчивают формообразование наружных боковых поверхностей двумя верхними пуансонами 4 (фиг.4), которые удерживают заготовку в зажатом состоянии до окончания всего процесса.
На-втором этапе формообразуются части пружинного блока, для чего под вижные пуансоны 5 формуют заготовку вовнутрь будущего блока, сближая верхние и нижние части витков (фиг.З
.
0
5
0
5
0
0
5
После этого убираются подпружиненные оси 6 и начинается заключительный этап формообразования пружинных блоков из проволоки.
Заготовку начинают деформировать нижние подвижные пуансоны 7 (фиг.6), а заканчивается формообразование верхними подвижными пуансонами 8 (фиг.7).
После завершения процесса формообразования пружинных деталей все подвижные пуансоны убираются в исходное положение, а готовый полуфабрикат удаляется (снимается) с матрицы.
Затем пружинные блоки растягивают до нужных размеров. После этого пружинный блок термообрабатывают и получают готовое изделие.
Формула изобретения
Способ изготовления пружинных деталей путем навивки на оправку и последующей формовки с помощью фасонных многорадиусных матриц и пуансо- нов, отличающийся тем, что, с целью расширения технологических возможностей путем получения пружинного блока, состоящего по меньшей мере из двух однотипных пружинных элементов, формовку осуществляют в три этапа, на первом из которых формуют наружные боковые поверхности заготовки, затем производят разделение полученной навивкой заго- товки на части, сближая верхние и нижние стороны витков и образуя при этом боковые поверхности соседних пружинных элементов, после чего производят формовку боковых поверхностей соседних элементов.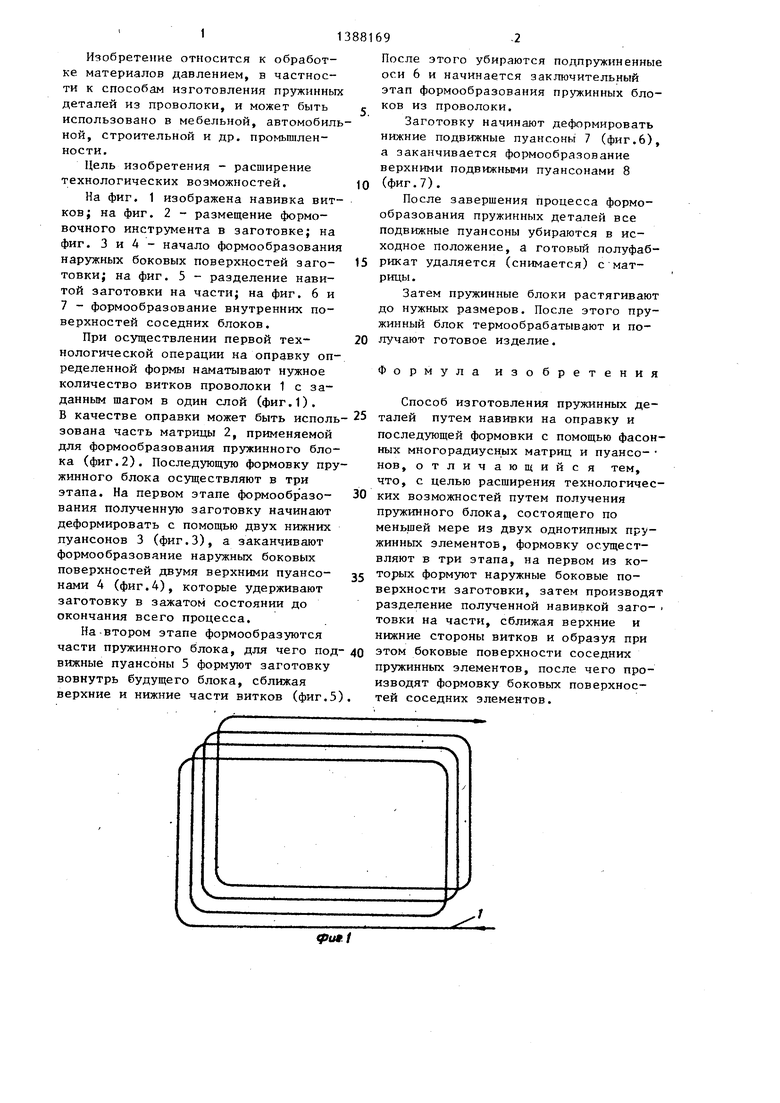
| название | год | авторы | номер документа |
|---|---|---|---|
| ПУАНСОН ДЛЯ ФОРМОВКИ ОБОЛОЧЕК | 2006 |
|
RU2339480C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЭЛАСТИЧНОЙ СРЕДОЙ ЛИСТОВЫХ ДЕТАЛЕЙ С ЭЛЕМЕНТАМИ ТИПА "ПОДСЕЧКА" | 2017 |
|
RU2684130C1 |
| СПОСОБ НАВИВКИ ПРУЖИН С ФИГУРНЫМИ КОНЦАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2147964C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ГОФРИРОВАНИЯ РУЛОННОГО МАТЕРИАЛА | 2007 |
|
RU2357828C1 |
| Автомат для навивки пружин с фигурными концами | 1983 |
|
SU1125083A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ДВУХ СКЛЕИВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2086337C1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЯ С ОСЕСИММЕТРИЧНЫМ ФЛАНЦЕМ ИЗ ТРУБНОЙ ЗАГОТОВКИ | 2014 |
|
RU2572686C1 |
| ПРУЖИНОНАВИВОЧНЫЙ АВТОМАТ, ЕГО МЕХАНИЗМЫ РУБКИ, ОБРАЗОВАНИЯ УЗЛА, ПЕРЕМЕЩЕНИЯ ЗАГОТОВОК (ВАРИАНТЫ), ИХ УСТРОЙСТВА ЗАХВАТОВ, ПОДВИЖКИ, ОРИЕНТАЦИИ, ЗАЖИМА, КУЛАЧКОВЫЕ СРЕДСТВА | 2002 |
|
RU2199412C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕБЕЛИ И ДЕТАЛЕЙ, УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ И ДЕТАЛЬ МЕБЕЛИ | 1992 |
|
RU2106250C1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
Изобретение относится к области обработки металлов давлением, в частности к изготовлению пружинных деталей из проволоки, и позволяет расширить технологические возможности. Пружинные детали из проволоки изготавливаются на первой операции навивкой проволоки на оправку, а затем за три этапа формообразуют пружинный блок. На первом зтапе формообразуют боковые поверхности заготовки, на втором производят разделение заготовки на части, сближая верхние и нижние стороны витков и образуя при зтом боковые поверхности соседних пружинных элементов, а на заключительном этапе формообразуют боковые поверхности соседних элементов. 7 ил.
(fjue.Z
(jfjua3
tfJuff4
gjus.s
(риг. 6
фиг 7
| Способ изготовления пружинных деталей из проволоки | 1976 |
|
SU598676A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
