(Л
6 ю
со 00
00 1чЭ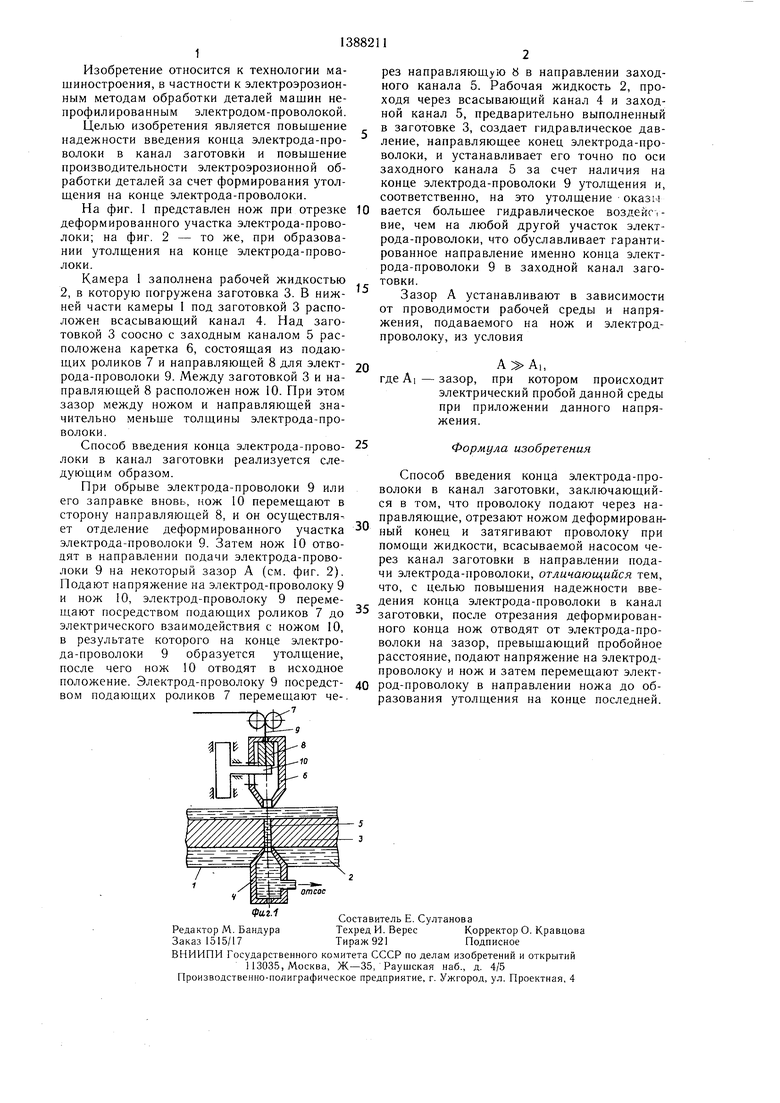
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электроэрозионной обработки электродом-проволокой | 1985 |
|
SU1291316A1 |
| Способ одновременной электроэрозионной обработки взаимно сопрягаемых деталей | 1991 |
|
SU1780951A1 |
| Способ ликвидации короткого замыкания электродов при электроэрозионной обработке и устройство для его осуществления | 1980 |
|
SU884930A1 |
| Способ электроэрозионной обработки | 1987 |
|
SU1562076A1 |
| Способ электроэрозионного вырезания | 1976 |
|
SU622617A1 |
| Устройство для электроэрозионной обработки | 1983 |
|
SU1126399A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ЗАПРАВКИ ЭЛЕКТРОДА-ПРОВОЛОКИ В ЭЛЕКТРОЭРОЗИОННЫХ ВЫРЕЗНЫХ СТАНКАХ | 1995 |
|
RU2094186C1 |
| Направляющее устройство для проволочного электрода | 1977 |
|
SU738813A1 |
| Способ электроэрозионного вырезания | 1978 |
|
SU709305A1 |
| Способ электроэрозионной обработки | 1977 |
|
SU738810A1 |
Изобретение относится к технологии машиностроения, в частности к электроэрозионным методам обработки деталей машин непрофилированным электродом-проволокой. Пель изобретения - повышение надежности введения конца электрода-проволоки в канал заготовки и повышение производительности электроэрозионной обработки за счет формирования на конце электрода-проволоки утолшения. При обрыве электрода-проволоки обрезают ножом 10 деформированный участок с последуюшим отводом ножа 10 на зазор, превышающий пробойное расстояние, после чего на нож и электрод-проволоку подают напряжение и перемещают последнюю посредством роликов 7 до электрического взаимодействия с ножом 10, в результате чего образуется необходимое утолщение. Рабочая жидкость, всасываемая сквозь канал, сходясь по направлению к входу в канал, оказывает большее гидравлическое давление на конец с утолщением, чем на другие участки проволоки, надежно направляя его в канал заготовки. 2 ил. SP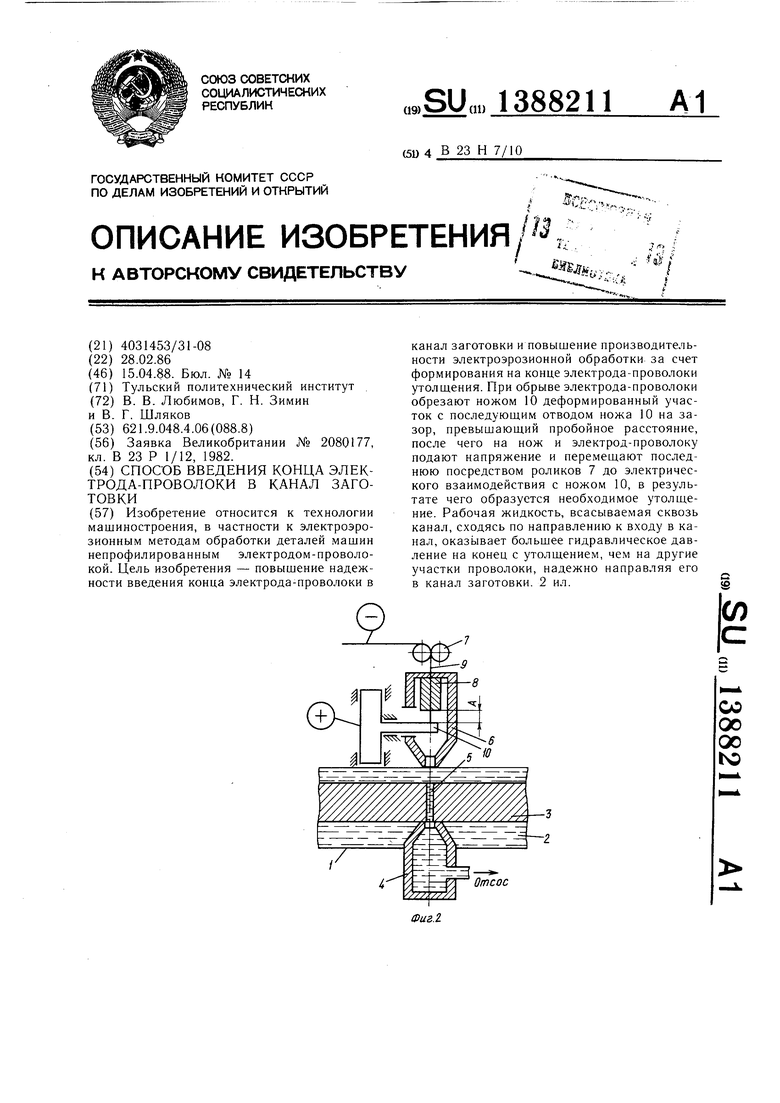
Отсос
Изобретение относится к технологии машиностроения, в частности к электроэрозионным методам обработки деталей машин непрофилированным электродом-проволокой.
Целью изобретения является повышение надежности введения конца электрода-проволоки в канал заготовки и повышение производительности электроэрозионной обработки деталей за счет формирования утол- ш,ения на конце электрода-проволоки.
рез направляющею и в направлении заход- ного канала 5. Рабочая жидкость 2, проходя через всасывающий канал 4 и заход- ной канал 5, предварительно выполненный в заготовке 3, создает гидравлическое давление, направляющее конец электрода-проволоки, и устанавливает его точно по оси заходного канала 5 за счет наличия на конце электрода-проволоки 9 утолщения и,
IJ , , --соответственно, на это утолщение оказы
На фиг. I представлен нож при отрезке 10 вается большее гидравлическое воздей-,- деформированного участка электрода-прово- вие, чем на любой другой участок элект- локи; на фиг. 2 то же, при образова- рода-проволоки, что обуславливает гаранти- нии утолщения на конце электрода-прово- рованное направление именно конца элект ° { ,,„„ 1 рода-проволоки 9 в заходной канал загоКамера 1 заполнена рабочей жидкостью товки
2, в которую погружена заготовка 3. В ниж- 5 Зазор А устанавливают в зависимости ней части камеры 1 под заготовкой 3 распо- ..
ложен всасывающий канал 4. Над заготовкой 3 соосно с заходным каналом 5 расположена каретка 6, состоящая из подающих роликов 7 и направляющей 8 для элект- jQ рода-проволоки 9. Между заготовкой 3 и направляющей 8 расположен нож 10. При этом зазор между ножом и направляющей значительно меньше толщины электрода-проволоки.
Способ введения конца электрода-прово- 25 локи в канал заготовки реализуется следующим образом.
При обрыве электрода-проволоки 9 или
его заправке вновь, нож 10 перемещают в
г о,, , 41W iiL/uoujiuKv нилают чепрч нясторону направляющей 8, и он осуществля-,правляющие, отрезают ножом деформированет отделение деформированного участка30 ,,,й ,„,ц Затягивают проволоку при
электрода-проволоки 9. Затем нож 10 отво-
дят в направлении подачи электрода-проволоки 9 на некоторый зазор А (см. фиг. 2). Подают напряжение на электрод-проволоку 9
и нож 10, электрод-проволоку 9 переме-дения конца электрода-проволоки в канат
щают посредством подающих роликов 7 до35 заготовки, после отрезания деформирован
электрического взаимодействия с ножом 10,ного конца нож отводят от электрода пров результате которого на конце электро-волоки на зазор, превышающий пробойное
, -- -.--; гог;г7 :егг :-
tEl-9
I
от проводимости рабочей среды и напряжения, подаваемого на нож и электрод- проволоку, из условия
А AI,
где AI-зазор, при котором происходит электрический пробой данной среды при приложении данного напряжения.
Формула изобретения
Способ введения конца электрода-проволоки в канал заготовки, заключающийся в том, что проволоку подают через напомощи жидкости, всасываемой насосом через канал заготовки в направлении подачи электрода-проволоки, отличающийся тем, что, с целью повышения надежности введения конца электрода-проволоки в канал
отсос
Зазор А устанавливают в зависимости ..
,, , 41W iiL/uoujiuKv нилают чепрч няправляющие, отрезают ножом деформированот проводимости рабочей среды и напряжения, подаваемого на нож и электрод- проволоку, из условия
А AI,
где AI-зазор, при котором происходит электрический пробой данной среды при приложении данного напряжения.
Формула изобретения
Способ введения конца электрода-проволоки в канал заготовки, заключающийся в том, что проволоку подают через на ,,,й ,„,ц Затягивают проволоку при
дения конца электрода-проволоки в канат
заготовки, после отрезания деформирован
помощи жидкости, всасываемой насосом через канал заготовки в направлении подачи электрода-проволоки, отличающийся тем, что, с целью повышения надежности введения конца электрода-проволоки в канал
| КАТАЛИЗАТОР СЕЛЕКТИВНОГО ВОССТАНОВЛЕНИЯ ОКСИДОВ АЗОТА МЕТАНОМ | 1995 |
|
RU2080177C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
