Известен многокоординатный станок- автомат для сварки и наплавки изделий сложной конфигурации. Станок-автомат У- 61 V класса с импульсно-шаговой системой числового программного управления предназначен для дуговой сварки изделий, имеющих сложный контур, свариваемых швов. Рабочим органом станка является перемещающаяся сварочная головка, а изделие закреплено на планшайбе двухкоординатного стола.
Недостатком данного станка является сложность конструкции и аппаратуры управления, трудоемкость работ по подготовке и изготовлению программ и необходимость точной позиционной ориентации изделия относительно начала координат, т.е. точной установки изделия, что снижает производительность и ограничивает область применения систем ЧПУ в сварочном производстве.
Наиболее близким к предлагаемому является устройство для ориентации деталей под технологический инструмент содержа- щее установленную под углом поворотную планшайбу с упорами для йзДелия, причём упоры расположены на равном расстоянии от оси поворота планшайбы.
Недостатками известного устройства являются жесткое крепление обрабатываемой детали и невозможность сварки прямо- угольного коробчатого изделия без переналадки положения сварочной головки относительно изделия.
Цель изобретения - повышение производительности труда за счет исключения времени переналадки положения сварочной головки при сварке и крепления изделия на планшайбе позиционера.
Поставленная цель достигается тем, что в устройстве средства фиксации выполнены в виде пальцевых упоров, установленных в пазах планшайбы позиционера по углам вписанного во внутренний контур изделия .квадрата, сторона которого равна меньшей стороне внутреннего контура изделия, центр пересечения его диагоналей сойпада- ет с центром вращения планшайбы позиционера.
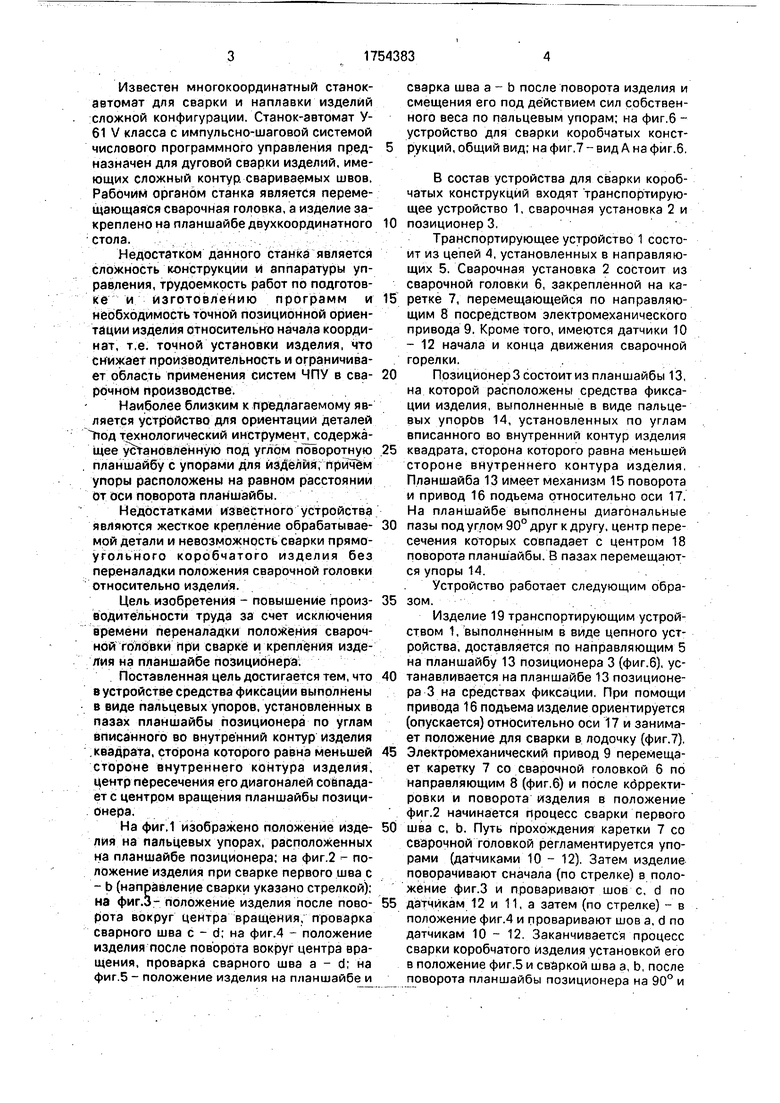
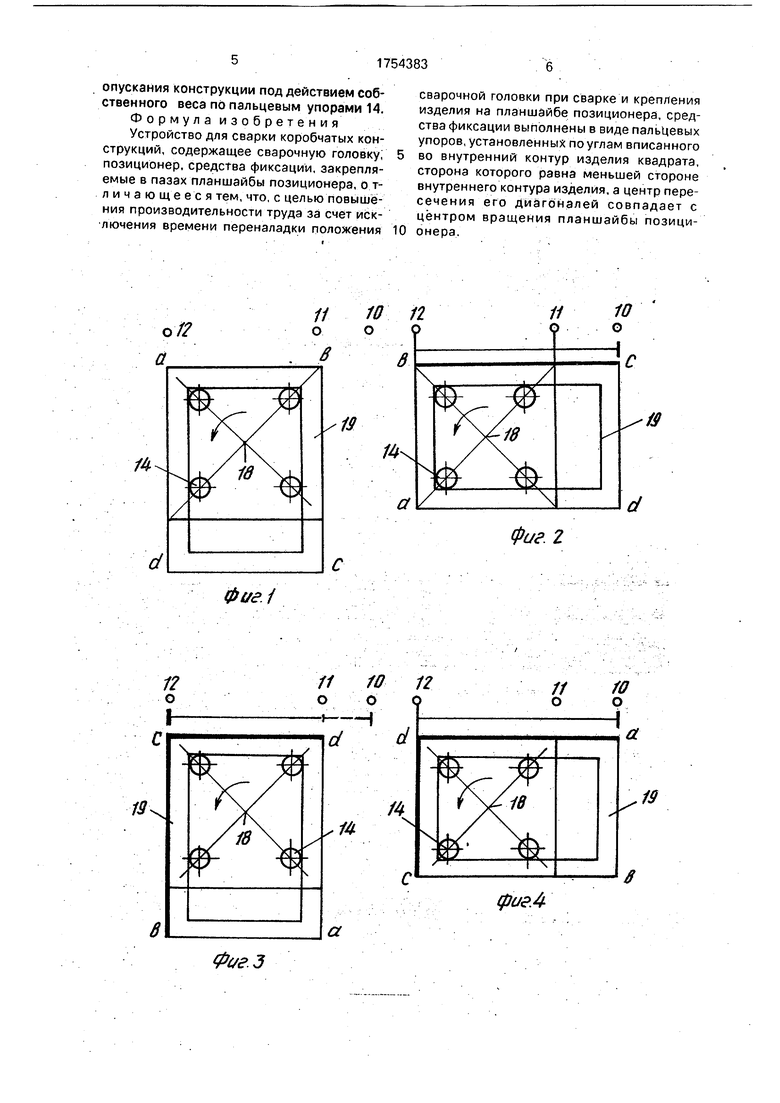
На фиг.1 изображено положение изделия на пальцевых упорах, расположенных на планшайбе позиционера; на фиг.2 - положение изделия при сварке первого шва с - b (направление сварки указано стрелкой); на фиг.З- положение изделия после поворота вокруг центра вращения, проварка сварного шва с - d; на фиг.4 - положение изделия после поворота вокруг центра вращения, проварка сварного шва а - d; на фиг.5 - положение изделия на планшайбе и
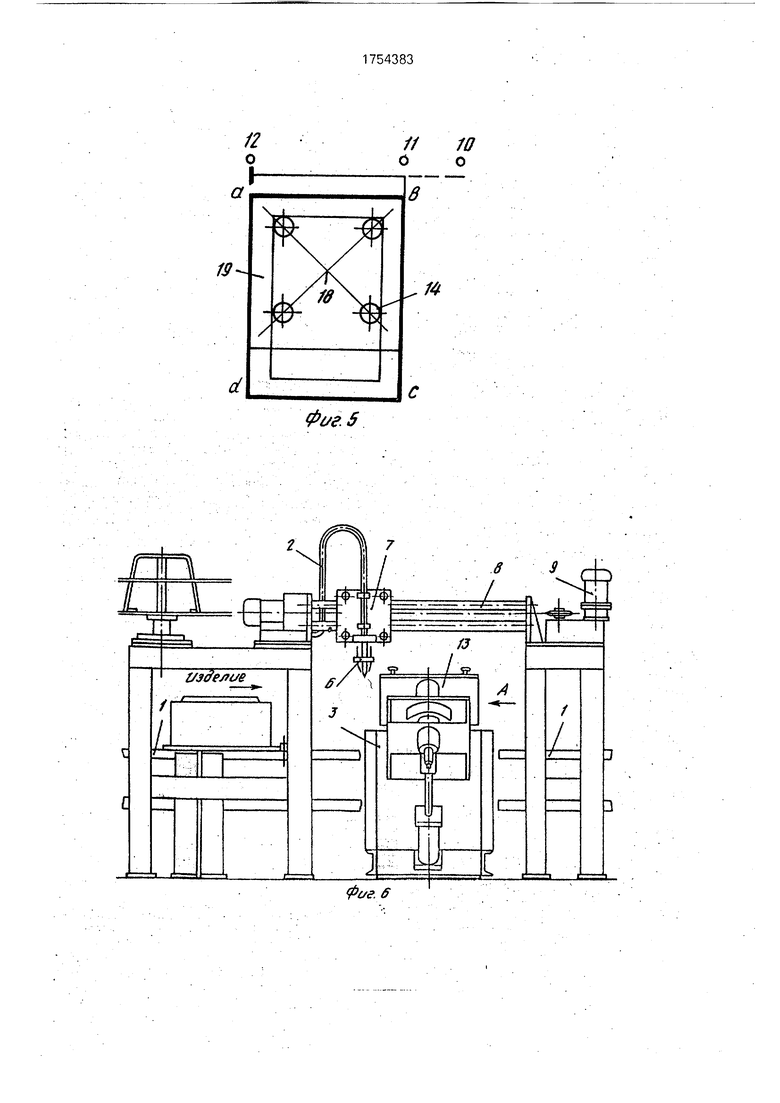
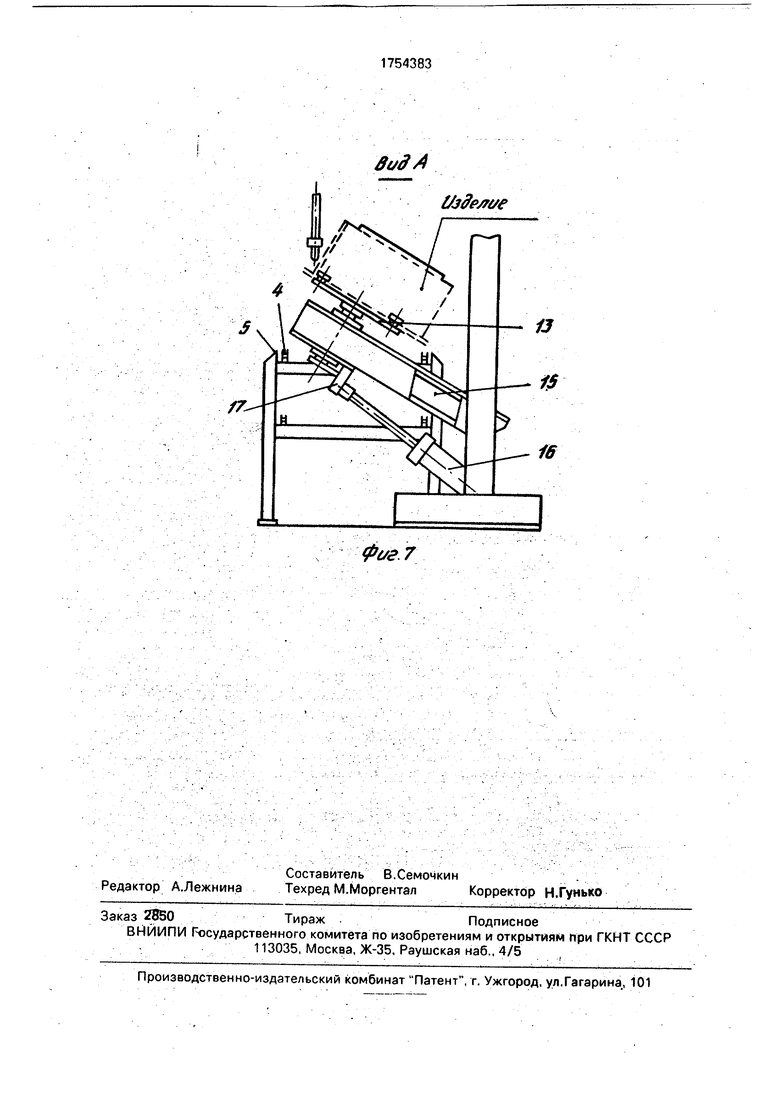
сварка шва а - b после поворота изделия и смещения его под действием сил собственного веса по пальцевым упорам; на фиг.6 - устройство для сварки коробчатых конст- рукций, общий вид; на фиг.7 - вид А на фиг.6.
В состав устройства для сварки коробчатых конструкций входят транспортирующее устройство 1, сварочная установка 2 и
позиционер 3,
Транспортирующее устройство 1 состоит из цепей 4, установленных в направляющих 5. Сварочная установка 2 состоит из сварочной головки 6, закрепленной на каретке 7, перемещающейся по направляющим 8 посредством электромеханического привода 9. Кроме того, имеются датчики 10 - 12 начала и конца движения сварочной горелки.
Позиционер 3 состоит из планшайбы 13, на которой расположены средства фиксации изделия, выполненные в виде пальцевых упоров 14, установленных по углам вписанного во внутренний контур изделия
квадрата, сторона которого равна меньшей стороне внутреннего контура изделия, Планшайба 13 имеет механизм 15 поворота и привод 16 подъема относительно оси 17, На планшайбе выполнены диагональные
пазы под углом 90° друг к другу, центр пересечения которых совпадает с центром 18 поворота планшайбы. В пазах перемещаются упоры 14.
Устройство работает следующим образом.
Изделие 19 транспортирующим устройством 1, выполненным в виде цепного устройства, доставляется по направляющим 5 на планшайбу 13 позиционера 3 (фиг.6), устанавливается на планшайбе 13 позиционера 3 на средствах фиксации. При помощи привода 16 подъема изделие ориентируется (опускается) относительно оси 17 и занимает положение для сварки в лодочку (фиг.7).
Электромеханический привод 9 перемещает каретку 7 со сварочной головкой 6 по направляющим 8 (фиг,6) и после кбрректи- ровки и поворота изделия в положение фиг.2 начинается процесс сварки первого
шва с, Ь. Путь прохождения каретки 7 со сварочной головкой регламентируется упорами (датчиками 10 - 12). Затем изделие поворачивают сначала (по стрелке) в положение фиг.З и проваривают шов с, d по
датчикам 12 и 11, а затем (по стрелке) - в положение фиг.4 и проваривают шов a, d по датчикам 10 - 12. Заканчивается процесс сварки коробчатого изделия установкой его в положение фиг.5 и сваркой шва а, Ь, после поворота планшайбы позиционера на 90° и
опускания конструкции под действием собственного веса по пальцевым упорами 14. Формула изобретения Устройство для сварки коробчатых конструкций, содержащее сварочную головку, позиционер, средства фиксации, закрепляемые в пазах планшайбы позиционера, о т- личающееся тем, что, с целью повышения производительности труда за счет исключения времени переналадки положения
сварочной головки при сварке и крепления изделия на планшайбе позиционера, средства фиксации выполнены в виде пальцевых упоров, установленных по углам вписанного во внутренний контур изделия квадрата, сторона которого равна меньшей стороне внутреннего контура изделия, а центр пересечения его диагоналей совпадает с центром вращения планшайбы позиционера.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для автоматической сварки замкнутых швов с радиусными скруглениями | 1982 |
|
SU1038161A1 |
| УЧАСТОК ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ СВАРНЫХ ИЗДЕЛИЙ | 2008 |
|
RU2378097C1 |
| УСТАНОВКА ДЛЯ СВАРКИ СЕКТОРОВ ОТВОДОВ ТРУБ | 2021 |
|
RU2780860C1 |
| Устройство для сборки и сварки изделий коробчатого сечения | 1984 |
|
SU1186447A1 |
| Устройство для дуговой автоматической сварки изделий с пространственно-криволинейными швами | 1986 |
|
SU1388247A1 |
| МАШИНА ДЛЯ МНОГОЭЛЕКТРОДНОЙ ТОЧЕЧНОЙ СВАРКИ КОРОБЧАТЫХ КОНСТРУКЦИЙ В ТРУДНОДОСТУПНЫХ МЕСТАХ | 1969 |
|
SU251111A1 |
| Установка для сборки и сварки стержневых элементов с соединительными накладками | 1980 |
|
SU897453A1 |
| Устройство для автоматической сварки угловых замкнутых швов | 1983 |
|
SU1139600A1 |
| Установка для сварки изделий | 1989 |
|
SU1794616A1 |
| Устройство для автоматической сварки угловых замкнутых швов | 1982 |
|
SU1046054A1 |
Изобретение относится к сварке и может быть использовано в автоматических линиях сварки коробчатых конструкций. Цель изобретения - повышение производительности труда за счет исключения времени переналадки положения сварочной головки при сварке и крепления изделия на планшайбе позиционера. Устройство содержит сварочную головку, Позиционер, приИзобретение относится к мгшинострое- нию, в частности к электросварочному механизированному оборудованию, и может быть использовано в технологии изготовления коробчатых конструкций, сварочные швы которых выполняются по замкнутому прямоугольному контуру. Известно устройство для автоматической сварки изделий по замкнутому криволинейному контуру, содержащее основание, на котором смонтирована сварочная головка. Каретка с приводом уставод подъема и поворота позиционера, ограничители хода сварочной головки и средства фиксации, расположенные в пазах планшайбы позиционера Средства фиксации изделия на планшайбе выполнены в виде пальцевых упоров, установленных по углам вписанцого во внутренний контур изделия квадрата, сторона оторого р31 на меньшей стороне внутреннего контура изделия, а центр пересечения его диагоналей совпадет с центром вращения планшайбы позиционера В процессе сварки манипулятор вращает прямоугольное коробчатое изделие, установленное на четырех пальцевых упорах без жесткой фиксации, поочередно подводя под сварочную головку, движущуюся по направляющей, без переналадки стороны свариваемого изделия. После сварки трех сторон изделия происходит его смещение по установленным в определенном порядке упорам под действием сил собственного веса в плоскости планшайбы таким образом, что четвертая сторона прямоугольного коробчатого изделия устанавливается в положение для сварки. 7 ил. новлена в продольном направлении основания с возможностью возвратно-поступательного перемещения. Устройство снабжено копиром с зажимами для изделия На каретке смонтирован направляющий упор Устройство производит сварку по замкнутому прямоугольному контуру с радиусными сопряжениями швов Недостатками указанного устройства являются невозможность выполнения швов сопряженных под прямым углом и жесткое крепление изделия сл С х| сл 4 Сл) 00 Сл)
фе/е.1
6
ФигЗ
фиг. 2
В
фигА
d
Фиг. 5
i
1
L.
I
t/3#esn/e
zDO
Фае ff
6u2d
t&fo/rt/e
фе/г.7
| Устройство для электрохимической обработки | 1983 |
|
SU1094715A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Севбо ГШ | |||
| Комплексная механизация и автоматизация сварочного производства, Киев: Техника, 1974, с.290, рис.85 | |||
| Куркин С.А | |||
| Атлас чертежей | |||
| М.: Маш- гиз, 1962.С.137, фиг.Х- 16 | |||
