Изобретение относится к переработке полимерных материалов литьем под давлением и предназначено для использования в химическом машиностроении.
Известна литьевая форма, содержащая плиты крепления, плиту матриц, плиту пуансонов, стойки, резьбовые знаки и Механизм их вращения, выполненный в виде гайки с эксцентриситетом, ходового винта и1 йрбме- жуточной плиты, установленной подвижно на эксцентриках резьбовых знаков.
Ближайшей по технической сущности и достигаемому результату является литьевая форма, содержащая плиты крепления, плиту матриц, плиту пуансбнов, промежуточную плиту, плиту выталкивателей между промежуточной плитой и плитой крепления, литниковую втулку, резьбовые знаки и механизм их вращения, выполненный в виде ходового винта с гайкой, и шестерен, установленных на резьбовых знаках и гайке.
Известная литьевая форма имеет недостаточную надежность из-за интенсивного износа в паре винт-гайка, отсутствия плавного силового саморегулирования скорости
вращения резьбовых знаков и заклинивания при износе и разогреве механизма вращения.
Цель изобретения - повышение надежности.
Указанная цель достигается тем, что в литьевой форме, содержащей плиты крепления, плиту матриц, плиту пуансонов, промежуточную плиту, плиту вйталкивателей между промежуточной плитой и плитой крепления, литниковую втулку, резьбовые знаки и механизм их вращения, последний выполнен в виде установленных в плите выталкивателей цилиндров, заполненных рабочей средой, с поршнями, которые соединены посредством штоков с резьбовыми знаками, при этом в поршне выполнены сквозные наклонные пазы для образования крутящего момента.
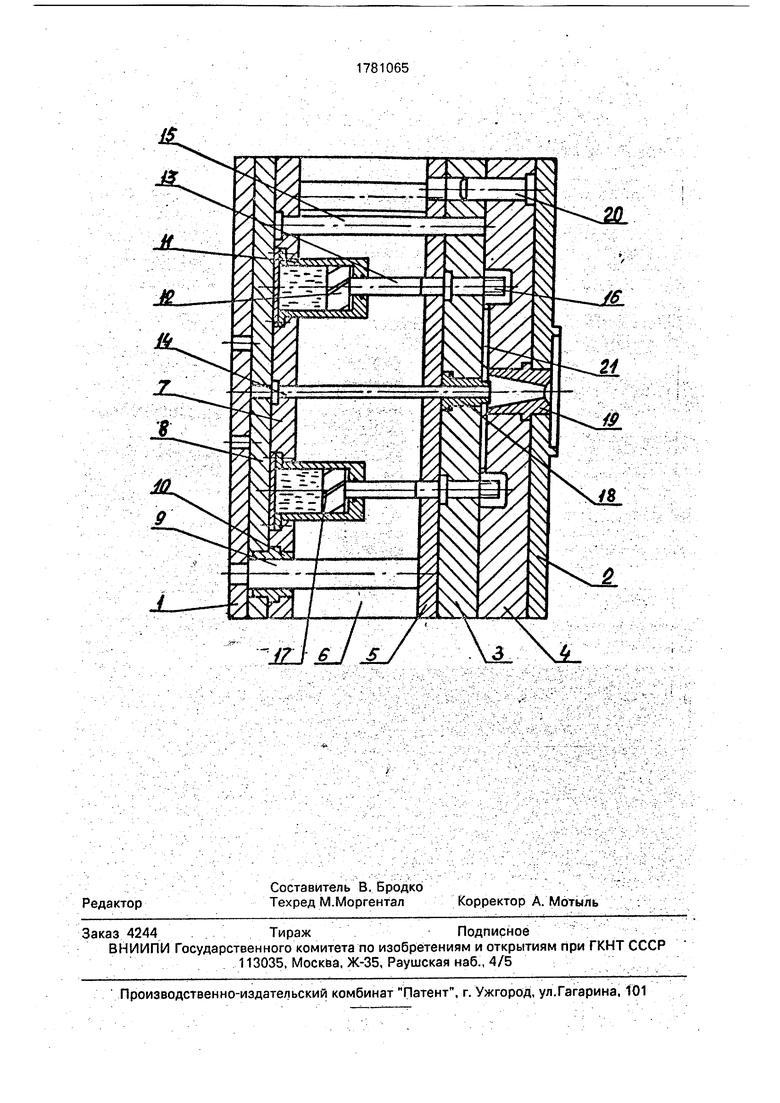
На чертеже изображена литьевая форма в сомкнутом состоянии.
Литьевая форма содержит плиты крепления 1 и 2, плиту пуансонов 3,плиту матриц 4, промежуточную плиту 5, стойки 6, плиту выталкивателей 7 и опорную плиту 8. На
fe
VJ
00
mm
О
о ел
плите крепления 1 плита пуансонов 3 и промежуточная плита 5 закреплены через стойки б. К плите крепления 2 прикреплена плита матриц А. Между плитой крепления 1 и промежуточной плитой 5 размёщена плита выталкивателей 7 с прикрепленной к ней опорной плитой 8 на колонках 9 посрёдст- , вом направляющих втулок 10. В плите вытал-, кивателей-7 закреплены силовые цилиндры 11с поршнем 12 и штоком 13, выталкиватель 14 и контртолкатели 15. В сЬоеных сквозных отверстиях плиты пуансонов 3 и промежуточной плиты 5 с возможностью свободного вращения установлены резьбовые знаки 16. Штоки 13 и резьбовые знаки 16 скреплены между собой, Для образования крутящего мрмета в поршне 12 выполнены сквозные наклонные пазы 17. Плита пуансонов 3 снабжена держателем 18. В соосные отверстия плиты крепления 2 и плиты матриц 4 запрёссбвана мтШ кбвая втулка 19. Установкой в отверстия плиты матриц 4 закреплены направляющие стержни 20. Для п одачи расплава к гнез дам плиты матрицы в ней выполнены каналы 21.
Литьевая форма работает следующим образом. ;™V... -v-:- - . . .. Г- Перед запрессовкойр спШ%алШтьевая форма находится в сом йнутШ bbctu нйй; Плиты выталкивателей 7 и опорная 8 отведены контртолкателями 15 к плите крепления 1. В это время через ЛИТНИКОВУЮ ВТУЛКУ: 1Q и каналы 21 подается под давлением расплав в гнезда плиты матрицы 4. После затвердеваний расплава в гнёздах по- ч движная полуформа литьевой формы отво- дится. В процессе отёода толкателем1 литейной машины (на чертеже не показано) затормаживаются плита выталкивателей 7с опорной плитой 8 и цилиндром 11, а движё- ние поршня 12 продолжается. пр й э т 6ШС0о- исходит сжатие рабочей среды (нЩяШёр; .машинного масла) в цилиндре 11 поршнем 12 с одновременяьгм прЬ т алкивйй1ЙеЫ% через сквозные наклонные пазы 17.Проталки- .;.вание рабочей среды пд скёбййым наронным пазам 17 вызывает вращение поршня 12, которое через шток 13 передается на резьбовой знак 16, при этом происходит вывинчивание последнего из изделия. Одновременно выталкивателем 14 снимается с держателя 18 литник. После
полного вывинчивания резьбовых знаков 16 х изделие и литник удаляются из рабочего пространства литьевой формы. Цикл получения изделий совершается. Далее литьевая форма смыкается, контртолкателями 15
пиита выталкивателей 7 с опорной плитой- 8 отводятся к плите крепления 1, и цикл получения изделий повторяется.
Вывинчивание резьбового знака из изделия достигается сжатием рабочей среды в
цилиндрах поршнем и проталкиванием ее по сквозным наклонным пазам последнего. Это обуславливается тем, что в плите выталкивателей закреплён цилиндр, заполненный рабочей средой, с поршнем, у которого
выполнены Ькврзные наклонные пазы.
Использование литьевой формы обес- печивает: Повышение надежности формы в работе из-за вывинчивания резьбового зна- ; ка из изделия проталкиванием рабочей среды по сквозным наклонным пазам поршня, повышение эксплуатационного ресурса,
снижением износа в механизме вращения резьбовых знаков, устранение заклинивания в механизме вращения резьбовых зна
ков, компактность механизма вращения резьбовых знаков.
Ф о р мул а и з о б р ёте н и я Литьевая форма, содержащая плиту
крепления , плиту матриц, плиту пуансонов, промежутбчную плиту, плиту выталкивателей, расположенную между промежуточной плитой и плитой крепления, литниковую втулку, резьбовые знаки и механизм их вращёнйя, отличающаяся тем, что, с целью повышения надежности формы в работе,
механизм вращения выполнен в виде установленных в плите выталкивателей силовых цилиндров, поршни которых соединены прсредством штоков с резьбовыми знаками, при этом на боковой поверхности поршней ; выполнены сквозные наклонные пазы для создания крутящего момента. , д;;к;
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма | 1975 |
|
SU540747A1 |
| Литьевая форма с автоматическим вывинчиванием резьбовых знаков | 1980 |
|
SU937179A1 |
| Двухэтажная литьевая форма для изготовления изделий из пластмасс | 1977 |
|
SU704804A1 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1140992A1 |
| ЛИТЬЕВАЯ ФОРМА С АВТОМАТИЧЕСКИМ ВЫВИНЧИВАНИЕМ РЕЗЬБОВЫХ ЗНАКОВС'Ч-; TJvJTi^'г |-ГчН'-^'-"•;-;--'::;и;.:-;;-.нд?;|С' i-i.':::, '• i.-л -т"-; f л-- >&^>&t-!x.f ; СПА | 1971 |
|
SU307905A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2011523C1 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1111861A1 |
| Литьевая форма для изготовления полимерных изделий | 1982 |
|
SU1054074A1 |
| Литьевая форма для изготовления крупногабаритных полимерных изделий | 1983 |
|
SU1090571A1 |
| Литьевая форма для полимерных изделий с резьбой | 1989 |
|
SU1680544A2 |
Изобретение относится к переработке полимерных материалов, а именно к технологической оснастке для получения деталей литьем под давлением. Цель изобретения - повышение надежности. Для этого механизм вращения выполнен в виде, установленных в плите выталкивателей, цилиндров, заполненных рабочей средой, с поршнями, которые посредством штоков соединены с резьбовыми знаками, при этом в поршне выполнены сквозные косые пазы. 1 ил.
2(L
| Пресс-форма для изготовления изделий с резьбовыми отверстиями | 1980 |
|
SU889442A1 |
| Солесос | 1922 |
|
SU29A1 |
| Литьевая форма для изготовления полимерных изделий с внутренней резьбой | 1983 |
|
SU1148214A1 |
| Солесос | 1922 |
|
SU29A1 |
