Изобретение относится к конвейерному оборудованию, а именно к рольгангам.
Цель изобретения - расширение технологических возможностей рольганга путем обеспечения отбора из грузоносных бракованных деталей удлиненной формы и желобчатого профиля.
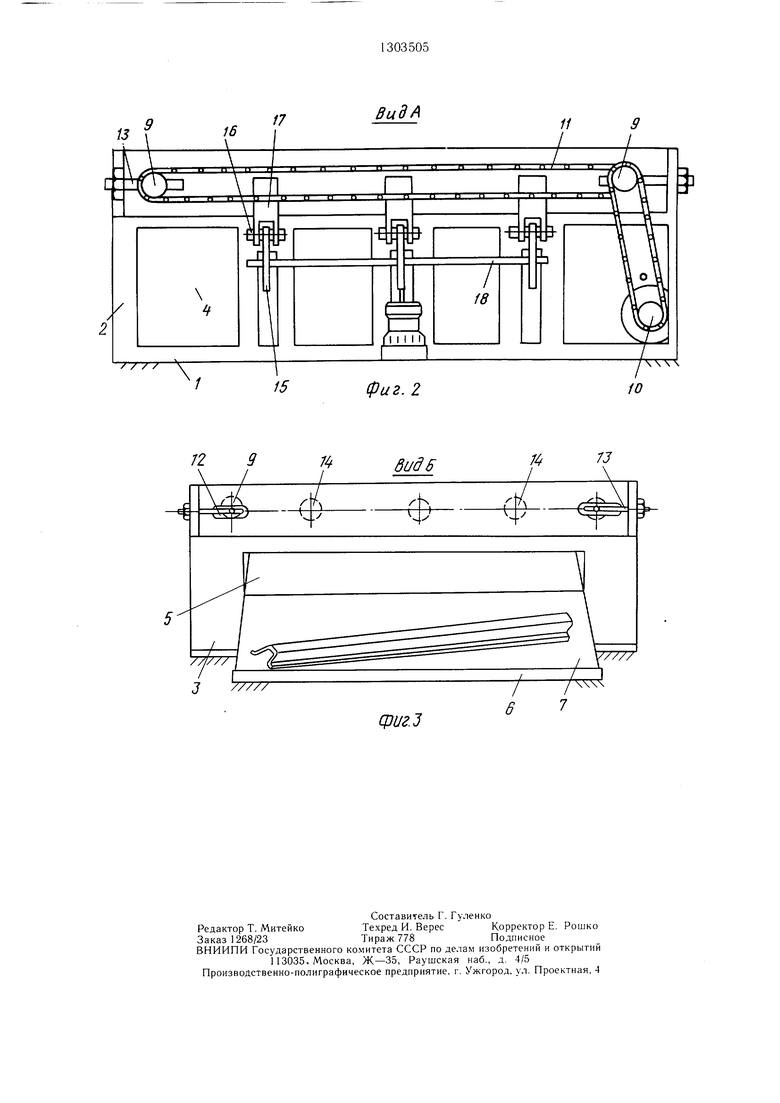
На фиг.1 изображен рольганг, вид сверху; на фиг.2 - вид А на фиг.1; на фиг.З - вид Б на фиг.1; на фиг.4 - разрез В-В на фиг.1.
Рольганг включает раму 1 с боковыми стенками 2 и 3. Стенка 2 имеет окна 4, причем к ней через прорезь 5 в стенке 3 присоединен наклонный лоток 6 с наклонной плоскостью 7, имеющей люки 8, расположенные вдоль продольной оси конвейера между приводными роликами 9 с приводом 10 и приводной цепью 11. Приводные ролики 9 для натяжения цепи установлены в пазах 12 стенок 2 и 3 с возможностью перемещения посредством механизма 13. Между роликами 9 установлены опорные ролики 14 для деталей. Конвейер имеет механизм для отбора из грузопотока бракованных деталей, включающий двуплечие коромысла 15, верхние плечи которых присоединены к оси 16 кронштейнов 17, связанных между собой продольной осью 18. На нижних плечах 19 установлены опорные ролики 14 для деталей. Коромысла 15 связаны с толкателем 20, например электромагнитным, расположенным на раме 1. Конвейер имеет датчики контроля деталей в виде фотоэлементов 21 и 22, расположенных в зоне установки роликов 9 по торцам рамы 1.
Конвейер работает следующим образом.
После рубки на прессе желобчатый профиль подается на конвейер, при этом привод
10 включен. Профиль поступает на вращающиеся ролики 9 и пересекает луч фотоэлемента датчика 21. Если профиль соответствует размерам, то он подается роликом 9 далее по роликам 14, попадает на другой ролик 9 и пересекает луч фотоэлемента датчика 22. При работе обоих фотоэлементов профиль не сбрасывается. Если профиль имеет меньщий размер, то два фотоэлемента датчиков 21 и 22 одновременно не работают. При этом срабатывает привод 20, и толкатель опускает коромысло 15 и профиль в зоне отверстия 8 сбрасывается на плоскость 7 и на лоток 6. Затем толкатель возвращается в исходное положение. Так осуществляется отбор бракованных деталей.
Формула изобретения
Рольганг, включающий раму, установленные вдоль продольной оси конвейера, приводные ролики, механизм для отбора из грузопотока бракованных деталей, толкатель и датчики контроля деталей, отличающийся тем, что, с целью расширения технологических возможностей рольганга путем обеспечения отбора из грузопотока бракованных деталей удлиненной формы и желобчатого профиля, механизм для отбора из грузопотока б ракованных деталей выполнен в виде последовательно установленных и связанных с толкателем двуплечих коромысел, одни плечи которых соединены между собой посредством продольной оси, а другие - снабжены опорными роликами для деталей, при этом рама снабжена наклонным лотком с люками, расположенными вдоль продольной оси конвейера между приводными роликами.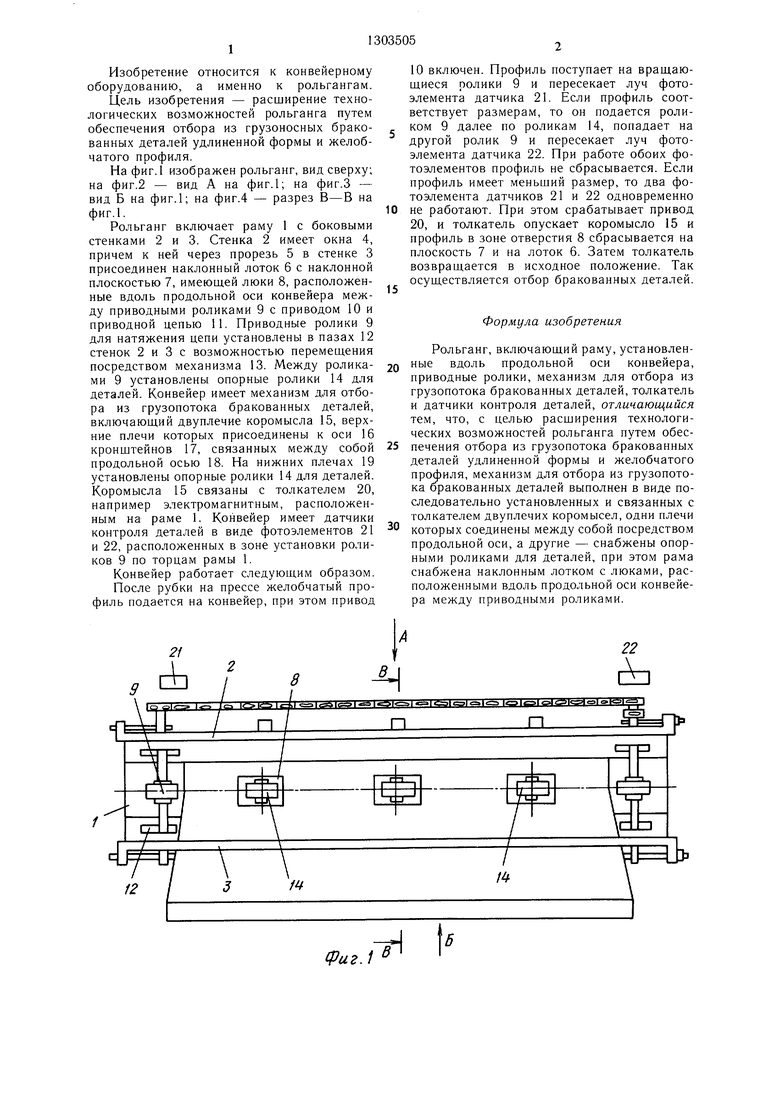
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибочная машина полуавтоматического действия | 1989 |
|
SU1706745A2 |
| Поточная линия Гонтаря С.П. для изготовления гнутых профилей | 1985 |
|
SU1389912A1 |
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |
| Конвейер | 1982 |
|
SU1105401A1 |
| Крутонаклонный ленточный конвейер | 1984 |
|
SU1234296A1 |
| КРУТОНАКЛОННЫЙ ЛЕНТОЧНЫЙ КОНВЕЙЕР | 2000 |
|
RU2184693C2 |
| Линия для сборки узлов | 1989 |
|
SU1722771A1 |
| Устройство для поштучной выдачи длинномерных заготовок из пакета | 1980 |
|
SU880925A1 |
| Механизированный бункер | 1972 |
|
SU597859A1 |
| Шпалопитатель | 1983 |
|
SU1145065A1 |
Изобретение относится к конвейерному оборудованию и позволяет расширить технологические возможности рольганга путем обеспечения отбора из грузопотока бракованных деталей удлиненной формы и желобчатого профиля. Рольганг включает раму 1, приводные ролики, толкатель 20, датчики контроля деталей и механизм для отбора из грузопотока бракованных деталей. Он выполнен в виде последовательно установленных и связанных с толкателем 20 двуплечих коромысел 15. Одни их плечи соединены между собой, a другие имеют опорные ролики 14 для деталей. Рама I снабжена наклонным лотком 6 с люками 8. Они размещены между роликами и располагаются вдоль продольной оси конвейера. В ходе работы конвейера деталь поступает на ролики и контролируется последовательно фотоэлементами двух датчиков. В случае наличия брака у детали толкатель 20 опускает коромысло 15, и деталь сбрасывается на лоток 6. Толкатель 20 возвращается в исходное положение. 4 ил. (Л /7 7S. //777 J ОО О со сд о ел фиг4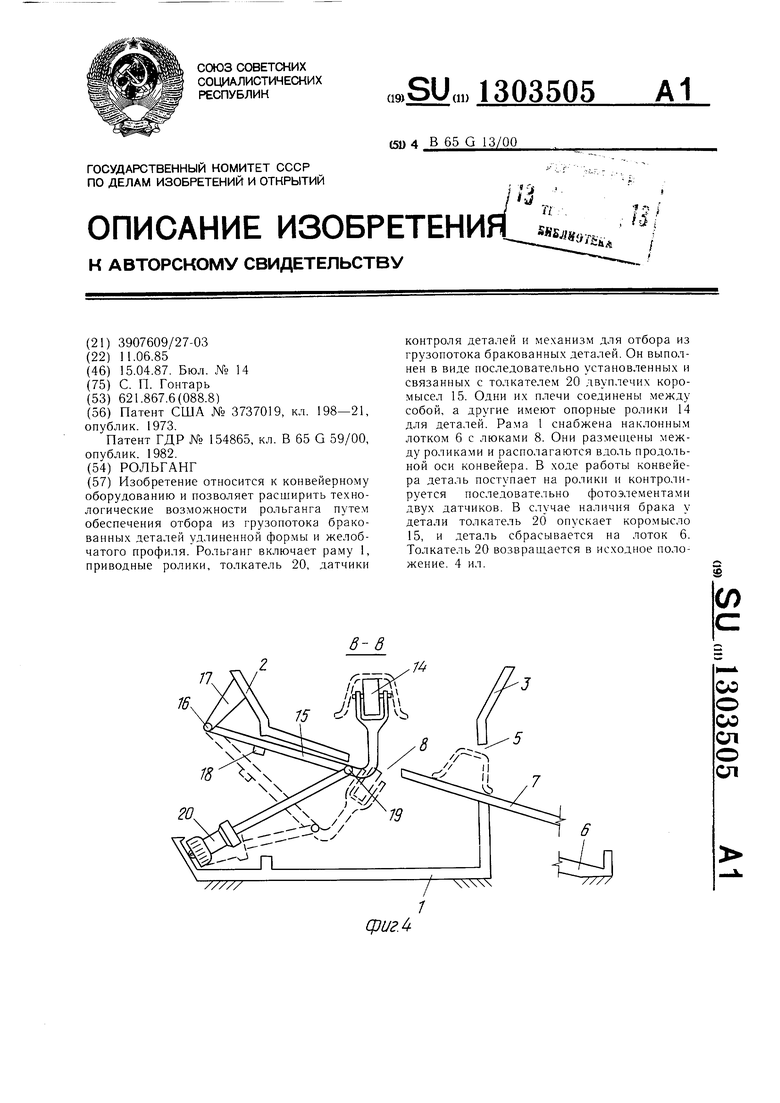
В
iq oigj.g т TCaieaijep
1 а1егга1 « э1«ог 1« 1Саи а « 1 | Д|д-|Т)Т |СЯеа1ок ||
11
f2
т
И
XI
/4
J
(риг. 1
15
ВидА
фиг. 2
J /7777
фиг.
| Патент США № 3737019, кл | |||
| Складная решетчатая мачта | 1919 |
|
SU198A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
| 0 |
|
SU154865A1 | |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
