ся
/
со 00 со со со
i/7. /
Изобретение относится к машиностроению и может быть использовано при автоматической сборке прутковых транспортеров.
Цель изобретения - повышение производительности за счет одновременного выполнения действий с несколькими деталями собираемого комплекта.
На фиг. 1 показана схема устройства для реализации способа сборки; на фиг. 2-6 - этапы процесса сборки комп- 10 лекта деталей.
Способ сборки комплекта деталей осуществляют следующим образом.
Собираемые детали - скоба 1 и прутки 2 из магазинов 3 и 4 подаются
на прутке 2, устанавливается горизонтально. Так как при этом второй пруток 2 продолжает перемещаться поступательно, он оказывается введенным в скобу 1. Затем благодаря разности в скоростях поступатель- ного перемещения прутки 2 оказываются в разных концах скобы 1, после чего ее концы загибаются с помощью штампа 7, и собранный комплект подается в тару по лотку 8.
Формула изобретения
Способ сборки комплекта деталей, преимущественно прутков со скобой, заключаю„,. „ „ „„щийся во введении в скобу первого прут- соответственно на призматическую опору 5ка, последующем повороте скобы вокруг и винтовой питатель 6. Вначале с помощьюпервого прутка и введении в нее второго опоры 5 скоба 1 располагается вертикально так, что первый из прутков 2, который перемещается поступательно с помощью питателя 6, вводится в скобу 1 через20 перемещают одновременно и параллельно разъем в ней. После этого опора 5 опус-друг другу и вводят в скобу через разъем кается и скоба 1 взаимодействует с вве-в ней, причем поворот скобы и введе- денным в нее прутком 2. Далее опора 5ние в нее второго прутка осуществляются поднимается и скоба 1, поворачиваясьодновременно.
прутка, после чего концы скобы загибают, отличающийся тем, что, с целью повышения производительности, оба прутка
на прутке 2, устанавливается горизонтально. Так как при этом второй пруток 2 продолжает перемещаться поступательно, он оказывается введенным в скобу 1. Затем благодаря разности в скоростях поступатель- ного перемещения прутки 2 оказываются в разных концах скобы 1, после чего ее концы загибаются с помощью штампа 7, и собранный комплект подается в тару по лотку 8.
Формула изобретения
щийся во введении в скобу первого прут- ка, последующем повороте скобы вокруг первого прутка и введении в нее второго перемещают одновременно и параллельно друг другу и вводят в скобу через разъем в ней, причем поворот скобы и введе- ние в нее второго прутка осуществляются одновременно.
прутка, после чего концы скобы загибают, отличающийся тем, что, с целью повышения производительности, оба прутка
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сборки прутковых транспортеров | 1986 |
|
SU1419847A1 |
| Устройство для сборки звеньев прутковых транспортеров | 1979 |
|
SU863295A1 |
| Устройство для изготовления деталей из пруткового материала | 1990 |
|
SU1759508A1 |
| Штамп для резки прутка | 1976 |
|
SU580953A1 |
| Штамп для гибки скоб из прутковой заготовки | 1981 |
|
SU1015965A1 |
| Штамп для резки пруткового материала | 1983 |
|
SU1118490A1 |
| Машина для поперечной резки пруткового материала | 1985 |
|
SU1287989A1 |
| Автоматическая линия для резки пруткового материала | 1987 |
|
SU1530309A1 |
| Устройство для дозирования прутковых заготовок по объему | 1983 |
|
SU1112234A1 |
| АВТОМАТ ДЛЯ СБОРКИ ПРОВОЛОЧНЫХ РЕЗИСТОРОВ | 1967 |
|
SU223880A1 |
Изобретение относится к машиностроению и может быть использовано при автоматической сборке прутковых транспортеров и позволяет повысить производительность сборки за счет одновременного выполнения действия с несколькими собираемыми деталями. Прутки 2 перемещаются поступательно с помощью винтового питателя 6 и первый из них вводится в скобу 1 через разъем в ней. Далее скоба 1 опускается вниз, а затем поворачивается вокруг введенного в нее прутка 2, устанавливаясь горизонтально. Так как при этом второй пруток 2 продолжает перемещаться, то он оказывается введенным в скобу 1. После этого прутик 2, перемещаясь с различными скоростями, оказываются в разных концах скобы 1 и ее концы загибаются штампом 7. 6 ил.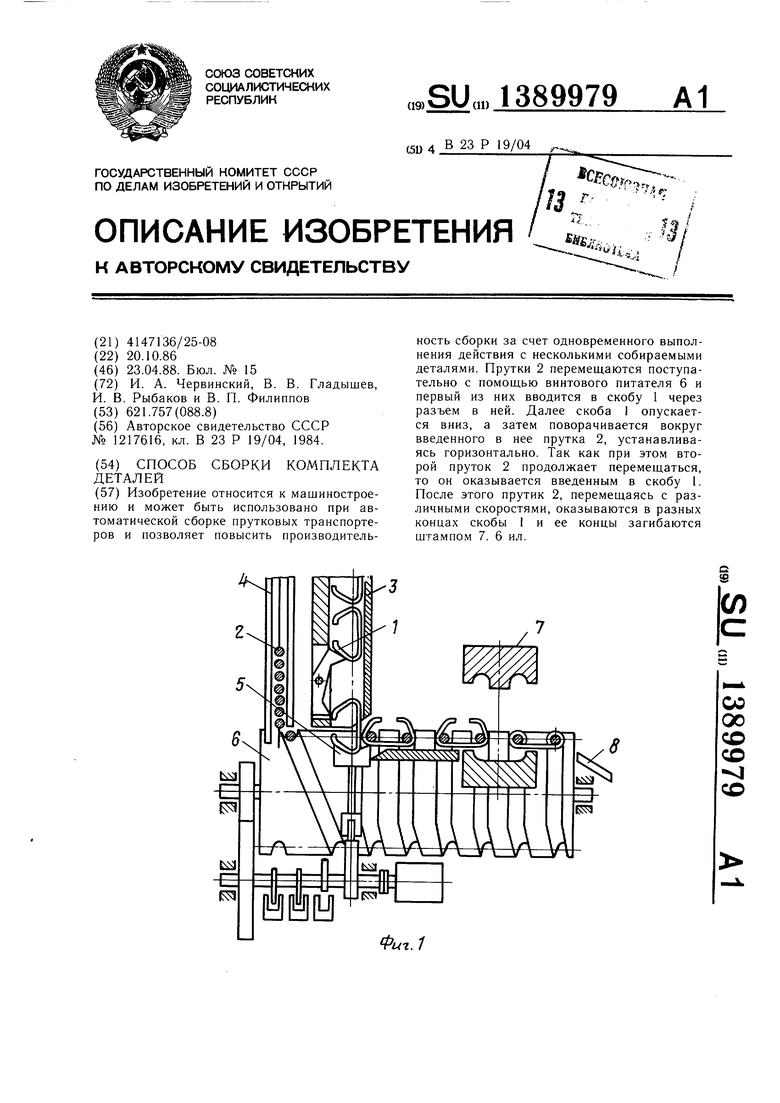
Физ.2
Фиг. 5
ФигМ
Фи.б
| Способ сборки комплекта деталей в корпусе | 1984 |
|
SU1217616A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
