(54) СПОСОБ СВАРКИ ВНАХЛЕСТ ТЕРМОПЛАСТИЧНЫХ ПЛЕНОК
1
Изобретение относится к сварке пластмасс.
Известен способ сварки термопластов, включающий нагрев соединяемых поверхностей газообразным теплоносителем и последующее сдавливание щва 1.
Однако способ обеспечивает невысокую скорость сварки.
Наиболее близким по технической сущности и достигаемому результату является способ сварки внахлест термопластичных пленок, включающий операции нагрева и сдавливания 2.
Недостатком способа является то, что он требует Лрименения нагретых сварочных инструментов, изготовленных в соответствии с формой сварного щва.
Целью изобретения является упрощение процесса сварки.
Это достигается тем, что в способе сварки внахлест термопластичных пленок, включающем операции нагрева и сдавливания, нагрев и сдавливание пленок осуществляют предварительно нагретым сыпучим теплоносителем, наносимым в виде валика на наружную поверхность соединяемых пленок.
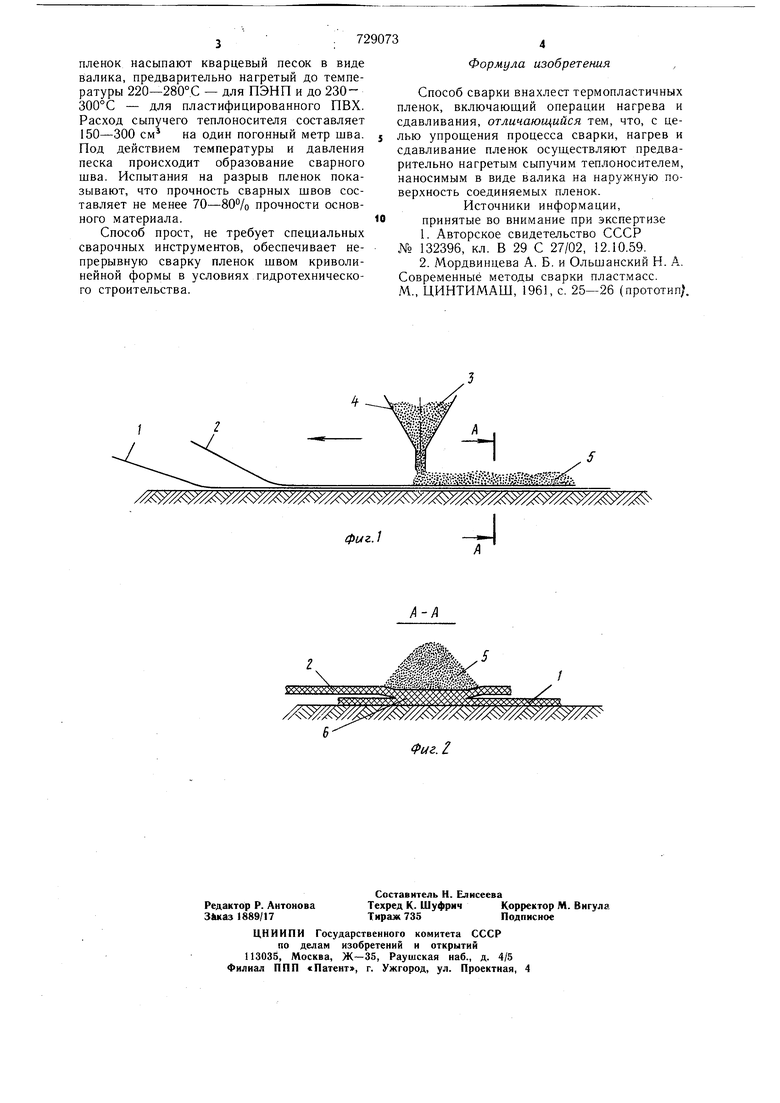
Такое осуществление способа обеспечивает получение швов различной конфигурации, причем необходимое усилие сдавливания обеспечивается весом отсыпанного валика песка без приложения усилия извне. 5 На фиг. 1 схематично изображен процесс сварки; на фиг. 2 - разрез А-А на фиг. 1.
Способ сварки термопластичных пленок заключается в следующем.
Термопластичные пленки 1 и 2 укладывают внахлест на опорную поверхность, О после чего из бункера 3 наносят предварительно нагретый сыпучий теплоноситель 4, например, кварцевый песок, в виде валика 5 на наружную поверхность пленки 2. Под действием температуры теплоносителя материал п.тенок переходит в вязко-текучее состояние, а под действием веса валика 5 теплоносителя обеспечивается образование сварного щва 6. Охлаждение сварного щва происходит под давлением теплоносителя одновременно с его остыванием. 20 Пример. Укладывают внахлест термопластичные пленки, например, полиэтилен низкой плотности (ПЭНП) или пластифицированный поливинилхлорид (ПВХ) толщиной 0,1-0,3 мм. На наружную поверхность
пленок насыпают кварцевый песок в виде валика, предварительно нагретый до температуры 220-280°С - для ПЭНП и до 230300°С - для пластифицированного ПВХ. Расход сыпучего теплоносителя составляет 150-300 см на один погонный метр шва. Под действием температуры и давления песка происходит образование сварного шва. Испытания на разрыв пленок показывают, что прочность сварных швов составляет не менее 70-80% прочности основного материала.
Способ прост, не требует специальных сварочных инструментов, обеспечивает непрерывную сварку пленок швом криволинейной формы в условиях гидротехнического строительства.
Формула изобретения
Способ сварки внахлест термопластичных пленок, включающий операции нагрева и сдавливания, отличающийся тем, что, с целью упрощения процесса сварки, нагрев и сдавливание пленок осуществляют предварительно нагретым сыпучим теплоносителем, наносимым в виде валика на наружную поверхность соединяемых пленок.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 132396, кл. В 29 С 27/02, 12.10.59.
2.Мордвинцева А. Б. и Ольщанский Н. А. Современные методы сварки пластмасс.
М., ЦИНТИМАШ, 1961, с. 25-26 (прототип)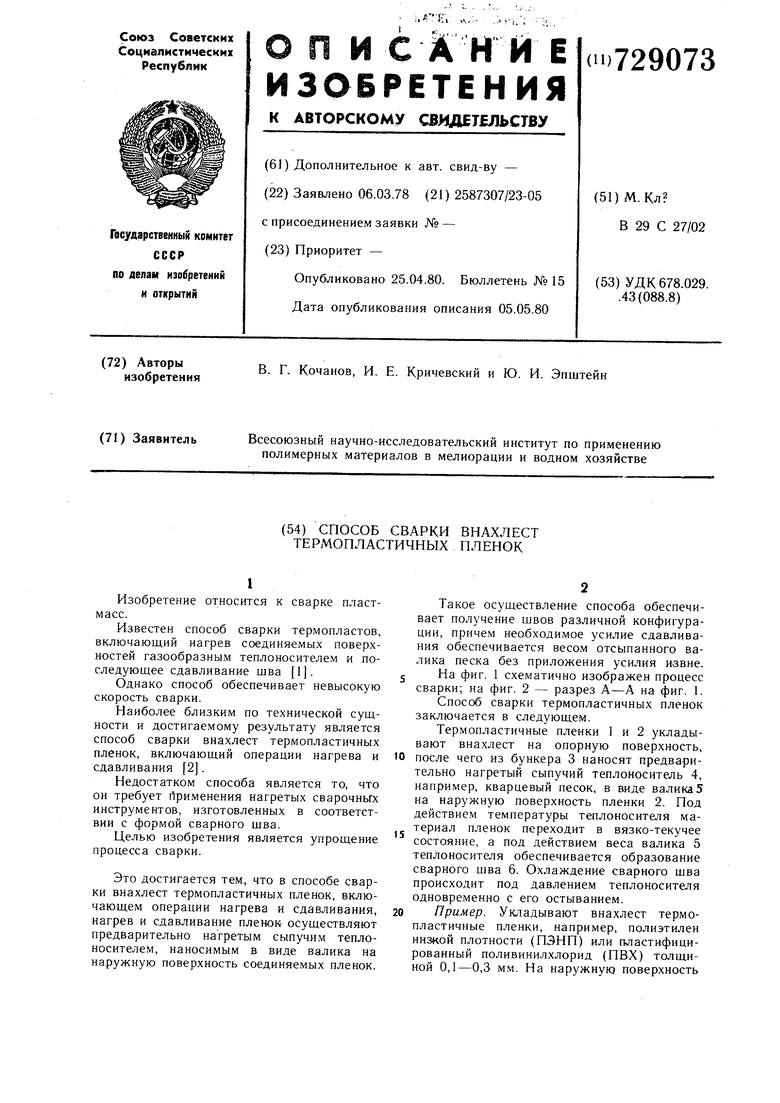
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки термопластичных пленок | 1986 |
|
SU1390059A1 |
| Способ сварки термопластичных пленок | 1985 |
|
SU1366418A1 |
| Способ сварки внахлест Т-образными швами термопластичных пленок | 1986 |
|
SU1368190A1 |
| Способ сварки термопластичных полимерных материалов | 1989 |
|
SU1699796A1 |
| Способ сварки термопластичных пленок инфракрасным излучением | 1979 |
|
SU1004127A1 |
| Способ сварки термопластичных пленок и устройство для его осуществления | 1979 |
|
SU897546A1 |
| Способ сварки полимерных материалов | 1987 |
|
SU1497033A1 |
| СПОСОБ ФОРМОВАНИЯ УСИЛИВАЮЩИХ УТОЛЩЕНИЙ НА ИЗДЕЛИЯХ ИЗ ГИБКИХ ПОЛОТЕН В МЕСТАХ ПЕРЕСЕЧЕНИЯ СВАРНЫХ ШВОВ МЕТОДОМ ВЫСОКОЧАСТОТНОЙ СВАРКИ | 2023 |
|
RU2823891C1 |
| СПОСОБ СВАРКИ ТЕРМОПЛАСТОВ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И РУЧНОЙ СВАРОЧНЫЙ ИНСТРУМЕНТ | 1994 |
|
RU2048985C1 |
| СПОСОБ СОЕДИНЕНИЯ РАЗНОТОЛЩИННЫХ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2002 |
|
RU2228845C1 |
5
фиг.1
.w
Фиг.
