14 установлен с возможностью возвратно-поступательного перемещения в направлении обратном направлению перемещения цеией 10. Под механизмом 5 подачи пластин установлен механизм 15 допрессовки пластин на трубки. Этот механизм выполнен в виде платформы 16, кинематически связанной с копиром 14 и установленной на направляющих 17, с возможностью возвратно-поступательного перемещения, синхроиного неремен ению копира 14, а также ползуна 18, кинематически связанного с ползуном 7 механизма 5 подачи пластин и установленного на платформе 16 с возможностью возвратно-поступательного перемеп ения, синхронного перемещению ползуна 7. На ползуне 18 смонтирована допрессовывающая гребенка 19, несущая кулачок 20 и подпружиненная к ползуну 18 посредством пружины 21. На платформе 16 закреплен копир 22, взаимодействующий с кулачком 20. Автомат снабжен также механизмом 23 ускоренных перемещений, кинематически связанным с механизмом 9 напрессовки пластин и механизмом 15 допрессовки и обеспечивающим ускоренное перемещение рабочих органов этих механизмов при возврате в исходное положение. Для возврата в исходное положение копира 14 и платформы 16 автомат снабжен откидной вилкой 24, зацепляющейся с лысками вала 25 привода 26 платформы 16, и муфтой 27, разъединяющий привод платформы 16 с распределительным валом 28 общего привода автомата, а также муфтой 29, соединяющей привод платформы 16 с механизмом 23 ускоренных перемещений. Под ползуном 7 механизма 5 подачи пластин установлена кассета 30, в которой предварительно собираются трубки с подвижными рещетками 31, фиксирующими положение трубок. Работает автомат следующим образом. Кассету 30 с предварительно собранными в ней трубками 32 и вставленными в их верхние концы наконечниками 33 устанавливают в рабочую зону автомата. Ленту 34 через механизм 2 загибания кромок вводят в механизм 3 для пробивки отверстий. В рабочем режиме все механизмы автомата получают в определенной последовательности согласованное движение от его общего привода. При включении автомата лента 34 протягивается через механизм 2, который загибает по бокам ленты кромки на угол 180°, а роликовые пуансон и матрица механизма 3 пробивают в ней отверстия и подают ее в механизм 4 отрезки пластин 35. Через кинематические звенья от распределительного вала 28 сообщается равномерное возвратно-поступательное движение ползуну 7, .который, перемещаясь по направляющим столика 6, подает отрезанную пластину 35 в рабочую зону автомата иод напрессовывающие гребенки 12. При перемещении пластины 35 прижим 8 прижимает ее к столину 6. При обратном движении ползуна 7 прижим 8 приподнимается, одновременпо происходит перемещение лепты 34 на таг. При движении цепи 10 каждая 11анрессовывающая гребенка 12, опускаясь вниз, встречает на своем пути перемещающийся ей навстречу копир 14, с которым она вступает во взаимодействие и занимает рабочее положение, т. е. располагается перпендикулярно к его плоскости и, перемещаясь дальте вниз, захватывает находящуюся в рабочей зоне автомата пластину 35 и через наконечники 33 напрессовывает ее на труб.ки 32 радиатора. Копир 14 получает равномерное непрерывное движение от раснределительного вала 28. В начале сборки, когда на трубки 32 наирессовывается первая пластина 35, подвижные рещетки 31, фиксирующие положение трубок, увлекаются нанрессовываюп1ей гребенкой 12 вниз и собираются в нижней части кассеты 30. В дальнейщем трубки 32 фиксируются напрессовывающими гребенками 12, а в верхней части их удерживает подвижный ползун 7. Напрессовывающая гребенка 12 вместе с пластиной 35 перемещается вниз по копиру 14 до тех пор, пока в нижней его части не соскользнет с него. Пластина 35 остается на трубках 32, а напрессовываюц;ая гребенка 14, заняв нерабочее положение, движется на цепи 10 дальще. Точность щага между пластинами 35 определяется состоянием нижней части копира 14. По мере износа этой части соскальзывание напрессовывающих гребенок 12 происходит раньще, изменяется щаг между пластинами 35 и оии перекащиваются на трубках 32, ухудщается качество сборки радиатора. Допрессовка пластин 35 на заданную величину щага между ними осуществляется гребенкой 19, движущейся синхронно с копиром 14 в вертикальной плоскости и с ползуном 7 в горизонтальной плоскости. Перемещение платформы по вертикальным направляющим 17 осуществляется через кинематические звенья от распределительного вала 28. От вала 25, с лысками которого содинена откидная вилка 24, через промежуточные звенья сообщается равномерное движение ползуну 18 с гребенкой 19, которая движется синхронно ползуну 7. В начале движения гребенки 19 в рабочую зону автомата кулачок 20, взаимодействующий с копиром 22, постепено сжимает пружину 21, а в конце пути гребеика 19, опускаясь вниз, встречает недопрессованную пластину 5, допрессовывает ее на заданную величину щага между ними и возвращается в исходное положение. Все движения узлов и механизмов втомата повторяются до тех пор, пока не бует собран иолупакет секции радиатора. После окончания сборки копир 14 и платорму 16 возвращают в исходное нижнее поожение. Для этого откидную вилку 24 выводят из зацепления с лыскамн вала 25, кулачковую муфту 27 выводят из зацепления с лысками вала 25, кулачко;ую муфту 27 выводят из зацепления с распределительным валом 28, а муфту 29 вводят в зацепление с механизмом 13 ускоренных перемещений.
Настройка автомата для сборки секций радиаторов с другим шагом между пластинами 35 осуществляют изменением передаточного отношения соответствующих звеньев привода.
Формула изобретения
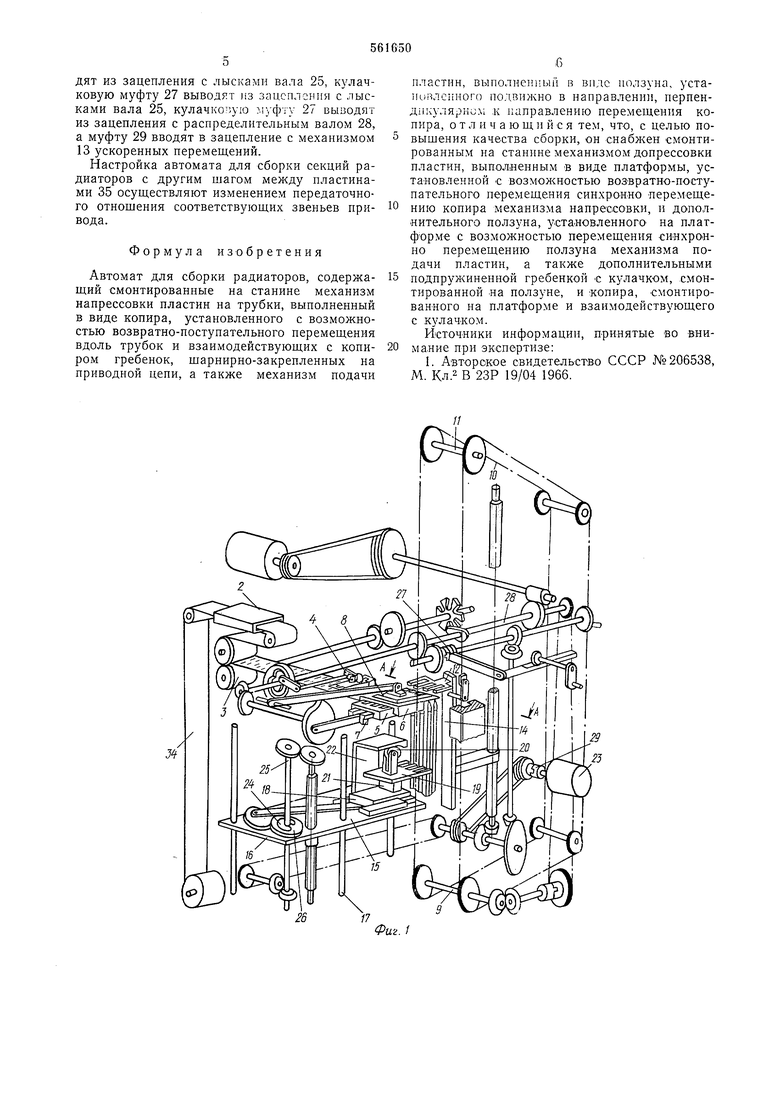
Автомат для сборки радиаторов, содержащий смонтированные на станине механизм напрессовки пластин на трубки, выполненный в виде копира, установленного с возможностью возвратно-поступательного перемещения вдоль трубок и взаимодействующих с копиром гребенок, шарнирно-закрепленных на приводной цепи, а также механизм подачи
пластин, выполненный в виде ползуна, устаниплснного подвижно в иаправлени), перпенД |кулярк ;.м к направлению перемещения копира, о т л и ч а ю щ 11 и с я тем, что, с целью повышения качества сборки, он снабл-сен смонтированным на станине механизмом допрессовки пластин, выполненным в виде платформы, установленной с возможностью возвратно-пОСтупательного перемещения синхронно перемещению копира механизма напрессовки, п дополнительного ползуна, установленного на платформе с возмол ностью перемещения .синхронно перемещению ползуна механизма подачи пластин, а также дополнительными подпружиненной гребенкой € кулачком, .смонтированной на ползуне, и копира, смонтированного на платформе и взаимодействующего с кулачком.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР №206538, М. Кл.2 В 23Р 19/04 1966.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ ПОЛУПАКЕТОВ СЕКЦИЙ РАДИАТОРОВ | 1968 |
|
SU206538A1 |
| Механизм для напрессовки радиаторных пластин на трубки радиаторов | 1973 |
|
SU517463A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2100170C1 |
| Автомат для изготовления пластин и сборки радиаторов | 1986 |
|
SU1391777A1 |
| Устройство для напрессовки радиаторных пластин на трубки радиаторов | 1988 |
|
SU1539036A1 |
| Устройство для напрессовки радиаторных пластин на трубки радиаторов | 1985 |
|
SU1303356A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1997 |
|
RU2124976C1 |
| Механизм для напрессовки радиаторных пластин на трубки радиаторов | 1950 |
|
SU90871A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1997 |
|
RU2108215C1 |
| Машина для сборки втулочных и роликовых цепей | 1976 |
|
SU632466A1 |

Фи-г.
