5
10
Изобретение относится к холодной обработке металлов давлением и может быть использовано для подачи материала в зону обработки.
Цель изобретения - повышение точности подачи,
На чертеже изображено устройство для подачи материала в зону обработки.
Устройство для подачи материала 1 в зону обработки штампа 2 содержит подающую каретку 3, соединенную тягой 4 с захватом 5. Каретка 3 подвижно установлена на зубчатой рейке 6. 55 На каретке 3 шарнирно закреплена собачка 7, взаимодействующая с зубьями 8 зубчатой рейки 6, Последняя установлена в направляющих 9 и 10. Зубчатая рейка 6 связана через звено 11 с 20 приводом (не показан). Рейка 6 подпружинена посредством пружины 12 в направлении, совпадающем с направлением подачи материала 1. Положение
13917822
сирована от перемещений и каретка 3 через захват 5 и тягу А. При зафиксированной таким образом каретка 3 происходит передвижение 6 против направления подачи заготовки 1 под действием звена 11 кинематической цепи (не показана) привода. При этом пружина 12 дополнительно напрягается, а рейка 6 отходит от упора 13. Передвижение рейки 6 против направления подачи заготовки 1 производится на величину, несколько превьппающую шаг зубьев 8. При этом собачка 7 стоящей каретки 3 перескакивает в соседнюю впадину между следующими зубьями 8. Возможна подача с шагом, кратным шагу зубьев, для чего задают звену 11 передвижение на ве. шчину, несколько большую двух, трех, четьфех и т.д. шагов зубьев, собачка 7 стоящей каретки 3 перескакивает во вторую, третью, четвертую и т.д. впадину, и подача при холостом ходе будет крат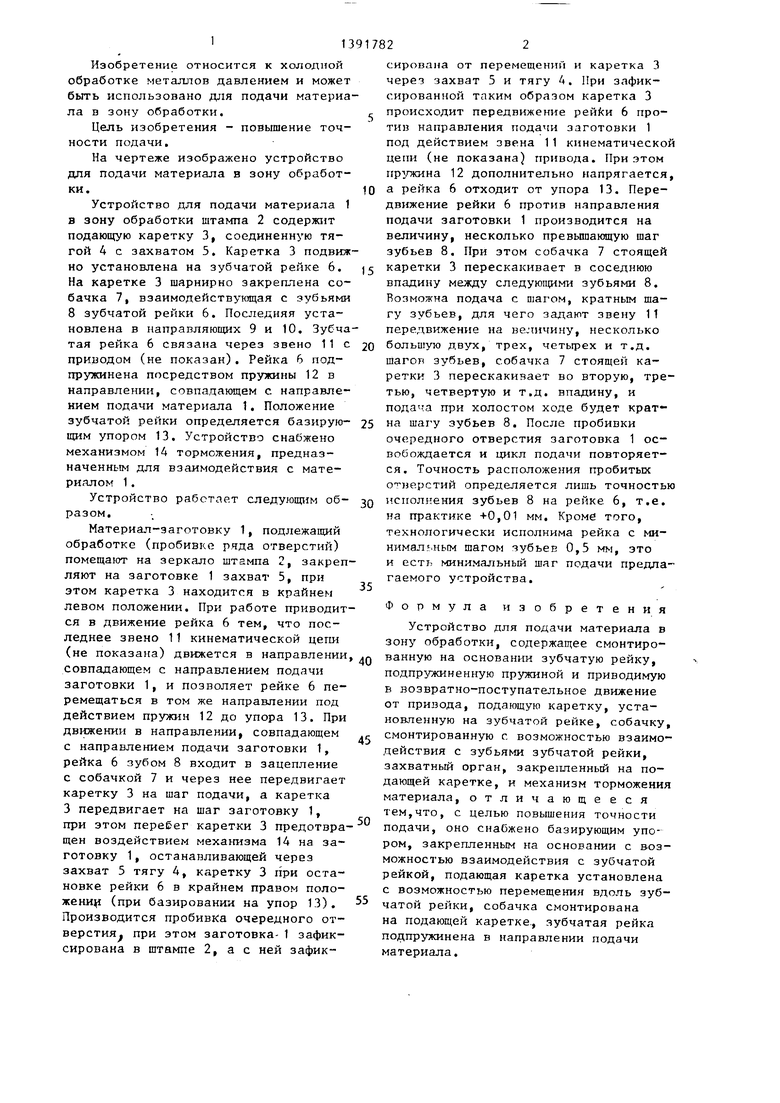
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки длинномерного материала | 1981 |
|
SU1017413A1 |
| Способ изготовления из листового материала сетки и штамп для его осуществления | 1983 |
|
SU1630842A1 |
| Устройство для пробивки отверстий в материале | 1989 |
|
SU1690918A1 |
| Переналаживаемый штамп | 1979 |
|
SU841720A1 |
| Устройство кривовязюков для вырубкизАгОТОВОК из пОлОСОВОгО илЕНТОчНОгО МАТЕРиАлА | 1979 |
|
SU804501A1 |
| Устройство для подачи длинномерного материала в рабочую зону обрабатывающей машины | 1980 |
|
SU919790A1 |
| Устройство Кривовязюка для отделения листов от стопы и подачи их в рабочую зону пресса | 1979 |
|
SU871927A2 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ЗАГОТОВОК В ПРЕСС | 1993 |
|
RU2063287C1 |
| МЕХАНИЗМ ШАГОВОЙ ПОДАЧИ ЛИСТОВЫХ ЗАГОТОВОК В РАБОЧУЮ ЗОНУ ПРЕССА | 1991 |
|
RU2011539C1 |
| Автомат для изготовления пластин и сборки секций теплообменников | 1984 |
|
SU1291308A1 |
Изобретение относится к области холодной обработки металлов давлениег и может быть использовано для подачи материала в зону обработки. Цель - повьшение точности подачи. Материал подается на шаг подачи в зону обработки захватным органом. Захватный орган установлен на подающей каретке (ПК). Последняя подвижно установлена на зубчатой рейке, приводимой в возвратно-поступательное движение от привода. Связь зубчатой рейки с ПК осуществляется через собачку. Собачка шарнирно закреплена на ПК с возможностью взаимодействия с зубьями зубчатой рейки. Зубчатая рейка подпружинена в направлении подачц материала пружиной. В зоне обработки установлен механизм торможения материала. Положение зубчатой рейки определяется базирующим упором. Благодаря механизму торможения повышается точность раслространения отверстий. 1 ил. г (Л
зубчатой рейки определяется базирую- 25 на шагу зубьев 8. После пробивки щим упором 13. Устройство снабжено очередного отверстия заготовка 1 осмеханизмом 14 торможения, предназначенным для взаимоде.йствия с материалом 1.
Устройство работает следующим об- разом.
Материал-заготовку 1, подлежащий обработке (пробивке ряда отверстий) помещают на зеркало штампа 2, закрепляют на заготовке 1 захват 5, при этом каретка 3 находится в крайнем левом положении. При работе приводится в движение рейка 6 тем, что последнее звено 11 кинематической цепи (не показана) движется в направлении совпадающем с направлением подачи заготовки 1, и позволяет рейке 6 перемещаться в том же направлении под действием пружин 12 до упора 13. При движении в направлении, совпадающем с направлением подачи заготовки 1, рейка 6 зубом 8 входит в зацепление с собачкой 7 и через нее передвигает каретку 3 на шаг подачи, а каретка 3 передвигает на щаг заготовку 1, при этом перебег каретки 3 предотвращен воздействием механизма 14 на заготовку 1, останавливающей через захват 5 тягу 4, каретку 3 при остановке рейки 6 в крайнем правом поло- (при базировании на упор 13). Производится пробивка очередного отверстия при этом заготовка- 1 зафиксирована в штампе 2, а с ней зафик
g
Q 5
5
0
вобождается и цикл подачи повторяется. Точность расположения пробитых отверстий определяется лишь точностью исполнения зубьев 8 на рейке 6, т.е. на практике +0,01 мм. Кроме того, технологически исполнима рейка с ми- нимал-ьным шагом зубьев 0,5 мм, это и есть минимальный шаг подачи предлагаемого устройства.
Формула изобретения
Устройство для подачи материала в зону обработки, содержащее смонтированную на основании зубчатую рейку, подпружиненную пружиной и приводимую в возвратно-поступательное движение от привода, подающую каретку, установленную на зубчатой рейке, собачку, смонтированную с возможностью взаимодействия с зубьями зубчатой рейки, захватный орган, закрепленный на подающей каретке, и механизм торможения материала, отличающе еся тем,что, с целью повышения точности подачи, оно снабжено базирующим упором, закрепленным на основании с возможностью взаимодействия с зубчатой рейкой, подающая каретка установлена с возможностью перемещения вдоль зубчатой рейки, собачка смонтирована на подающей каретке,, зубчатая рейка подпружинена в направлении подачи материала.
Hh 4
| Налов А.Н | |||
| и Прейс В.Ф | |||
| Механизация и автоматизация штамповочных работ | |||
| М.: Машгиз, 1955, с.121-125, фиг.97. |
