2. Устройство по п. 1, отличающееся тем, что другая мерная линейка расположена но другую сторону нресса, устройство снабжено дополнительной собачкой, шарнирно закрепленной на другой нолзушке с возможностью взаимодействия с упорами этой мерной линейки, другой датчик, взаимодействующий с упора ми , на дополнительной собачке, а один из датчиков закреплен на другой ползушке с возможностью взаимодействия с дополнительной собачкой.
3. Устройство по п. 1, отличающееся тем, что оно снабжено приводами поворота собачек, выполненными в виде электромагнитов, закрепленных на ползушках.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для грейферной подачи | 1983 |
|
SU1109226A1 |
| Пресс для последовательной штамповки | 1968 |
|
SU290637A1 |
| ПРЕСС ДЛЯ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ | 1973 |
|
SU396153A1 |
| Грейферное подающее устройство | 1987 |
|
SU1407632A1 |
| Скороморозильный аппарат | 1956 |
|
SU112337A1 |
| Грейферное подающее устройство | 1986 |
|
SU1412849A1 |
| Автоматизированный комплекс для штамповки деталей из полосового материала | 1985 |
|
SU1296269A1 |
| Устройство для отделения листовой заготовки от стопы и подачи ее в рабочую зону пресса | 1982 |
|
SU1058686A1 |
| Грейферное устройство для подачи заготовок в пресс | 1985 |
|
SU1260083A1 |
| Грейферное подающее устройство | 1983 |
|
SU1138213A1 |
1. УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЛИННОМЕРНОГО МАТЕРИАЛА, содержащее пресс, направляющие для перемещения материала в рабочую зону пресса, расположеннь1е по обе стороны пресса подающие каретки, приводимые в возвратно-поступательное движение от приводов и несущие взаимодействующие с материалом захваты, по меньщей мере две мерные линейки с упорами, одна из которых расположена по одну из сторон пресса, датчики, связанные с приводами подающих кареток, по меньшей мере два из которых установлены с возможностью взаимодействия с упорами мерных лиеек, отличающееся тем, что, с целью повышения точности позиционирования материала в рабочей зоне пресса и повыщения производительности процесса обработки, устройство снабжено двумя ползушками, собачкой, шарнирно закрепленной на одной из ползущек с возможностью взаимодействия с упорами одной из мерных линеек, каждая из ползущек смонтирована на одной из подающих кареток с возможностью перемещения в направлениях ее движения и подпружинена в этих направлениях, захваты закреплены на ползущках, 1 один из датчиков, взаимодействующий с упорами, закреплен на собачке, один из дат(Л чиков установлен на ползущке с возможностью взаимодействия с собачкой, а часть датчиков расположена на захватах с возможностью взаимодействия с материалом.
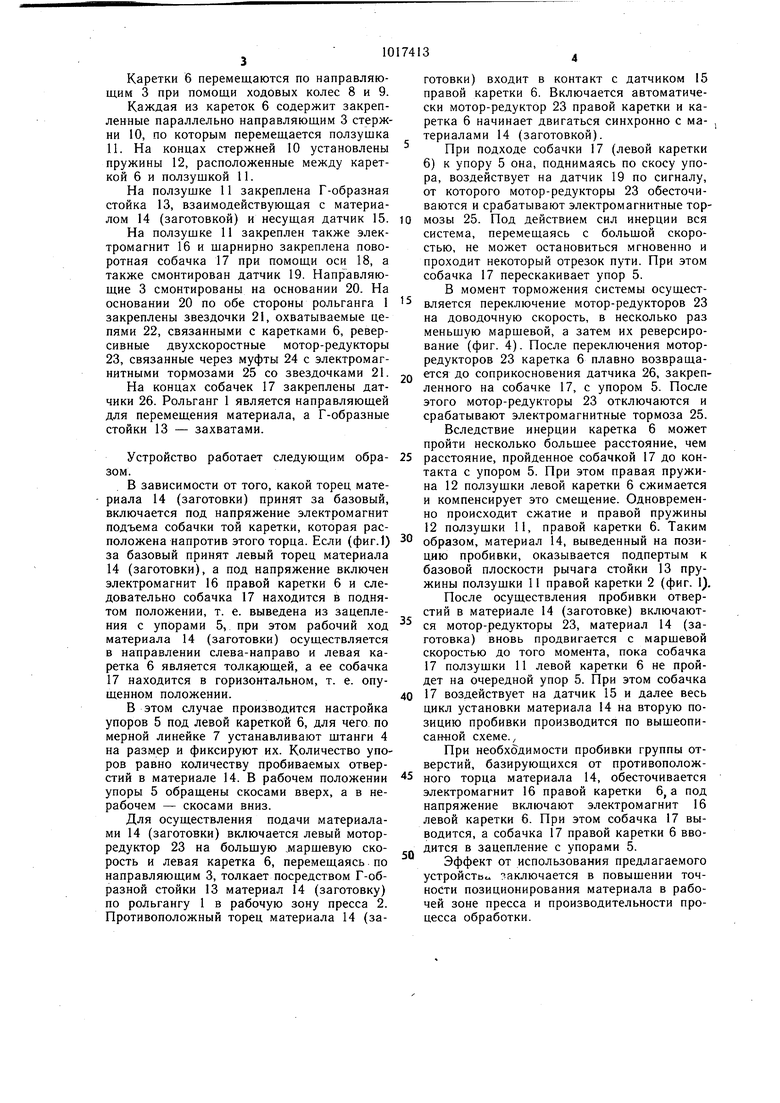
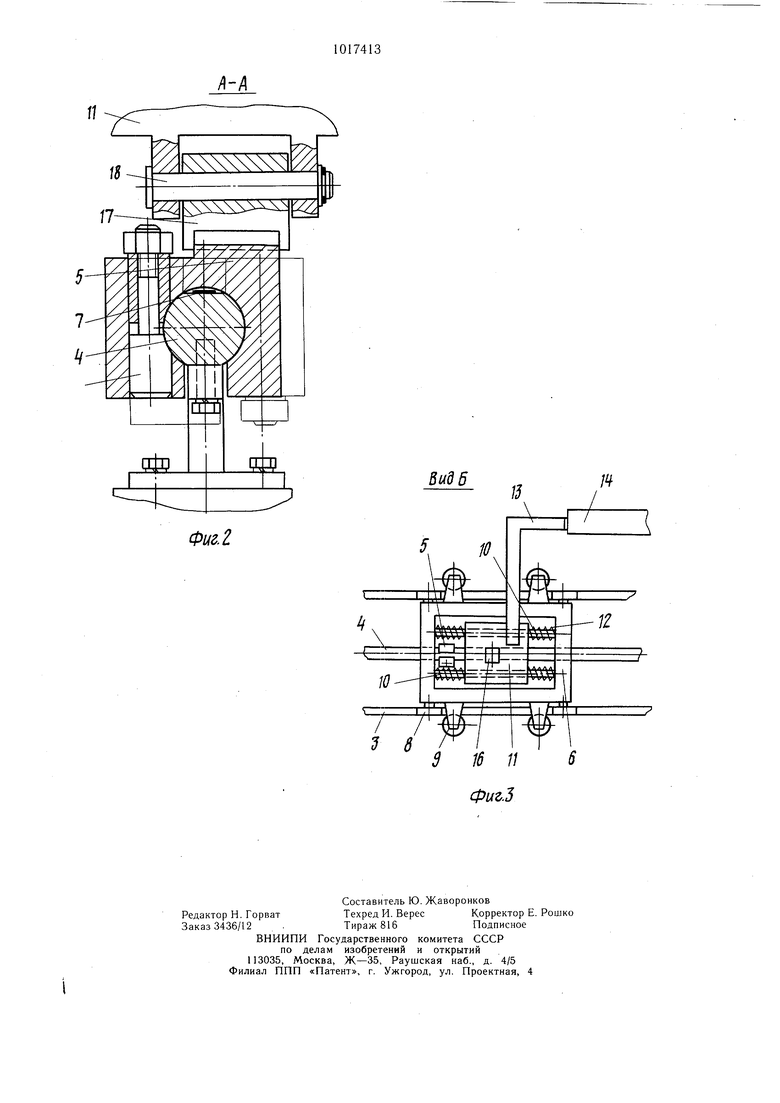
Известено устройство для обработки материала, содержаш,ее прессы, приводной цилиндрический кулак с винтовым пазом и подаюш,ую направляющую с гнездами для материала и пальцем, связывающим ее с пазом кулака. С целью точности позиционирования материала устройство снабжено двумя соосно установленными на пальце коническими роликами, обхватывающимися соответственно по обеим сторонам паза кулака 1. Недостатком известного устройства является низкая производительность процесса обработки и невозможность подачи длинномерного материала. Наиболее близким к предлагаемому по совокупности существенных признаков и достигаемому эффекту является устройство для обработки длинномерного материала , содержащее пресс, направляющие для перемещения материала в рабочую зону пресса, расположенные по обе стороны пресса подающие каретки, приводимые в возвратнопоступательное движение от приводов и несущие взаимодействующие с материалом захваты, по меньщей мере две линейки с упорами, одна из которых расположена по одну из сторон пресса, датчики, связанные с приводами подающих кареток, по меньщей мере два из которых установлены с возможностью взаимодействия с упорами мерных линеек 2. Недостатком известного устройства является низкая точность позиционирования материала в рабочей зоне пресса и низкая производительность процесса обработки. Цель изобретения - повыщение точности позиционирования материала в рабочей зоне пресса И повыщение производительности процесса обработки. Поставленная цель достигается тем, что устройство для обработки длинномерного материала, содержащее пресс, направляющие для перемещения материала в рабочую зону пресса, расположенные по обе стороны пресса подающие каретки, приводимые в возвратно-поступательное движение от приводов и несущие взаимодействующие с материалом захваты, по меньщей мере две мерные линейки с упорами, одна из которых расположена по одну из сторон пресса, датчики, связанные с приводами подающих кареток, по меньщей мере два из которых установлены с возможностью взаимодействия с упорами мерных линеек, снабжено двумя ползунами, собачкой, щарнирно закрепленной на одной из ползущек с возможностью взаимодействия с упорами одной из мерных линеек, каждая из ползущек смонтирована на одной из подающих кареток с возможностью перемещения в направлениях ее движения и подпружинена в этих направлениях, захваты закреплены на ползущках, один из датчиков, взаимодействующий с упорами,закреплен на собачке, один из датчиков установлен на ползущке с возможностью взаимодействия с собачкой, а часть датчиков расположена на захватах с возможностью взаимодействия с материалом. Кроме того, другая мерная линейка расположена по другую сторону пресса, устройство снабжено дополнительной собачкой, щарнирно закрепленной на другой ползущке с возможностью взаимодействия с упорами другой мерной линейки, другой датчик, взаимодействующий с упорами, закреплен на дополнительной собачке, а один из датчиков закреплен на другой ползущке с возможностью взаимодействия с дополнительной собачкой, и тем, что устройство снабжено приводами поворота собачек, выполненными в виде электромагнитов, закрепленных на ползущках. На фиг. 1 изображено устройство для обработки длинномерного материала; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1. Устройство содержит рольганг 1, установленный у пресса 2, расположенные по обе стороны рольганга 1 направляющие 3, между которыми закреплены щтанги 4, несущие установленные с возможностью регулировочного перемещения по ним упоры 5. На направляющих 3 установлены подающие каретки 6, а на щтангах 4 закреплены мерные линейки 7 со щкалами делений.
Каретки 6 перемещаются по направляющим 3 при помощи ходовых колес 8 и 9.
Каждая из кареток 6 содержит закрепленные параллельно направляющим 3 стержни 10, по которым перемещается ползушка 11. На концах стержней 10 установлены пружины 12, расположенные между кареткой 6 и ползущкой 11.
На ползущке 11 закреплена Г-образная стойка 13, взаимодействующая с материалом 14 (заготовкой) и несущая датчик 15.
На ползущке 11 закреплен также электромагнит 16 и щарнирно закреплена поворотная собачка 17 при помощи оси 18, а также смонтирован датчик 19. Напр авляющие 3 смонтированы на основании 20. На основании 20 по обе стороны рольганга 1 закреплены звездочки 21, охватываемые цепями 22, связанными с каретками 6, реверсивные двухскоростные мотор-редукторы 23, связанные через муфты 24 с электромагнитными тормозами 25 со звездочками 21.
На концах собачек 17 закреплены датчики 26. Рольганг 1 является направляющей для перемещения материала, а Г-образные стойки 13 - захватами.
Устройство работает следующим образом.
В зависимости от того, какой торец материала 14 (заготовки) принят за базовый, включается под напряжение электромагнит подъема собачки той каретки, которая расположена напротив этого торца. Если (фиг.1) за базовый принят левый торец материала 14 (заготовки), а под напряжение включен электромагнит 16 правой каретки 6 и следовательно собачка 17 находится в поднятом положении, т. е. выведена из зацепления с упорами 5, при этом рабочий ход материала 14 (заготовки) осуществляется в направлении слева-направо и левая каретка 6 является толка ющей, а ее собачка 17 находится в горизонтальном, т. е. опущенном положении.
В этом случае производится настройка упоров 5 под левой кареткой 6, для чего по мерной линейке 7 устанавливают щтанги 4 на размер и фиксируют их. Количество упоров равно количеству пробиваемых отверстий в материале 14. В рабочем положении упоры 5 обращены скосами вверх, а в нерабочем - скосами вниз.
Для осуществления подачи материалами 14 (заготовки) включается левый моторредуктор 23 на больщую маршевую скорость и левая каретка 6, перемещаясь по направляющим 3, толкает посредством Г-образной стойки 13 материал 14 (заготовку) по рольгангу 1 в рабочую зону пресса 2. Противоположный торец материала 14 (заготовки) входит в контакт с датчиком 15 правой каретки 6. Включается автоматически мотор-редуктор 23 правой каретки и каретка 6 начинает двигаться синхронно с ма- , териалами 14 (заготовкой).
При подходе собачки 17 (левой каретки 6) к упору 5 она, поднимаясь по скосу упора, воздействует на датчик 19 по сигналу, от которого мотор-редукторы 23 обесточиваются и срабатывают электромагнитные тормозы 25. Под действием сил инерции вся система, перемещаясь с больщой скоростью, не может остановиться мгновенно и проходит некоторый отрезок пути. При этом собачка 17 перескакивает упор 5.
В момент торможения системы осуществляется переключение мотор-редукторов 23 на доводочную скорость, в несколько раз меньщую марщевой, а затем их реверсирование (фиг. 4). После переключения моторредукторов 23 каретка 6 плавно возвращаQ ется до соприкосновения датчика 26, закрепленного на собачке 17, с упором 5. После этого мотор-редукторы 23 отключаются и срабатывают электромагнитные тормоза 25. Вследствие инерции каретка 6 может пройти несколько больщее расстояние, чем
5 расстояние, пройденное собачкой 17 до контакта с упором 5. При этом правая пружина 12 ползущки левой каретки 6 сжимается и компенсирует это смещение. Одновременно происходит сжатие и правой пружины 12 ползущки 11, правой каретки 6. Таким
образом, материал 14, выведенный на позицию пробивки, оказывается подпертым к базовой плоскости рычага стойки 13 пружины ползущки 11 правой каретки 2 (фиг. 1), После осуществления пробивки отверстий в материале 14 (заготовке) включаются мотор-редукторы 23, материал 14 (заготовка) вновь продвигается с марщевой скоростью до того момента, пока собачка 17 ползущки 11 левой каретки 6 не пройдет на очередной упор 5. При этом собачка
0 17 воздействует на датчик 15 и далее весь цикл установки материала 14 на вторую позицию пробивки производится по выщеописаьшой схеме./
При необходимости пробивки группы отверстий, базирующихся от противоположного торца материала 14, обесточивается электромагнит 16 правой каретки 6, а под напряжение включают электромагнит 16 левой каретки 6. При этом собачка 17 выводится, а собачка 17 правой каретки 6 вводится в зацепление с упорами 5.
0
Эффект от использования предлагаемого устройстве, заключается в повыщении точности позиционирования материала в рабочей зоне пресса и производительности процесса обработки.
Фиг. 2
Вид 6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для межоперационного транс-пОРТиРОВАНия зАгОТОВОК | 1975 |
|
SU795647A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для получения деталей из длинномерного материала | 1978 |
|
SU770619A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
