сл
со со
;о N
9WJ
ностью перемещения каретки (К) 6 с подъемниками, взаимодействующими со штьфями 8 штампов 9. Привод перемещения К 6 выполнен в виде поворотных кулис 10 с пазами и расположенных в пазах кулис 10 пальцев 14, связанных с Соответствующей К 6. Имеется фиксатор положения кулис 10 и С5. К ячейкам 15 склада подводится Т1. При
включении привода 12 кулисы 10, поворачиваясь, перемещают К 6 под штьфи 8 штампов 9. Подъемники поднимают штамп. Привод 12 перемещает К 6 в обратном направлении на С5. Т1 вместе с С5 и Кб перемещается к молоту. Привод 12 перемещает Кб вместе со штампом на рабочую позицию на под- штамповой плите. 2 з.п. ф-лы, 5 ил.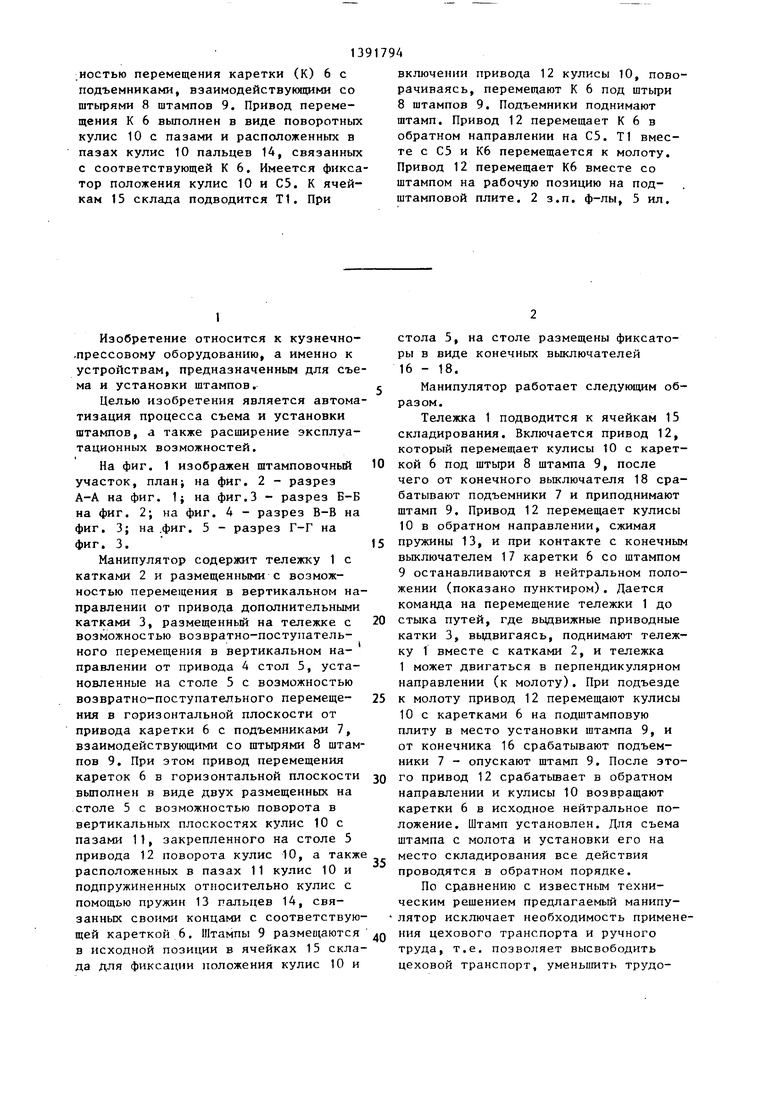
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный модуль смены штамповой оснастки | 1988 |
|
SU1581459A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Автоматизированный технологический комплекс для обработки фасонного и сортового проката | 1987 |
|
SU1511020A1 |
| Загрузочно-разгрузочное устройство | 1988 |
|
SU1569179A1 |
| Устройство для подачи листовых заготовок | 1981 |
|
SU1018762A1 |
| МАНИПУЛЯТОР ДЛЯ ИНДУКЦИОННОЙ НАПЛАВКИ | 1996 |
|
RU2101152C1 |
| Устройство для подачи листовых заготовок и съема отштампованных изделий на линии печь-пресс | 1975 |
|
SU662214A1 |
| Устройство для обработки непрерывно движущегося материала | 1978 |
|
SU747586A1 |
| Линия технического обслуживания автомобилей | 1987 |
|
SU1466972A1 |
Изобретение относится к кузнеч- но-прессовому оборудованию, а именно к манипуляторам для съема и установ- ки штампов. Цель - автоматизация процесса съема и расширение эксплуатационных возможностей. Манипулятор содержит тел.ежку (Т) 1 с катками 2 и дополнительными подвижными катками 3, размещенный на Т1 подъемный стол (С) 5, установленные на С5 с возмож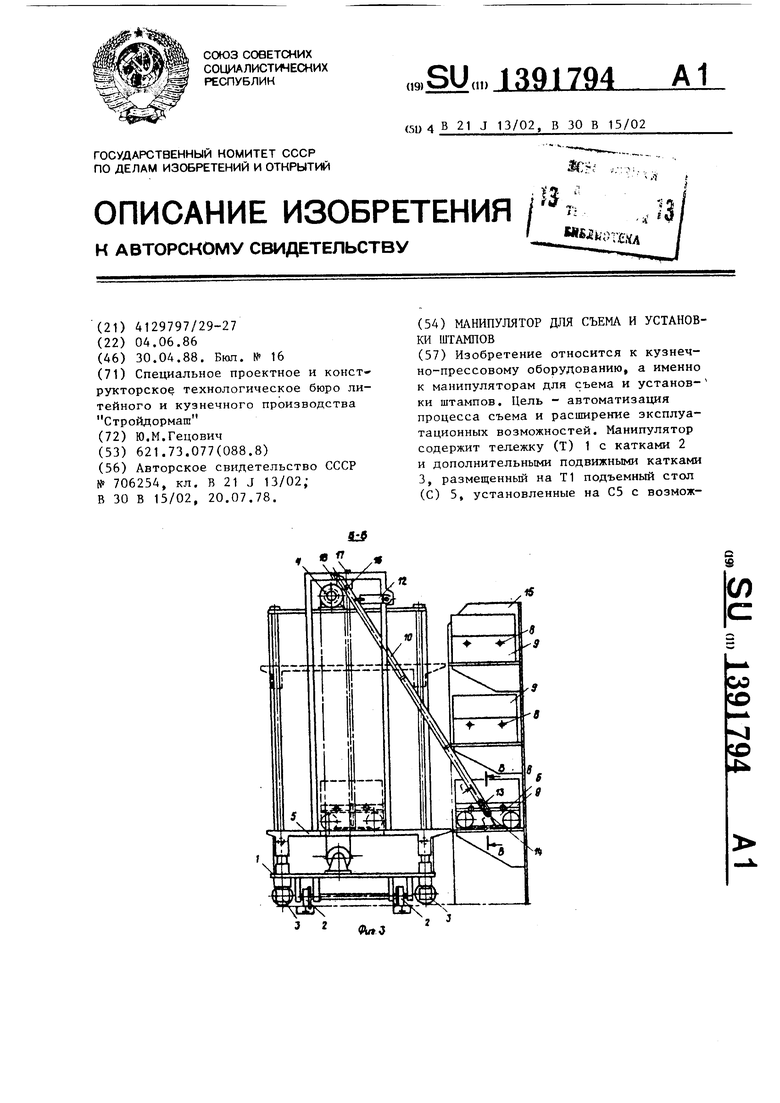
1
Изобретение относится к кузнечно- -прессовому оборудованию, а именно к устройствам, предназначенным для съема и установки штампов.
Целью изобретения является автоматизация процесса съема и установки штампов, а также расширение эксплуатационных возможностей.
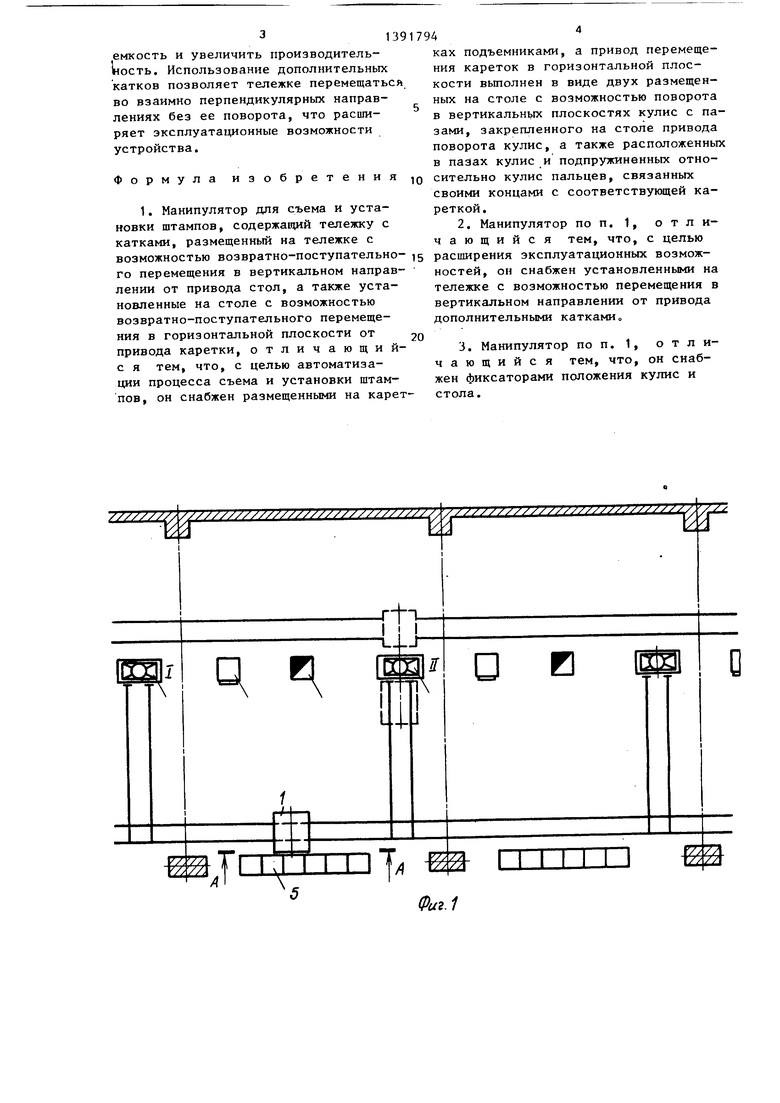
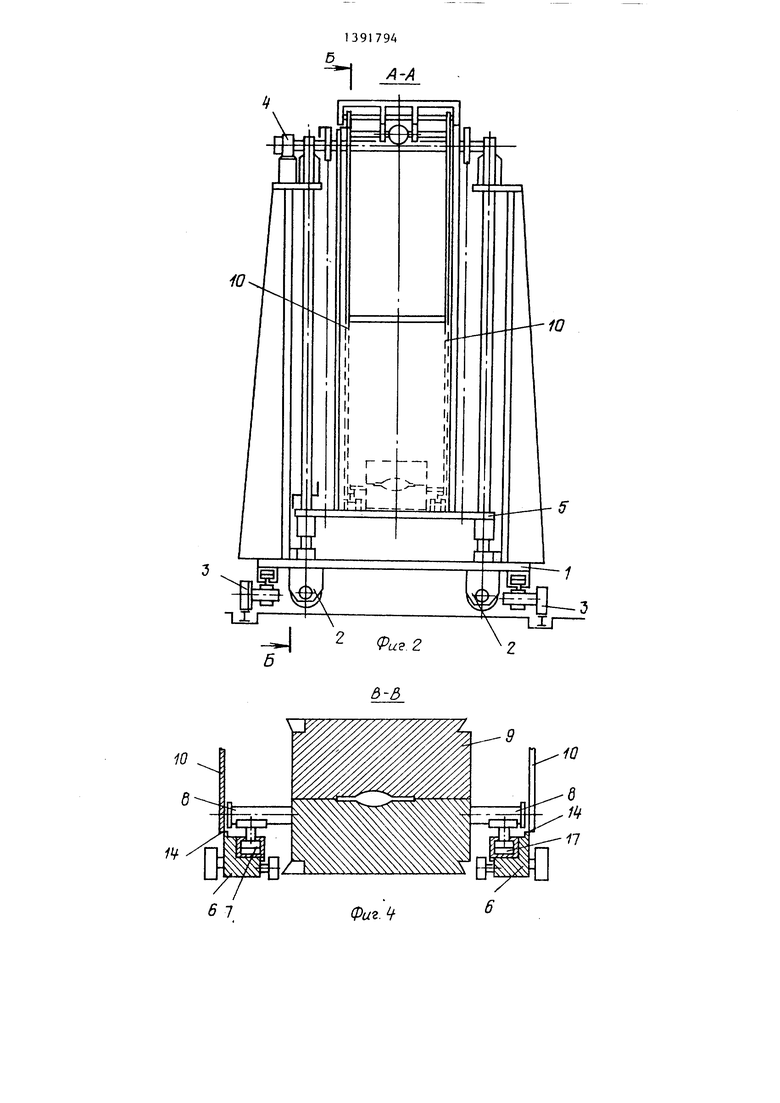
На фиг. 1 изображен штамповочный участок, nnaa-f на фиг. 2 - разрез А-А на фиг. 1; на фиг.З - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 3; на .фиг. 5 - разрез Г-Г на фиг. 3.
Манипулятор содержит тележку 1 с катками 2 и размещенными с возможностью перемещения в вертикальном направлении от привода дополнительными катками 3, размещенный на тележке с возможностью возвратно-поступательного перемещения в вертикальном направлении от привода 4 стол 5, установленные на столе 5 с возможностью возвратно-поступательного перемеще- ния в горизонтальной плоскости от привода каретки 6 с подъемниками 7, взаимодействующими со штьфями 8 штампов 9. При этом привод перемещения кареток 6 в горизонтальной плоскости вьшолнен в виде двух размещенньк на столе 5 с возможностью поворота в вертикальных плоскостях кулис 10 с пазами 11, закрепленного на столе 5 привода 12 поворота кулис 10, а такж расположенных в пазах 11 кулис 10 и подпружиненных относительно кулис с помощью пружин 13 пальцев 14, связанных своими концами с соответствующей кареткой 6. Штампы 9 размещаются в исходной позиции в ячейках 15 склада Для фиксации положения кулис 10 и
стола 5, на столе размещены фиксаторы в виде конечных выключателей 16 - 18.
Манипулятор работает следующим образом.
Тележка 1 подводится к ячейкам 15 складирования. Включается привод 12, который перемещает кулисы 10 с кареткой 6 под штьфи 8 штампа 9, после чего от конечного выключателя 18 срабатывают подъемники 7 и приподнимают штамп 9. Привод 12 перемещает кулисы 10 в обратном направлении, сжимая пружины 13, и при контакте с конечным выключателем 17 каретки 6 со штампом
9останавливаются в нейтральном положении (показано пунктиром). Дается команда на перемещение тележки 1 до стыка путей, где выдвижные приводные катки 3, вьщвигаясь, поднимают тележку 1 вместе с катками 2, и тележка
1 может двигаться в перпендикулярном направлении (к молоту). При подъезде к молоту привод 12 перемещают кулисы
10с каретками 6 на подштамповую плиту в место установки штампа 9, и от конечника 16 срабатывают подъемники 7 - опускают штамп 9. После этого привод 12 срабатьшает в обратном направлении и кулисы 10 возвращают каретки 6 в исходное нейтральное положение. Штамп установлен. Для съема штампа с молота и установки его на место складирования все действия проводятся в обратном порядке.
По сравнению с известньм техническим решением предлагаемый манипулятор исключает необходимость применения цехового транспорта и ручного труда, т.е. позволяет высвободить цеховой транспорт, уменьшить трудоемкость и увеличить производительность. Использование дополнительных катков позволяет тележке перемещаться во взаимно перпендикулярных направлениях без ее поворота, что расширяет эксплуатационные возможности устройства.
Формула изобретения
возможностью возвратно-поступательно- 5 расширения эксплуатационных возможностей, он снабжен установленными на тележке с возможностью перемещения в вертикальном направлении от привода дополнительными каткамио
го перемещения в вертикальном направлении от привода стол, а также установленные на столе с возможностью возвратно-поступательного перемещения в горизонтальной плоскости от 2о привода каретки, отличающий- с я тем, что, с целью автоматизации процесса съема и установки штампов, он снабжен размещенными на карет3. Манипулятор по п. 1, отличающийся тем, что, он снабжен фиксаторами положения кулис и стола.
ся
139179А
ках подъемниками, а привод перемещения кареток в горизонтальной плоскости вьшолнен в виде двух размещенных на столе с возможностью поворота в вертикальньгх плоскостях кулис с пазами, закрепленного на столе привода поворота кулис, а также расположенных в пазах кулис и подпружиненных отно- сительно кулис пальцев, связанных своими концами с соответствующей кареткой.
- А-А
10
Фаг.
Фиг. 5
| Устройство для замены штампов на прессе | 1978 |
|
SU706254A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
