Изобретение относится к машиностроению, а именно к кузнечно-прессо- вому оборудованию.
Целью изобретения является расширение эксплуатационных возможностей. На фиг. 1 изображен план штамповочного участка при размещении механизма смены штамповой оснастки только на основном манипуляторе; на фиг о 2 - план штамповочного участка при размещении механизма смены штамповой оснастки на основном и дополнительном манипуляторах; на фиг. 3 - разрез А-А на фиг. 1,2; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - т разрез В-В на фиг. 4;на фиг. 6 - разрез Г-Г на фиг. 4; на фиг. 7 - разрез Д-Д на фиг. 4; на фиг. 8 - разрез Е-Е на фиг о 1; на фигс 9 - узел I на фиг. 4; на фиг. 10 - разрез Ж-Ж на фиг0 9; на .фиг. 11 - разрез И-И на фиг. 10; на фиг. 12 - разрез К-К (повернуто) на фиг. 8; на фиг. 13 - разрез Л-Л на фиг. 12; на фиг. 14 - разрез М-М на фиг. 13; на фиг. 15 - узел II на фиг, 8; на фиг. 16 - клапанная система чередования срабатывания механизмов подъема и опускания тележек; на фиг. 17 - схема подзарядки энергоносителя.
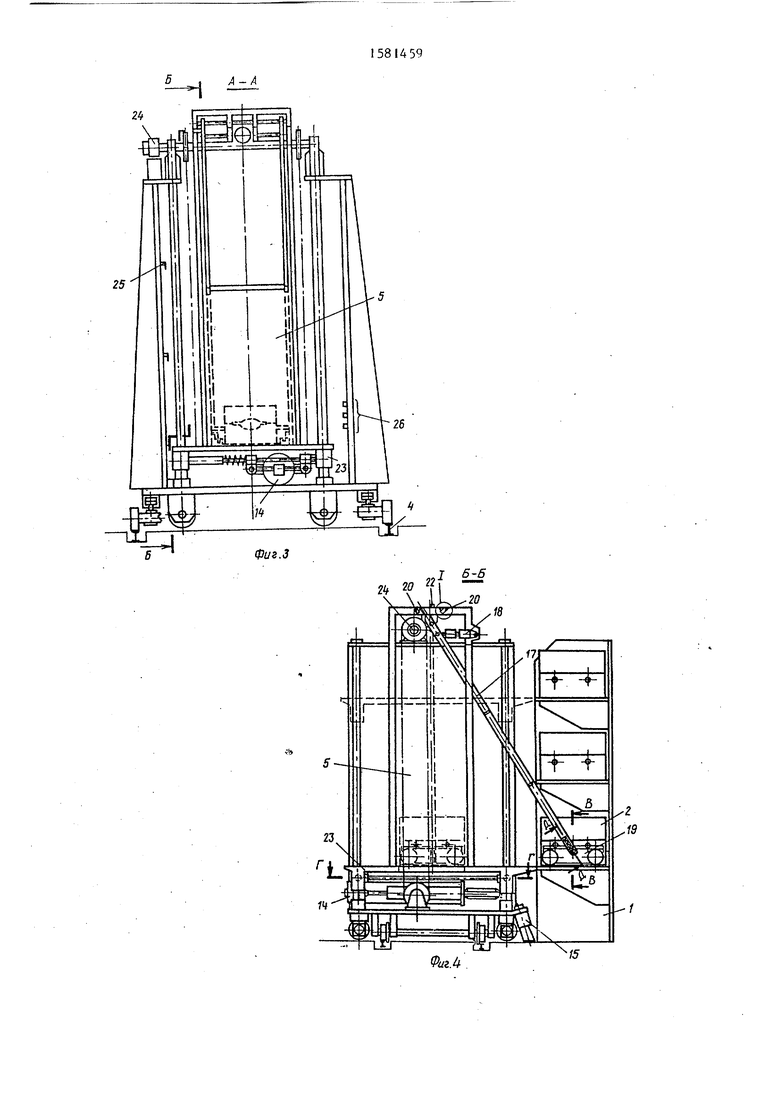
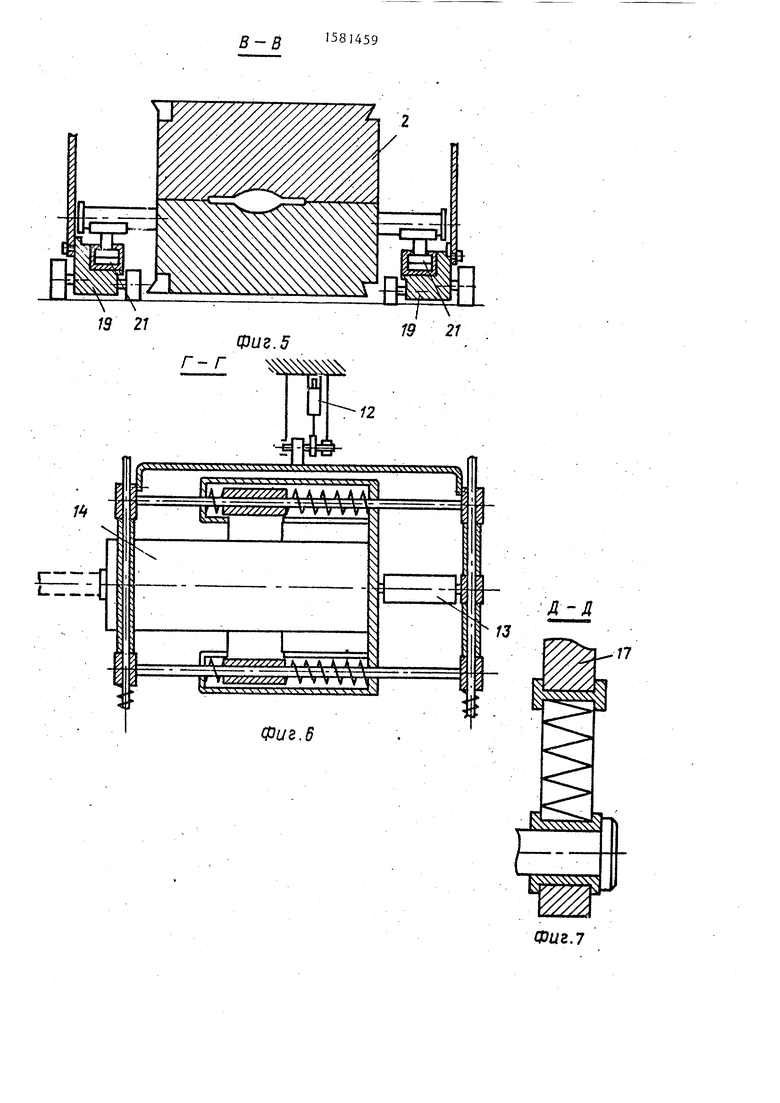
Модуль содержит склад 1 штамповой оснастки 2, размещенные между складом 1 молотом 3 рельсовые пути 4, расположенный с возможностью возвратно-поступательного перемещения по рельсовым путям 4 манипулятор 5, расположенный у молота 3 со стороны, противоположной основному манипулятору 5 дополнительный манипулятор 6, установленную с возможностью поворота стойку 7, расположенные на стойке 7 ловители 8 с роликовыми захватами 9 и приводами 10 перемещения последних, размещенный на станине молота 3 механизм 11 поперечного перемещения штамповой оснастки 2, смонтированные на манипуляторах 5 и 6 с возможностью перемещения от приводов 12 и 13 клинозабивные механизмы 14 и опорные лапы 15, контактирующие с клапанами 16.
При этом основной манипулятор включает кулисы с приводом 18, тележки 19, механизмы 20 переключения подачи воздуха в цилиндры 21, датчик 22 нейтрального положения кулис 17, траверсу 23 с приводом 24, группу выключателей 25 и 26
n 5
5
0
5
0
Дополнительный манипулятор 6 также может содержать элементы 17-26. В этом случае модуль снабжается дополнительным складом штамповой оснастки 27.
Модуль работает следующим образом С пульта управления или заводской АСУ (не показаны) подается кодовая программа на замену штампа , Энергоносителями являются электропитание, снимаемое аккумуляторами с троллей, расположенных в полу рядом с путями, как вдоль цеха, так и в поперечном направлении, и пневмоаккумулятор (или ресивер), расположенный на манипуляторах и подзаряжаемьй у молотов в момент наибольшего расхода сжатого воздуха - при забивке и при выбивке клиньев крепления штамповой оснастки
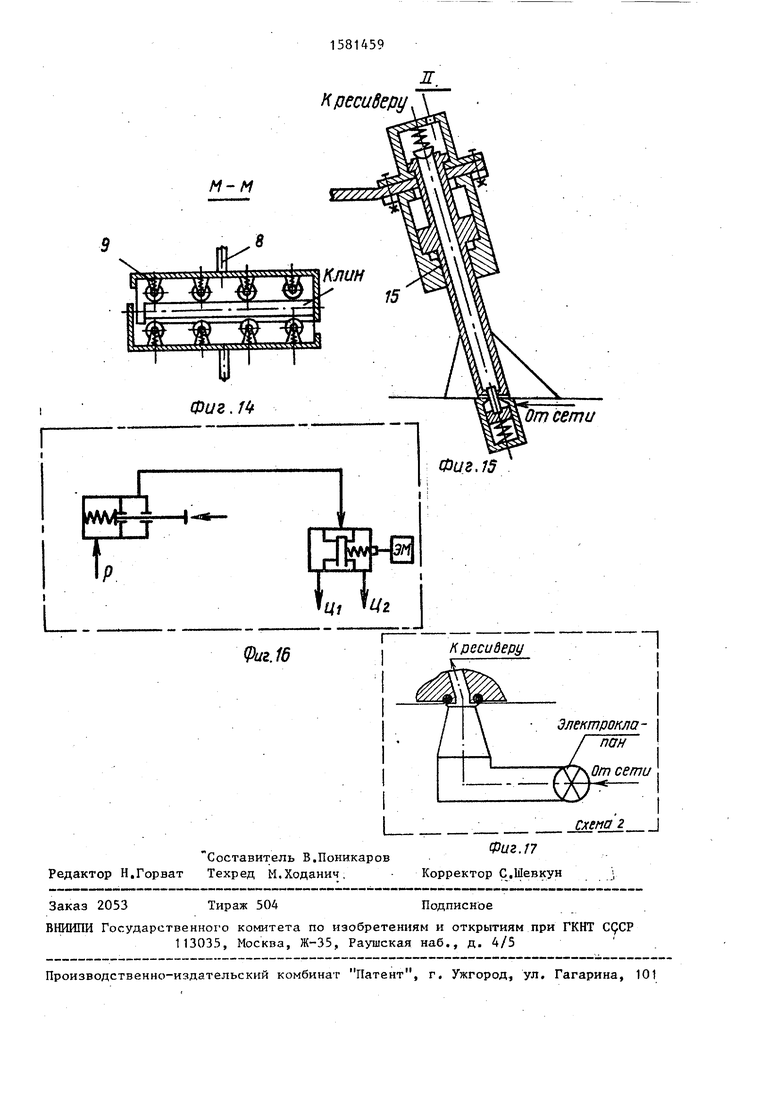
Манипулятор 5 подается к соответствующему молоту 3, щуп счетного устройства манипулятора по неподвижным путевым штырям определяет свое местоположение. Одновременно с подачей манипулятора 5 механизм ловителей 8 получает команду на положение . приема клиньев (как показано на разрезах К-К, , М-М). После выбивки нижнего клина и приема его ловителем 8 переместившийся клин до упора дает команду на перемещение (поперечное и по высоте) механизму для выбивки в новое положение в механизм производит выбивку верхнего клина0 После приема клина стойка ловителей, поворачиваясь из зоны молота, дает команду на подачу штампового кубика в исходное положение механизмом 11 и на подачу манипулятора 5 к молоту до определенного положения„ Кулиса 17 подводит при помощи привода 18 тележки 19 (из исходного нейтрального положения - показано пунктиром) под цапфы (установленные в верхней части нижнего полуштампа с обеих сторон). Нажатием кулисы 17 на механизм 20 производится подача сжатого воздуха в цилиндры подъема 21 тележек 19 и производится подъем штампового кубика. Конечные выключатели цилиндров подъема 21 дают команду на перемещение тележек 19 в исходное нейтральное положение при помощи срабатывания приводов 18, где срабатывает конечный выключатель 22, и манипулятор 5 начинает движение по коду для установки отработавшего штампового комппекта в его ячейку (фиг. 4 и 1), После подхода к ячейке срабатывает . привод 18 и через кулисы 17 тележки 19 перемещают штамповый кубик в ячейку, срабатывает механизм 20 и производится опускание штампового кубика (полости цилиндров подъема 21 соединяются с атмосферой). Срабатывают нижние конечные выключатели цилиндров подъема 21 и приводом 18 тележки переводятся в исходное положение о Срабатывает конечный выключатель 22 и дает команду на перемещение по коду к ячейке реверсом привода манипулятора 5 и подъемом траверсы 23 приводом 24 до исходного положения группы 25 о После подачи манипулятора к ячейке все операции по забору штампового кубика из ячейки и установку его на подштамповую плиту производят в обратном порядке, для чего механизмы 20 выполнены таким образом, чтобы при срабатывании они могли автоматически чередовать подъем и опускание подвижной части тележек (если эти операции будут производиться согласно программе по электросхеме, можно применить клапанную систему чередования с включением электромагнита - см. схему 1)„ После установки штампа на сухари (сухари установлены в подштамповой плите и бабе молота) производится по той же команде, что и возврат тележек в исходное положение, опускание бабы молота (посадка на верхний сухарь)о Манипулятор 5 отводится в положение для забивки, а ловители 8 подают клинья в требуемое положение выдвижением роликовыми захватами 9 производят предварительную их посадку в клиновые зазоры, после чего срабатывают приводы 10 разжимания роликовых захватов ловителей 8 и они отводятся в исходное положение. Кли- нозабивной механизм 14 перемещается автоматически в необходимое положение для забивки нижнего клина при помощи привода 12 через заранее настроенную систему кулачкового механизма, преодолевая усилие упругого поджатия, в поперечном направлении и одновременно в вертикальном направлении - при помощи привода 24 траверсы 23 до необходимого конечного выключателя из группы 26, одновременно производится механизмом 11 перемеще- ние штампового кубика до получения
5
0
5
0
5
0
5
0
5
клинового зазора. Происходит забивка нижнего клина с автоматической подачей клинозабивного механизма 14 пневмоприводом 13, имеющего пере- - пускной клапан для гашения энергии отдачи в процессе забивки. После забивки нижнего клина граничный конечный выключатель клинозабивного механизма дает команду на возврат цилиндра 13 в исходное положение, производится автоматически аналогично описанной выше перенастройка клинозабивного механизма 14 в положение забивки верхнего клина и производится забивка верхнего клина. Одновременно с установкой манипулятора 5 в исходное положение для забивки производится выдвижение лап 15, которые, утапливая клапаны 16, соединяют полость пневмоаккумулятора (ресивера) с цеховой воздушной, системой и происходит подзарядка энергоносителя в процессе забивки (выбивки) клиньев (схема 2), так как встраиваемый в полость клапан - сложноотлаживаемый - и капризный в работе узел. Поэтому при централизованном электроуправлении можно установить в выходном сопле пневмоэлектроклапан, кратковременным открытием которого перед подзарядкой (перед установкой лап) производят продувку сопла.
После забивки верхнего клина манипуляторы 5 и 6 по коду перемещаются для забора следующего комплекта штамповой оснастки на другом молоте (в новое исходное положение), а обслуживаемый молот готов к работе.
Когда манипулятор 6 является копией манипулятора 5, оба манипулятора одновременно по коду начинают выполнение операций смены: манипулятор 6 направляется к молоту для выбивки клиньев и забора штампового кубика, а манипулятор 5 - к ячейке нового штампа, забора его и транспортировки для установки на молот (или наоборот)о
Недостатками этого варианта модуля являются: усложнение манипулятора 6, установка с тыльной стороны молота таких же резервных стеллажей, увеличение длины путей (троллейного энергоснабжения) и увеличение блока памяти за счет поступления сигналов установки или забора штамповой оснастки - слева или справа.
По сравнению с известным техническим
решением настоящий модуль обеспечивает не только перемещение штамповой оснастки, но и ее автоматическое закрепление на молоте.
Формула изобретения
1. Автоматизированный модуль смены штамповой оснастки, содержащий склад штамповой оснастки, размещенные между складом штампов и молотом рельсовые пути, расположенный с возможностью возвратно-поступательного перемещения по рельсовым путям манипу- лятор, отличающийся тем, что, с целью расширения эксплуатационных возможностей, он снабжен размещенным у молота со стороны, противоположной основному манипулятору, дополнительным манипулятором, установленной с возможностью поворота стойкой, расположенными на стойке ловителями, размещенным на станине молота механизмом поперечного перемещения штамповой оснастки, а также смонтированными на основном и дополнительном манипуляторах с возможностью перемещения от приводов клинозабив- ными механизмами и опорными лапами.
2. Модуль по п. 1, отличающийся тем, что он снабжен роликовыми захватами ловителей с приводами их перемещения
Ј гпф
П
v-v


| название | год | авторы | номер документа |
|---|---|---|---|
| Манипулятор для съема и установки штампов | 1986 |
|
SU1391794A1 |
| САМОХОДНАЯ МАШИНА ДЛЯ ТРАНСПОРТИРОВКИ И СМЕНЫ БОЙКОВ И ШТАМПОВ | 1972 |
|
SU329936A1 |
| Механизированная линия для ремонта электрооборудования | 1988 |
|
SU1561152A1 |
| Гибкая производственная система | 1986 |
|
SU1373535A1 |
| Устройство для замены инструментальных блоков на прессах | 1988 |
|
SU1574340A1 |
| ШТАМП ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1991 |
|
RU2007248C1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |
| УСТРОЙСТВО ДЛЯ СОВМЕЩЕННОГО УПРАВЛЕНИЯ МОЛОТОМ И МАНИПУЛЯТОРОМ | 1966 |
|
SU180062A1 |
| УСТРОЙСТВО для ЗАБИВКИ И ВЫБИВКИ КЛИНЬЕВ ШТАМПОВОЧНЫХ И КОВОЧНЫХ Л\ОЛОТОВ | 1968 |
|
SU212030A1 |
| Гибкий технологический модуль | 1986 |
|
SU1586825A1 |

Изобретение относится к машиностроению, а именно к кузнечно-прессовому оборудованию. Цель изобретения - расширение эксплуатационных возможностей. Модуль содержит расположенные с разных сторон молота 3 основной манипуляторы /М/ 5 и дополнительный М 6, ловители с роликовыми захватами, механизм перемещения штамповой оснастки /ШО/ 2, смонтированные на М5 и 6 клинозабивные механизмы /КМ/ 14 и опорные лапы 15. М 5 и 6 подаются к молоту 3. Посредством КМ 14 и ловителей элементы крепления ШО 2 (клинья) вынимаются, а ШО 2 с помощью М 5 перемещаются на склад. Затем новая ШО2 со склада подается на рабочую позицию молота 3. Посредством КМ14 и ловителей ШО2 клиньями закрепляется на молоте. 1 з.п.ф-лы, 17 ил.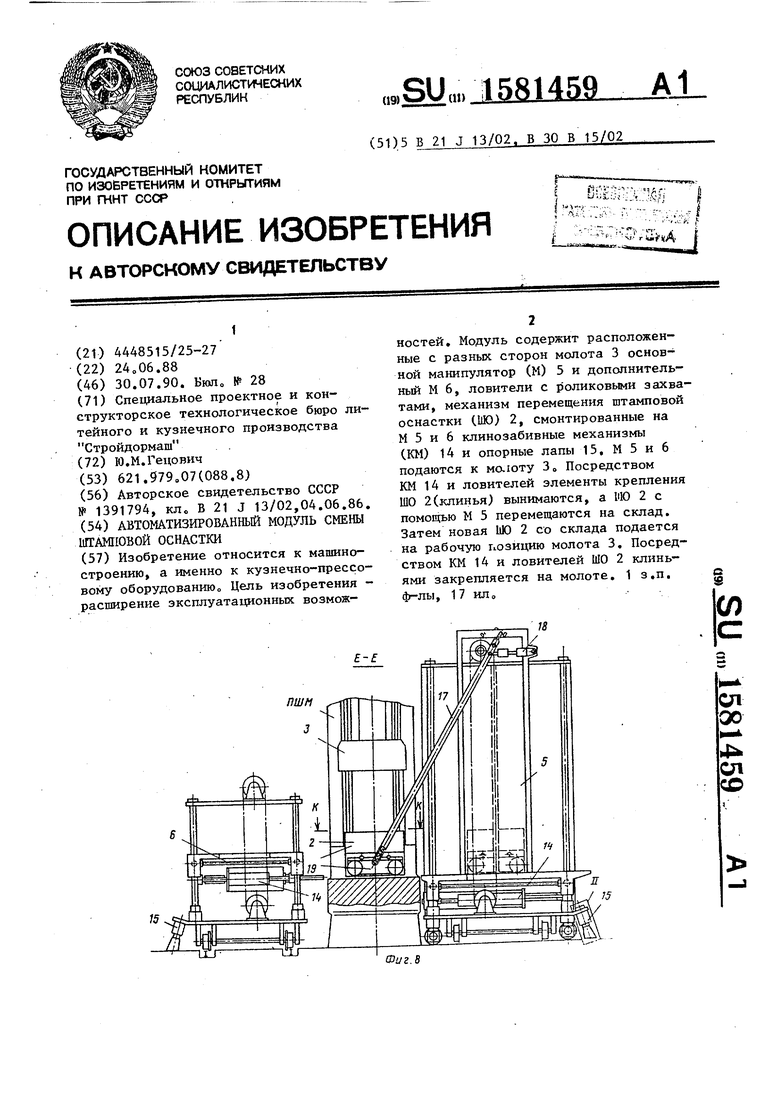
Ј1
V-V
Енз
Ш. j -j 5 2Пф
ffФиг.9
К-К
U1
// Фаг. 10 11
Л
1J
1581459
Ж-Ж
п цзиг.гз
к ресиверу
м-м
Составитель В.Поникаров Редактор Н.Горват Техред М.Ходанич,
Заказ 2053
Тираж 504
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ C(jlCP 113035, Москва, Ж-35, Раушская наб., д. 4/5
Фиг.Л
Корректор С.Шевкун
Подписное
| Манипулятор для съема и установки штампов | 1986 |
|
SU1391794A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
