со со
со isp
4
Изобретение относится к переработке
термопластичных полимеров и может быть
использовано в производстве погонажных
изделий, а также при переработке высоконаполненных композиций.
Цель изобретения - повышение качества
получаемых изделий, производительности
и надежности работы экструзионной головки.
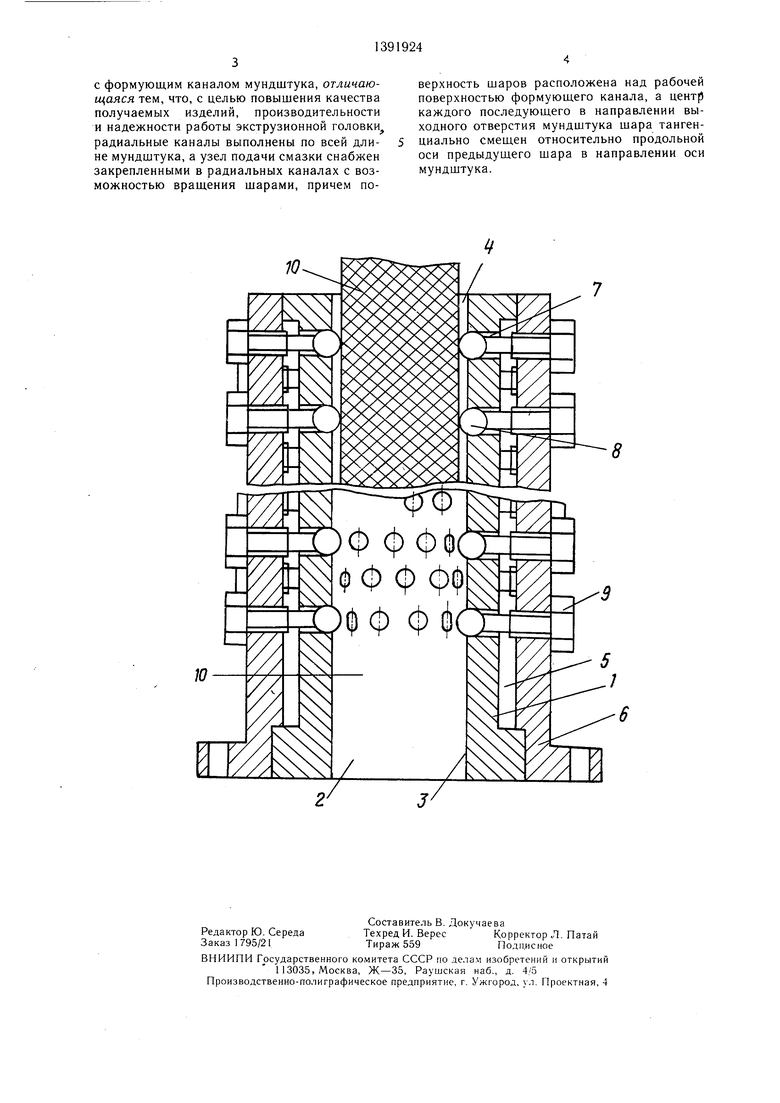
На чертеже изображена предлагаемая экструзионная головка, продольный разрез. Экструзионная головка содержит мунд- штук 1 с удлиненным формующим каналом 2, рабочей поверхностью 3 и выходным отверстием 4. Головка содержит смонтированную по наружной поверхности мундштука 1 с образованием рабочего канала 5 рубашку 6 охлаждения. Головка содержит узел подачи смазки. Рабочий канал 5 сообш,ен с узлом подачи смазки, а на боковой поверхности мундштука выполнены радиальные каналы 7 для сообш,ения рабочего канала 5 с формующим каналом 2. Радиальные каналы 7 выполнены по всей длине мундштука 1. Узел подачи смазки снабжен закрепленными в радиальных каналах 7 с возможностью вра- пхения шарами 8. Поверхность шаров 8 расположена над рабочей поверхностью 3 формующего канала 2. Центр каждого последующего в направлении выходного отверстия 4 мундштука 1 шара 8 тангенциально смещен относительно продольной оси предыдущего щара 8 в направлении оси мундштука 1. Шары 8 связаны с рубашкой 6 охлаждения посредством винтов 9.
Экструзионная головка работает следующим образом.
Экструдат 10 в расплавленном состоянии (условно прозрачный) поступает под давлением из экструдера (не показан) в формующий канал 2 мундштука 1. При набегании на шары 8 экструдат 10 упруго деформируется и катится по шарам 8 без проскальзывания. Смазочно-охлаждающая жидкость из рабочего канала 5 поступает к гнездам шаров 8, обеспечивает свободное вращение последних, предотвращает налипание на них расплава полимера за счет охлаждения шаров 8 и образования на их поверхности тонкой пленки смазки. Благодаря ротапринт- ному эффекту смазка с шаров 8 переносится на поверхность экструдата 10, обеспечивая его свободное скольжение по стенкам формующего канала 2 в промежутке между шарами 8. При дальнейшем продвижении по формующему каналу 2, поверхность расплава полимера отверждается при остывании и прекращается упругое восстановление экструдата 10 после схода с шара 8 (в от- вержденном состоянии экструдат 10 заштрихован). Образовавшийся зазор между экс- трудатом 10 и формующей поверхностью 2 мундштука 1 заполняется через зазоры между шарами 8 и их гнездами смазочно-охлаж- дающей жидкостью из рабочего канала 5.
За счет такого выполнения экструзионной головки экструдат 10 при набегании на шары 8 отрывается от стенок формующего канала 2 и устраняется их адгезионное
схватывание. Вращение шаров 8 снижает сопротивление, оказываемое ими движению экструдата 10.
Размещение радиальных каналов 7 с шарами 8 по всей длине мундштука 1 снижает сопротивление головки из-за трения экструдата 10 по стенкам формующего канала 2. Выполнение радиальных каналов 7, сообщающимися с рубашкой 6 охлаждения, обеспечивает подвод смазочно-охлаждающей жидкости к шарам 8 и ее ротапринтный перенос
на поверхность экструдата 10.
Тангенциальное смещение центров шаров 8 в направлении выходного отверстия 4 устраняет появление на изделии продольных следов контакта с шарами 8 и позволяет исключить из непосредственного контакта
0 со стенками формующего канала 2 всю поверхность экструдата 10. Подвод смазки в зазор между формующим каналом 2 и экстру датом 10 осуществляется промежуточным элементом в виде вращающихся ша5 ров 8. При этом равномерность распределения смазки по поверхности контакта экструдата 10 и формующего канала 2 обеспечивается независимо от давления экструзии при низком давлении смазки.
Q Положительный эффект, достигаемый от использования предлагаемой экструзионной головки, заключается в повышении качества профильно-погонажных изделий за счет обеспечения монолитности по длине, улучшения глянца поверхности и повышения
5 прочности в результате поверхностной ориентации при прикатке шарами. Кроме того, повышается производительность экструзионной головки за счет снижения сопротивления движению экструдата и повышения скорости отвода тепла от него. Повышается надеж ность экструзионной головки в работе, достигаемая в результате того, что предотвращается адгезионное схватывание экструдата со стенками формующего канала и его остановки при этом, снижается абразивный износ
5 головки, снижается давление смазки, устраняется необходимость в насосах высокого давления, обладающих низкой надежностью.
Формула изобретения
0 Экструзионная головка, содержащая мундщтук с удлиненным формующим каналом, рабочей поверхностью и выходным отверстием, смонтированную по наружной поверхности мундштука с образованием рабочего канала рубашку охлаждения и узел
5 подачи смазки, причем рабочий канал сообщен с узлом подачи смазки, а на боковой поверхности мундштука выполнены радиальные каналы для сообщения рабочего канала
с формующим каналом мундштука, отличающаяся тем, что, с целью повышения качества получаемых изделий, производительности и надежности работы экструзионной головки радиальные каналы выполнены по всей длине мундштука, а узел подачи смазки снабжен закрепленными в радиальных каналах с возможностью враш.ения шарами, причем поверхность шаров расположена над рабочей поверхностью формуюш,его канала, а цент) каждого последуюш,его в направлении выходного отверстия мундштука шара тангенциально смещен относительно продольной оси предыдущего шара в направлении оси мундштука.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления толстостенной бесшовной жесткой трубы из неориентированного полукристаллического термопластичного полимера и устройство для его осуществления | 1980 |
|
SU1163801A3 |
| Экструзионная головка для изготовления изделий из полимерного материала | 1978 |
|
SU722779A1 |
| Экструзионная головка для полимерных материалов | 1980 |
|
SU929445A1 |
| Устройство для формования изделий из полимерных материалов | 1980 |
|
SU891464A1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛИНТУСОВ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2146614C1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ | 1992 |
|
RU2010716C1 |
| Экструзионная головка для изготовления трубчатых изделий из полимерных материалов | 1981 |
|
SU960039A1 |
| Способ изготовления толстостенных бесшовных жестких профильных изделий из неориентированных полукристаллических термопластичных полимеров и устройство для его осуществления | 1986 |
|
SU1391935A1 |
| Экструзионная головка для нанесения покрытия на трубы | 1987 |
|
SU1382652A1 |
| Способ экструдирования полимерных материалов | 1986 |
|
SU1407823A1 |
Изобретение относится к переработке термопластичных полимеров. Цель изобретения - повышение качества получаемых изделий, производительности и надежности работы экструзионной головки. Головка содержит мундштук с удлиненным формующим каналом, рабочей поверхностью и выходным отверстием. По наружной поверхности мундштука смонтирована с образованием рабочего канала рубашка охлаждения. Головка содержит узел подачи смазки. Он сообщен с рабочим каналом. На боковой поверхности мундштука по всей его длине выполнены радиальные каналы для сообщения рабочего и формующего каналов. Узел подачи смазки снабжен закрепленными в радиальных каналах с возможностью вращения шарами. Их поверхность расположена над рабочей поверхностью формующего канала. Центр каждого последующего в направлении выходного отверстия .мундштука шара тангенциально смещен относительно продольной оси предыдущего шара в направлении оси мундштука. Экструдат в расплавленном состоянии поступает в формующий канал. При набегании на шары экструдат упруго деформируется и катится по щарам без проскальзывания. Смазочно-охлаждающая жидкость из рабочего канала поступает к гнездам щаров, обеспечивает свободное их вращение, предотвращает налипание на них расплава полимера за счет охлаждения щаров. 1 ил. 5S (Л
| Экструзионная головка для поли-МЕРНыХ МАТЕРиАлОВ | 1979 |
|
SU829444A1 |
| Солесос | 1922 |
|
SU29A1 |
| Экструзионная головка для полимерных материалов | 1980 |
|
SU929445A1 |
| Солесос | 1922 |
|
SU29A1 |
