(jO
EUD
CD 4 СЛ
Изобретение относится к оборудованию для нанесения рисунка на лицевую .поверхность керамических плиток |методом сериографии и может быть ис пользовано в промьшшенности строи- тельных материалов по производству керамических плиток.
Целью изобретения является повышение надежности работы и упрощение конструкции
На фиг Л представлена схема предлагаемой линии; на фиг.2 схема блока управления частотой вращения привода станка сериографии,
Линия для нанесейия рисунка содержит станок 1 сериографиил подающий 2 и отборочньп 3 конвейеры и конвейер- накопитель 4. Станок 1 снабжен приводом, в который входит двигатель 5, сцепная 6 и тормозная 7 электромуфты червячный редуктор 8, на валу 9 которого закреплен кривошип 10 для сообщения возвратно-поступательного
реле 25 и 26 задержки связаны с соответствующими входами регулятора 27,
Линия работает следуюгцим образом.
В исходном положении плитки находятся меткду упорами 18 цепи 17, Под датчиком 20 плитка отсутствует. Двигатели 5 и 19 включены, рцепная муфта 6 выключена, тормозная муфта 7 включена.
Плитка с технологической линии поступает на подающий конвейер 2, с которого переходит на накопитель 4, Так как скорость подачи плиток больше, чем скорость конвейера-накопителя 4, то плитки сплачиваются и непрерывным полотном по накопителю 4 транспортируются к станку 1 сериографии. Отборочный конвейер 3, имеющий скорость, большую , чем скорость накопителя 4, открывает по одной плитке и подаёт в станок 1,
По поступлении плитки датчик 20 выключает тормозную муфту 7 и включает сце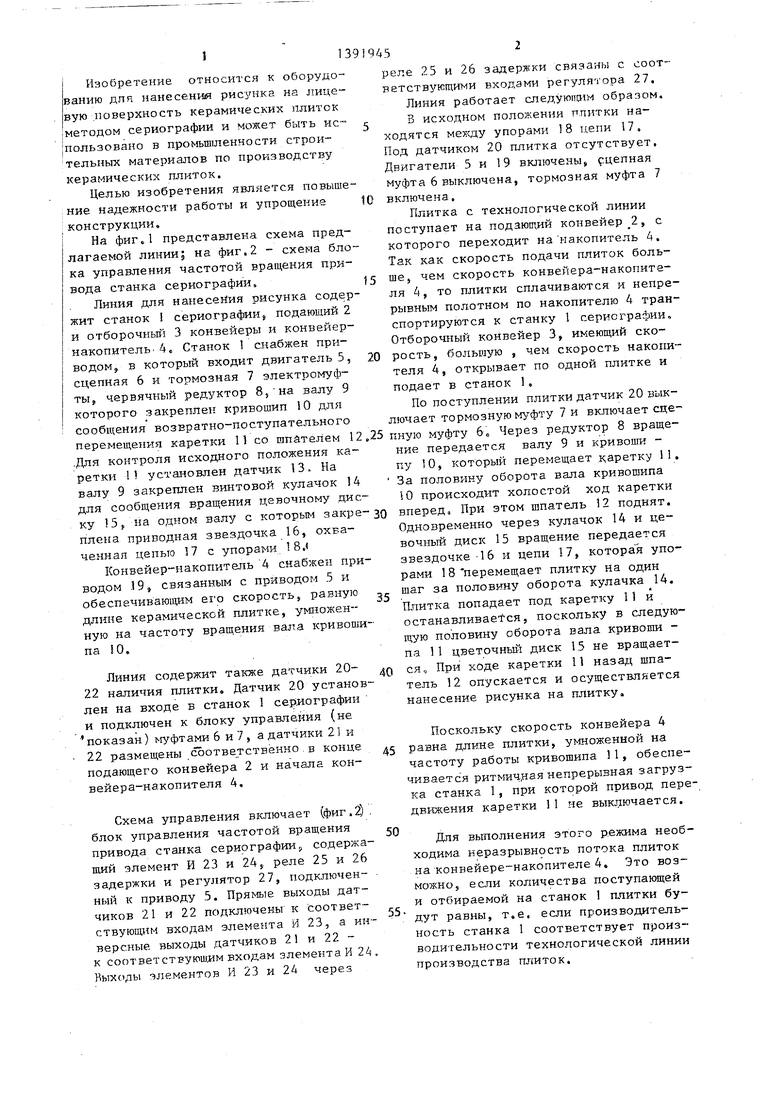
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения рисунка на изделия | 1987 |
|
SU1558710A1 |
| Автоматизированная линия для изготовления мелкоштучных строительных изделий | 1981 |
|
SU1033338A1 |
| Устройство для автоматического регулирования процесса обжига керамических плиток в щелевой печи | 1984 |
|
SU1223007A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ РЕЗКИ ПЛИТКИ | 2017 |
|
RU2739533C2 |
| Линия для производства керамической плитки | 1985 |
|
SU1284837A1 |
| Система регулирования температуры при производстве керамических изделий | 1984 |
|
SU1242699A1 |
| Линия наклейки керамических плиток в ковры | 1988 |
|
SU1512772A1 |
| Линия для отделки строительных панелей | 1985 |
|
SU1318412A1 |
| Установка для производства керамических плиток | 1980 |
|
SU897528A1 |
| Сверлильный станок | 1989 |
|
SU1703287A1 |

Изобретение относится к устройствам декорирования керамических плиток методом сериографии. Цель изобретения является повышение надежности работы и упрощение конструкции. Между подающим и отборочными конвейерами установлен конвейер-накопитель. Привод станка серио- трафии и накопителя обеспечивает синхронизацию частоты двойных ходов каретки и подачи плиток на механизм сериографии. Осуществляется автоматическое регулирование частоты вращения приводов в зависимости от производительности технологической линии, С этой целью на стыке накопителя и подающего конвейер установлены дат- чики контроля положения плитк и. Датчики фиксируют скопление плиток перед накопителем (оба датчика перекрыты) итп отсутствие плиток (оба датчика не перекрыты). В зависимости от указанных ситуаций уменьшается или увеличивается частота вращения приводов. При одном перекрытом, а другом открытом датчике частота не меняется. 1 з.п. ф-лы, 2 ил. с сл с
перемещения каретки 11 со шпателем 12.25 пную муфту 6. Через редуктор 8 враще.Дпя контроля исходного положения каретки П установлен датчик 13. На валу 9 закреплен винтовой кулачок 14 для сообщения вращения цевочному диску 5/на одном валу с которьтм закреплена приводная звездочка 16, охваченная цепью 17 с упорами 18,(
Конвейер-накопитель 4 снабжен приводом .19, связанным с приводом 5 и
обеспечивающим ег о скорость, равную длине керамической плитке, умноженную на частоту вращения вала кривопш- па Ш.
Линия содержит также датчики 20- 22 наличия плитки. Датчик 20 установлен на входе в станок 1 сериографии и подключен к блоку управления (не показан) гуфтами 6 и 7 , а датчики 21 и 22 размещены {Соответственно , в конце подающего конвейера 2 и начала конвейера-накопителя 4,
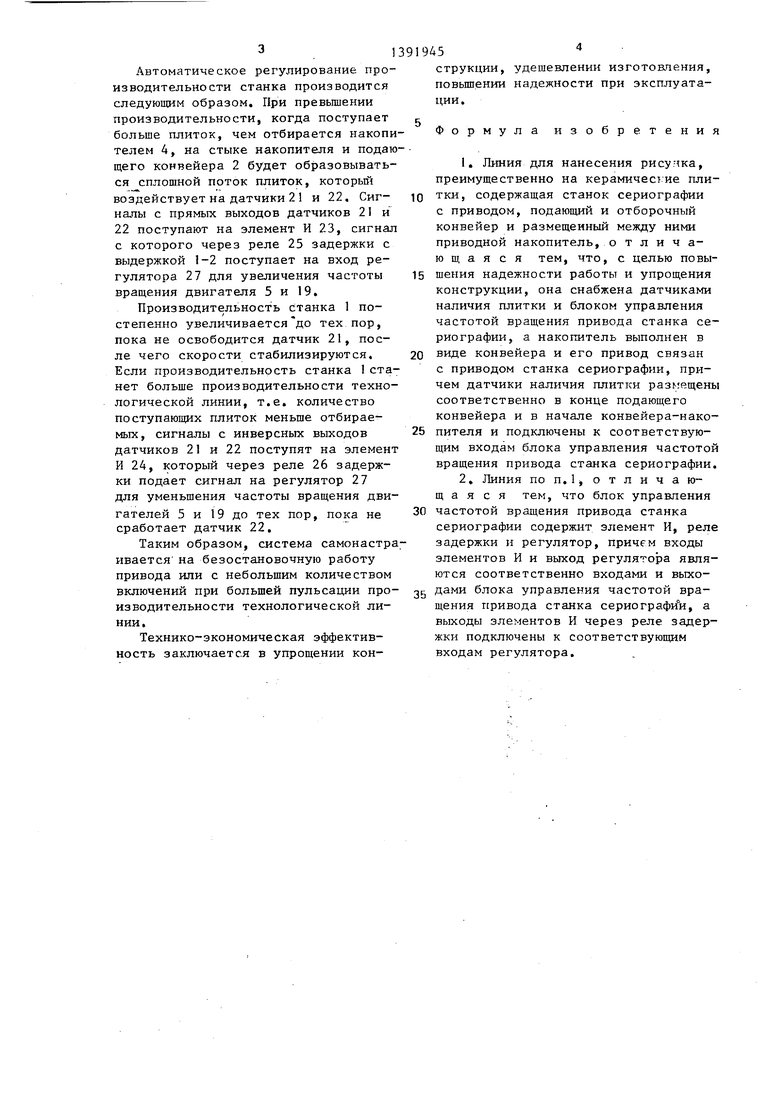
Схема управления включает (фиг.2) , блок управления частотой вращения привода станка сериографии,, содержащий элемент И 23 и 24, реле 25 и 26 задержки и регулятор 27, подключен- ный к приводу 5. Прямые выходы датчиков 21 и 22 подключены к соответствующим входам элемента И 23, а инверсные выходы датчиков 21 и 22 - к соответствующим входам элемента И 24, Быхс1ды элементов И 23 и 24 через
о
5
0
5
0
5ние передается валу 9 и кривоши - пу 10, который перемещает даретку 11, За половину оборота вала кривошипа 10 происходит холостой ход каретки вперед. При этом шпатель 12 поднят. Одновременно через кулачок 14 и цевочный диск 15 вращение передается звездочке-16 и цепи 17, котора я упорами 18 перемещает плитку на один шаг за половину оборота кулачка 14, Плитка попадает под каретку 11 и ocтaнaвливaetcя, поскольку в следующую половину оборота вала, кривоши - па 11 цветочный диск 15 не вращается. При ходе каретки 11 назад шпатель 12 оп ускается и осуществляется нанесение рисунка на плитку.
Поскольку скорость конвейера 4 равна длине плитки, умноженной на частоту работы кривошипа 11, обеспечивается ритмичда.я непрерывная загрузка станка 1, при которой привод передвижения каретки 11 не выключается.
Для выполнения этого режима необходима неразрывность потока плиток на конвейере-накопителе 4. Это возможно, если количества поступающей и отбираемой на станок 1 плитки будут равны, т,е, если производительность станка 1 соответствует производительности технологической линии производства плиток.
Автоматическое регулирование производительности станка производится следующим образом. При превьшении производительности, когда поступает больше плиток, чем отбирается накопителем 4, на стыке накопителя и подаю щего конвейера 2 будет образовываться сплошной поток плиток, которьп воздействует на датчики 2 1 и 22, Сиг- налы с прямых выходов датчиков 2I и 22 поступают на элемент И 23, сигнал с которого через реле 25 задержки с выдержкой 1-2 поступает на вход регулятора 27 для увеличения частоты вращения двигателя 5 и 19,
Производительность станка 1 постепенно увеличивается до тех пор, пока не освободится датчик 21, после чего скорости стабилизируются, Если производительность станка 1 станет больше производительности технологической линии, т,е, количество поступающих плиток меньше отбираемых, сигналы с инверсных выходов датчиков 21 и 22 поступят на элемент И 24, который через реле 26 задержки подает сигнал на регулятор 27 для уменьшения частоты вращения двигателей 5 и 19 до тех пор, пока не сработает датчик 22,
Таким образом, система самонастраивается на безостановочную работу привода или с небольшим количеством
включений при большей пульсации про- - дами блока управления частотой враизводительности технологической линии.
Технико-экономическая эффективность заключается в упрощении конщения привода станка сериографи°и, а выходы элементов И через реле задержки подключены к соответствующим входам регулятора.
5
0 0
5
струкции, удешевлении изготовления, повьщ1ении надежности при эксплуатации.
Формула изобретения
с приводом, подающий и отборочный конвейер и размещенный между ними приводной накопитель, о т л и ч а- ю щ а я с я тем, что, с целью повышения надежности работы и упрощения конструкции, она снабжена датчиками наличия плитки и блоком управления частотой вращения привода станка сериографии, а накопитель выполнен в виде конвейера и его привод связан с приводом станка сериографии, причем датчики наличия плитки размещены соответственно в конце подающего конвейера и в начале конвейера-накопителя и подключены к соответствующим входам блока управления частотой вращения привода станка сериографии,
2,Линия по п,1, отличающая с я тем, что блок управления частотой вращения привода станка сериографии содержит элемент И, реле задержки и регулятор, причем входы элементов И и выход регулятора являются соответственно входами и выхощения привода станка сериографи°и, а выходы элементов И через реле задержки подключены к соответствующим входам регулятора.
2/
22
3919Д5
гдто
1Щ1У
| Установка для шелкографии | |||
| Проспект фирмы SACMI (Италия), 1985. |
