(21)4106518/25-28
(22)10.06.86
(46) 30.04.88. Бюл. 1 16
(71)Всесоюзный научно-исследовйтельс- кий институт транспортного строительства
(72)В.М.Душницкий и И.М.Шаферман
(53)531.717 (088.8)
(56) Строительные нормы н правила. , Правила производства работ и приемки. Металлические конструкции. Глава СНиП Ш-18-75. М.: Стройиздат, 1976, с. 7-9.
(54)СПОСОБ ОПРЕДЕЛЕНИЯ ПРЕДЕЛЬНОЙ СТРЕЛЫ ВЫГИБА ПРИ ПРАВКЕ И ГИБКЕ ДЕТАЛЕЙ
(57) Изобретение относится к технике измерений. Целью изобретения является повьппение точности определения предельной стрелы- выгиба за счет .из- мерения и учета формы кривой выгиба. Способ заключается в том, что предельную стрелу выгиба определяют с учетом типа поперечного сечения измеряемой детали, высоты в поперечном сечении, величины пластической деформации и базы измерения, а также измеряют с помощью измерительной линейки наибольшую стрелу выгиба и две дополнительные стрелы выгиба, которые также учитывают. 1 ил.
113
Изобретение относится- к технике из|мерення, а именно к способам опре- дешения предельной стрелы выгиба при nplaBKe и гибке металлических конст- .
Цель изобретения - повьшение точности определения предельной стрелы выгиба при кривизне детали одного посредством базовой линейки с двумя опорами, расстояние между кото- равно базе измерения.
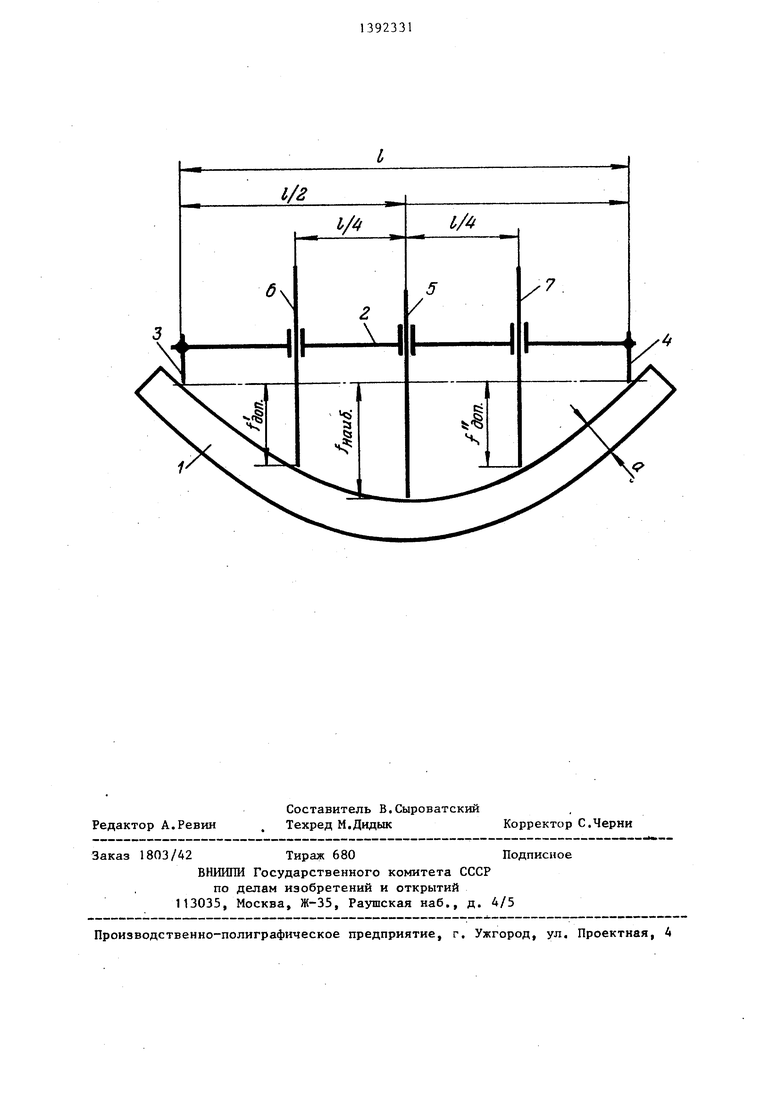
I На чертеже изображена схема измере н:г1я наибольшей и дополнительных стрел выгиба детали с помощью базовой ли- йки.
Способ осуществляют следующим об- .
Для измеряемой детали 1 определя- KJT тип поперечного сечения в зависи- Йости от оси симметрии, при этом к Первому типу принадлежат сечения, имеющие ось симметрии, перпендикулярную стреле выгиба, а ко второму - сечения с осью симметрии, неперпендику- Яярной стреле выгиба или не имеющие беи симметрии, высоту детали в поперечном сечении, величину пластической деформации в зависимости от вида обработки (холодной, термической и термомеханической правкой и гибкой) и длину базы измерения. С помощью базовой линейки 2, имеющей две опоры 3 и 4, расстояние между которыми рав- :но базе измерения, центральный измерительный шток 5, размещенньй в середине линейки, и дополнительные измерительные штоки 6 и 7, размещенные по обе стороны от штока 5, на расстояниях, равных половине расстояний между штоком 5 и каждой из опор 3 и 4, измеряют наибольшую и дополнительные стрелы выгиба. Для этого на измеряемой детали 1 визуально опреде ля1дт участок с наибольшей кривизной одного знака и место наибольшей стрелы выгиба, устанавливают базовую линейку так, чтобы она своими опорами 3 и 4 на детали 1, а центральный шток 5 взаимодействовал с деталью 1 в месте наибольшей стрелы выгиба, и снимают показания со всех измерительных штоков, при этом шток 5 показывает наибольшую стрелу выгиба
а штоки
6 и 7 - дополнительные
стрелы выгиба fдоп Из двух дополнительных стрел выгиба выбирают меньшую по ве.ги гчине и по отношению
0
5
f АОП
-
определяют тип кривизны измеИамбряемой детали, при этом для первого
типа -f--- 0,50-0,75, а для второt Нам5
ГО - т- 0,75-1,00. Если указан HduS
ное отношение находится вне указанных пределов, то это означает, что на измеряемом участке детали меняется знак кривизны, и способ для такого случая неприемлем.
Йо типу кривизны и типу сечения выбирают коэффициенты А и В, рассчитанные для определенной базы 1 измерения, а предельную стрелу выгиба определяют по формуле
fnp ( .В),
°- -L наио
5
0
5
0
5
0
5
где а - высота детали в поперечном
сечении, мм;
5 - величина пластической деформации, %;
fдоп меньшая из двух дополнительных стрел выгиба, мм; намБ наибольшая стрела выгиба, мм; А и В - коэффициенты для типа сечения, типа кривизны и базы измерения.
Предлагаемый способ по сравнению с известными повьш1ает точность определения предельной стрелы выгиба при правке и гибке деталей за счет измерения и учета формы кривой выгиба. Формула изобретения
Способ определения предельной стрелы выгиба при правке и гибке деталей, заключающийся в том, что предельную стрелу выгиба определяют с учетом типа поперечного сечения измеряемой детали в зависимости от наличия оси симметрии, высоты детали в поперечном сечении, величины ее пластической деформации и базы измерения, отличающийся тем, что, с целью повьш1ения точности определения при кривизне детали одного знака посредством базовой линейки с двумя опорами, расстояние между которыми равно базе измерения, измеряют наибольшую стрелу выгиба в середине линейки и дополнительные стрелы выгиба с двух сторон от середины линейки на расстояниях, равных половине расстояний между серединой и каждой из опор линейки, которые также учитывают при определении предельной стрелы выгиба.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕЦИЗИОННОГО ДЕФОРМИРОВАНИЯ ТРУБЧАТЫХ И СТЕРЖНЕВЫХ ИЗДЕЛИЙ | 2021 |
|
RU2762224C1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2090284C1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 1994 |
|
RU2078631C1 |
| СПОСОБ ВАЛКОВОЙ ПРАВКИ ИЗДЕЛИЙ | 1997 |
|
RU2113305C1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2104108C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГРАНИЧНЫХ УСЛОВИЙ И КРИТЕРИЕВ ФОРМООБРАЗОВАНИЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2006 |
|
RU2336135C2 |
| СПОСОБ ПРАВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2347636C1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 1982 |
|
SU1077120A1 |
| СПОСОБ ПРАВКИ КОНЦОВ РЕЛЬСОВ | 1992 |
|
RU2038883C1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ | 1995 |
|
RU2096111C1 |