СЛ
г-р5
.
А -i)
ы
оо со
СлЭ 4 (Г ОО
11393498
ll.Hofjptтепне относится к обработке
ра
давлением лисг ового материала.
Цель изобретения - расширение тех- нолсэгических возможностей путем обеспечения изготовления рупоров громкоговорителей.
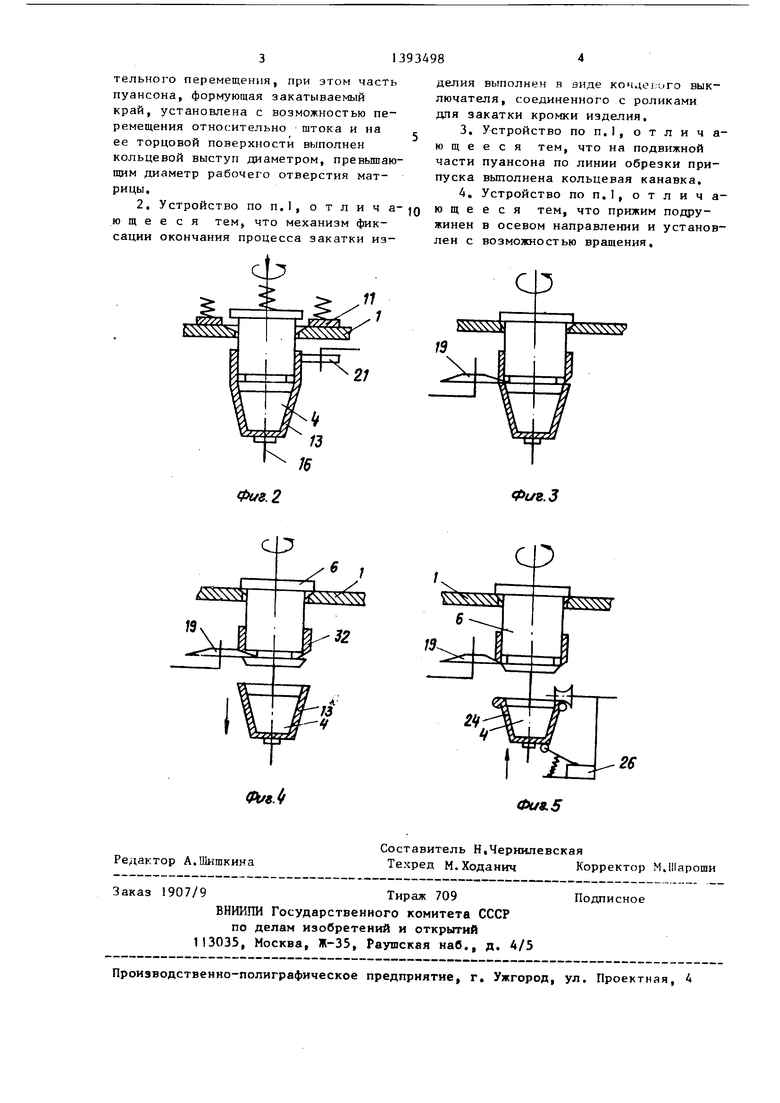
На фиг.1 изображено предлагаемое устройство, обсций вид; на фиг,2 - устройство в процессе вытяжки; на фиг.З и 4 - то же, в процессе подрезки края; на фиг.З - то же, в процессе закатки края.
Матрица 1 установлена на телах 2 качения и имеет привод 3 вращения, СОСТОЯ1ЦИЙ из шестерни, редуктора и электродвигателя. Нижняя часть 4 пуансона жестко закреплена на штоке 5, а верхняя часть 6, - подвижно и подпружинена пружиной 7, В верхней части 6 имеются выступ 8 диаметром, большим диаметра отверстия матрицы I, и кольцевая канавка 9, выполненная по линии отрезки припуска. Шток 5 выполнен из двух частей, соединенных между собой радиально-упор- ным подшипником 10, что позволяет частям 4 и 6 пуансона складкодержате лю 1 вращаться. Силовые гидроцилиндры 12, обеспечиваюа1;ие предварительную вытяжку заготовки 13, соединены с коромыслом 14, на котором закреплен гидроцилиндр 15, шток которого прикреплен к В1току 5 пуансона. Прижим 16 подружинеи пружиной 17 и его вал состоит из двух частей, соединен 1Пз1х радиалЬно-упорным подшипником 18 Ролик 19 дпя отрезки припуска имеет привод возвратно-поступательного перемещения в виде гидроцилиндра 20. Ролик 21 дпя ротационной обработки боковой поверхности заготовки подпружинен пружиной 22 и соединен со штоком гидропллиндра 23. Ролик 24 для закатки края заготовки соединен со штоком гидроцилин/:фа 25 и к нему прикреплен концевой выключатель 26. Расстояние между выключателем 26 и роликом 24 определено высотой заготовки. Подача заготовки в рабочую зону про- изво;у тся питате.пем 27, соединенным с гидроцилиндром / ,8. Насосная станция 29 соединена через распределиУстройство работает следующим образом.
Питатель 27 укладывает заготовку
13 на матрицу 1, гидроцилиндры 12 опускают коромысло 14, происходит предварительная вытяжка заготовки 13 (фиг.2). При этом включается привод 3 и ролик 21 обрабатывает поверхность заготовки 13. Части 4 и 6 пуансона и складкодержатель 11 вращаются за счет сил тоения с матрицией 1. При достижении заготовкой 1 3 прижима 16 последний прижимает заготовку 13
к части 4. Ролик 21 отводится от заготовки 13, а ролик 19 обрезает припуск 32 (фиг.З). Гидроцилиндр 15 опускает часть 4 пуансона (фиг.4). Ролик 24 занимает рабочее положение и гидроцилиндр 15 поднимает часть 4 пуансона. Пружина 17 поднимает прижим 16 и заготовку 13, при этом закатывается край заготовки 13 (фиг.5). Окончание закатки фиксируется датчиком 26, когда он вместе с днищем заготовки 13 приближается на установленное заранее расстояние от ролика 24. Подача заготовки при закатке края производится за счет сил упругости пружины 17. После этого гидро- цилйндр 15 опускает заготовку 13, ролики 24 и 19 отводятся, гидроцилиндры 15 и 12 поднимают штоки, заготовка 13 и припуск 32 снимаются с пуансона, цикл повторяется.
Предложенное выполнение устройства позволит расширить его технологические возможности путем обеспечения изготовления рупоров громкоговорителей, повысить его производительность.
Формула изобретения
I. Устройство дпя изготовления изделий из листового материала, содержащее установленные с возможностью вращения составной пуансон со штоком и матрицу, а также ролики для ротационной обработки и прижим, отличающееся тем, что, с целью расширения технологических возможностей путем обеспечения изготовления рупоров громкоговорителей, оно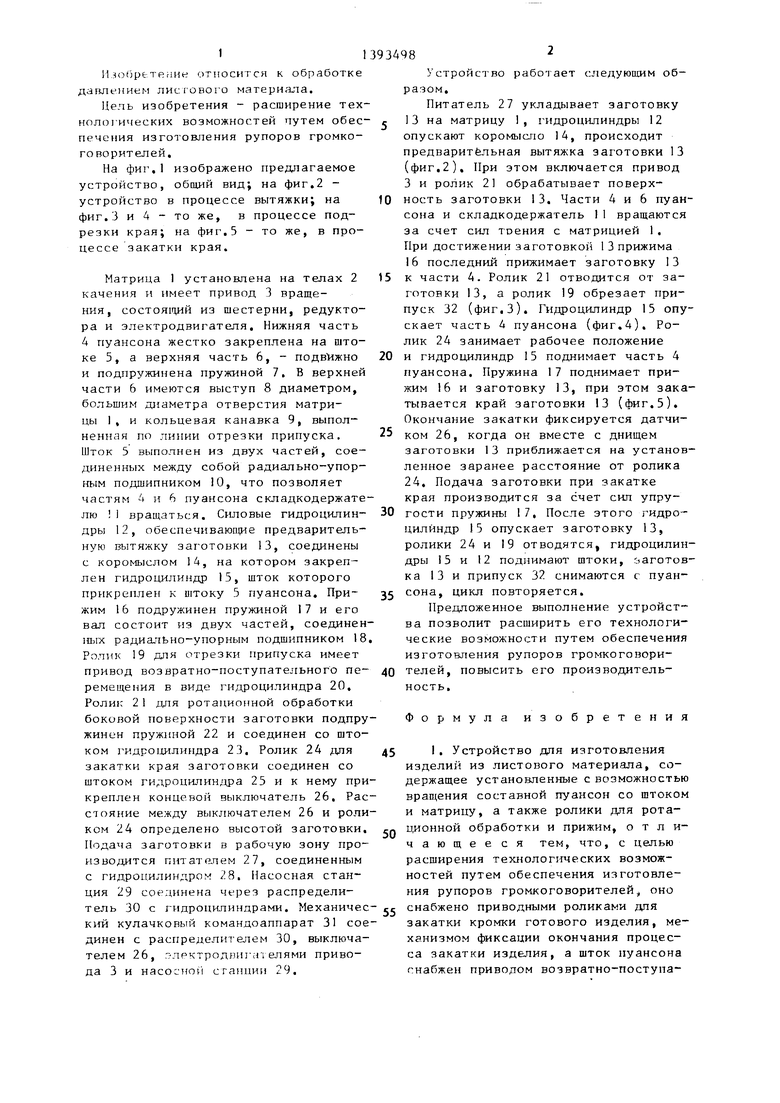
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ПЕРЕМЕННЫМ ПОПЕРЕЧНЫМ СЕЧЕНИЕМ | 1971 |
|
SU312657A1 |
| Автоматизированный комплекс для изготовления деталей из плоского материала | 1986 |
|
SU1349847A1 |
| Автомат для изготовления изделий из проволоки типа шплинтов | 1982 |
|
SU1093380A1 |
| Штамп для вытяжки | 1989 |
|
SU1773532A1 |
| СПОСОБ ВЫТЯЖКИ ИЗДЕЛИЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 2005 |
|
RU2302920C1 |
| Способ вытяжки кузовных деталей | 1988 |
|
SU1580648A1 |
| СПОСОБ ВЫТЯЖКИ С РАСТЯЖЕНИЕМ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1992 |
|
RU2016686C1 |
| Штамп для вытяжки | 1984 |
|
SU1233994A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ | 1990 |
|
RU2013162C1 |
| Способ формирования горловины полого цилиндрического изделия и устройство для его осуществления | 1990 |
|
SU1810175A1 |
Изобретение относится к обработке давлением листового материала. Цель - расширение технологических возмож юстей путем обеспечения изготовления рупоров громкоговорителей. Устройство содержит приводные ролики для закатки кромки готового изделия, механизм фиксации окончания закатки в виде концевого выключателя. Шток пуансона имеет привод возвратно- поступательного перемещения. Заготовку I3 размещают на матрице 1 и производят вытяжку с одновременной обработкой роликом 21 боковой поверхности заготовки 13. Роликом 19 производят обрезку припуска. Закатка края заготовки 13 осуществляется с помощью ролика 24, окончание ее фиксируется датчиком 26. 3 з.п.ф-лы, 5 ил.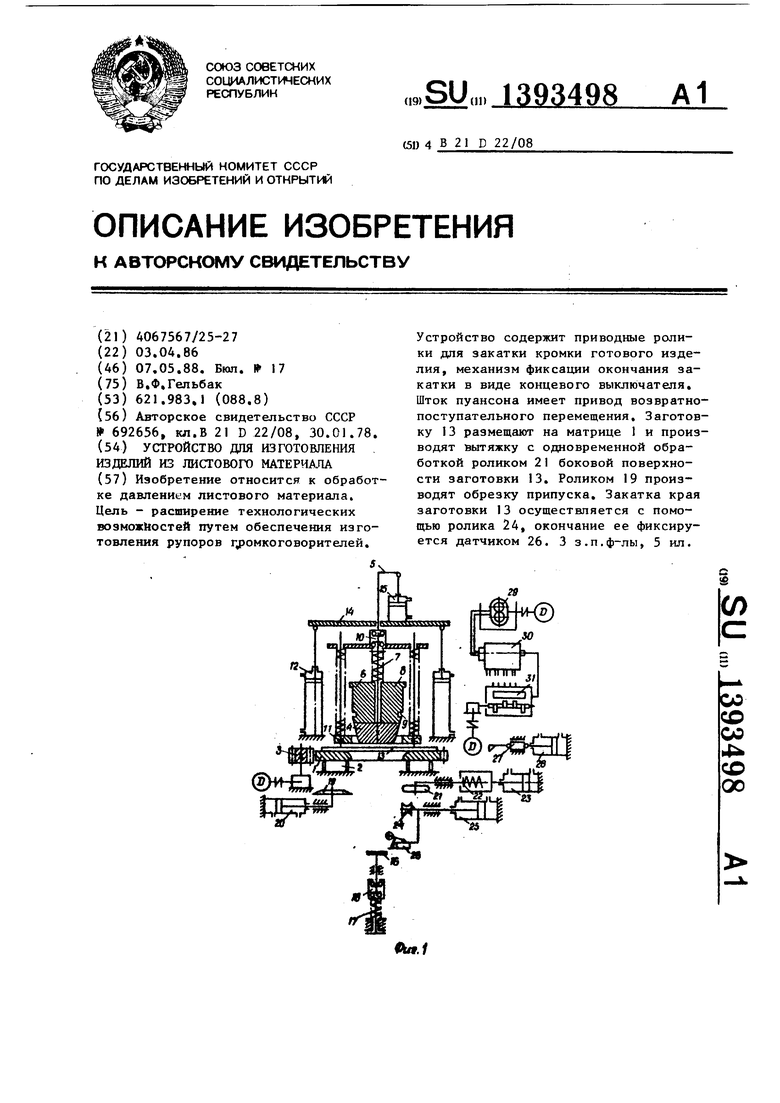
т ель 30 с гидроцкаиндрами. Механичес- снабжено приводными роликами для кий кулачковый командоаппарат 31 сое- закатки кромки готового изделия, ме- динен с распределителем 30, выключателем 26, --лрктродпига елями привода 3 и насосчюр станции 29.
ханизмом фиксации окончания процесса закатки изделия, а шток пуансона снабжен приводом возвратно-поступа снабжено приводными роликами для закатки кромки готового изделия, ме-
ханизмом фиксации окончания процесса закатки изделия, а шток пуансона снабжен приводом возвратно-поступаФиг. 2
СР
19
Фиг.З
| Штамп для вытяжки | 1978 |
|
SU692656A1 |
