со со со СП
4
О5
Изобретение относится к обработке металлов резанием и может быть использовано при фрезеровании контурных поверхностей на станках с числовым про- граммным управлением.
Цель изобретения - повышение производительности и качества при обработке поверхностей с переменной высотой за счет съема постоянного объема материала.
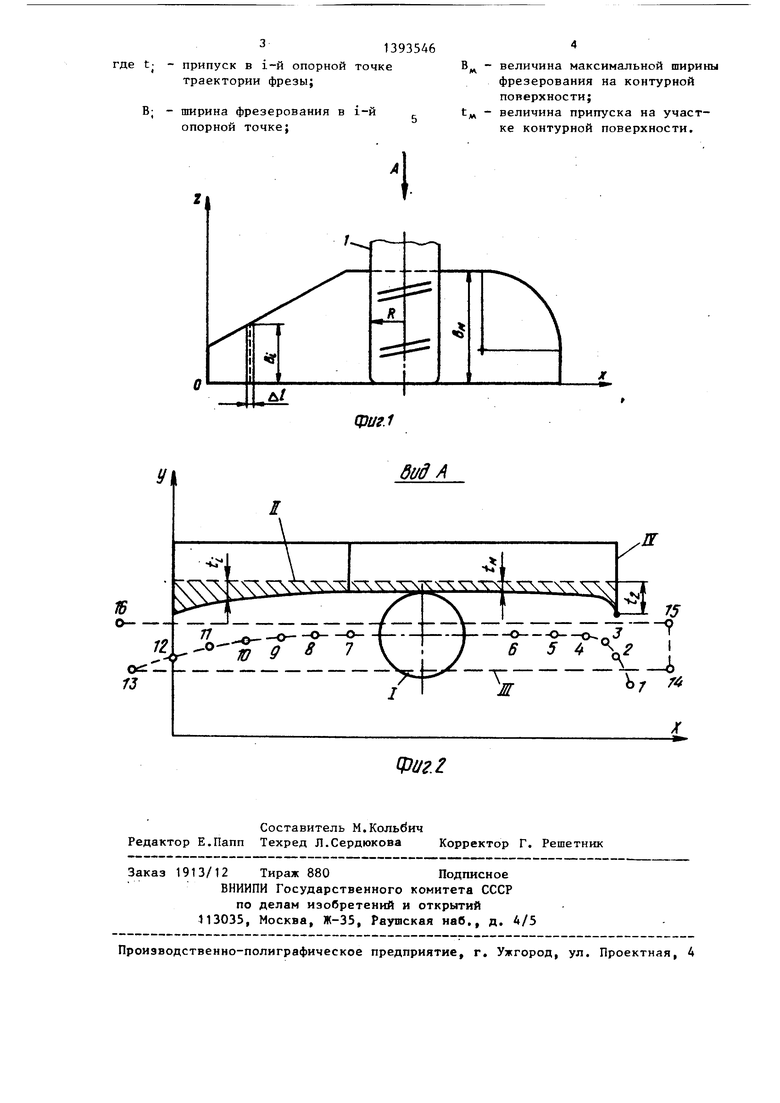
На фиг, 1 представлен профиль ребра в плоскости XOZ; на фиг 2 - вид А на фиг. 1 (траектория движения инструмента в процессе обработки).
Обработку осуществляют следующим образом.
Перед обработкой определяют участок с максимальной шириной фрезерования Ef и задают глубину фрезерования (припуск) t, на этом участке. Исходно положение инструмента (фрезы) I перед обработкой контурной поверхности II переменной высоты задают в некоторой точке 1 (фиг. 2), находящейся на расстоянии радиуса фрезы R от начальной точки 2 прохода, предшествующего последнему, окончательному проходу на касательной к траектории центра фреза. С указанной точки фрезу переме- щают на подаче врезания Sf, в точку 2, которая отстоит по нормали от крайней кромки контурной поверхности II на расстоянии (R + t), где величина t определяется по указанной формуле с учетом ширины фрезерования В на участке контурной поверхности, соответствующем опорной точке 2 траектории, С точки 2 подачу врезания меняют на рабочую подачу Sp, и движение центра фрезы выполняют по кривой через опорные точки 3, 4, 5 и 6; положение каждой из этих точек определяется соответствующими значениями ширины фрезерования В, 64, Bj и B. На участке контурной поверхности с постоянной шириной фрезерования В обработку осуществляют от точки 6 до точки 7 с постоянной глубиной фрезерования (припуском) t, (траектория III центра фрезы на этом участке параллельна контурной поверхности II). При фрезеровании контурной поверхности на участке скоса ребра фрезу перемещают по кривой, определяемой опорными точками 7-12.
От конечной точки 12 предчистовог прохода фрезу по касательной к траектории отводят с ускоренной пода
,
чей Sy на расстояние R в точку 13, далее с той же подачей фрезу перемещают параллельно контурной поверхности в точку 14, отстоящую от торцовой плоскости IV ребра на расстоянии R и затем выполняют движение центра фрезы в начальную точку 15 чистового прохода, которая находится от плоскости контура и плоскости торца на расстоянии R. Чистовой проход осуществляют на рабочей подаче путем перемещения центра фрезы от точки 15 к точке 16, отстоящей на расстоянии R от торцовой плоскости, противоположной торцовой плоскости IV; при этом на заготовке снимают неравномерный припуск металла (на фиг. 2 снимаемьй припуск заштрихован). В точке 16 обработку заканчивают. Величину припуска tj в каждой i-й опорной точке траектории определяют из условия съема постоянного объема металла.
Пусть на участке траектории элементарной длины ul, на котором можно пренебречь изменением ширины фрезерования В;, обработку осуществляют с глубиной фрезерования t- . Тогда объем металла, снимаемого на этом участке, равен V; B;.t;-&l. На участке с максимальной шириной фрезерования В и глубиной резания t на таком же участке элементарной длины il снимают объем металла V .il. Если предположить, что V V, то
B;.t;M . Из этого УСЛОВИЯ
вьшодится ключевая формула. При В;6 0,2 В; глубину резания принимают равной t ; 5tj.
Формула изобретения
Способ обработки контурных поверхностей на станках с программным управлением, при котором обработку контурной поверхности и сопряженной с ней плоскости ведут несколькими проходами при перемещении фрезы вдоль контура детали,о тличающий- с я тем, что, с целью повьшения производительности и качества при обработке поверхностей с переменной высотой, на окончательный проход оставляют переменный припуск, который определяют из соотношения
,- - « Вм ti - 5 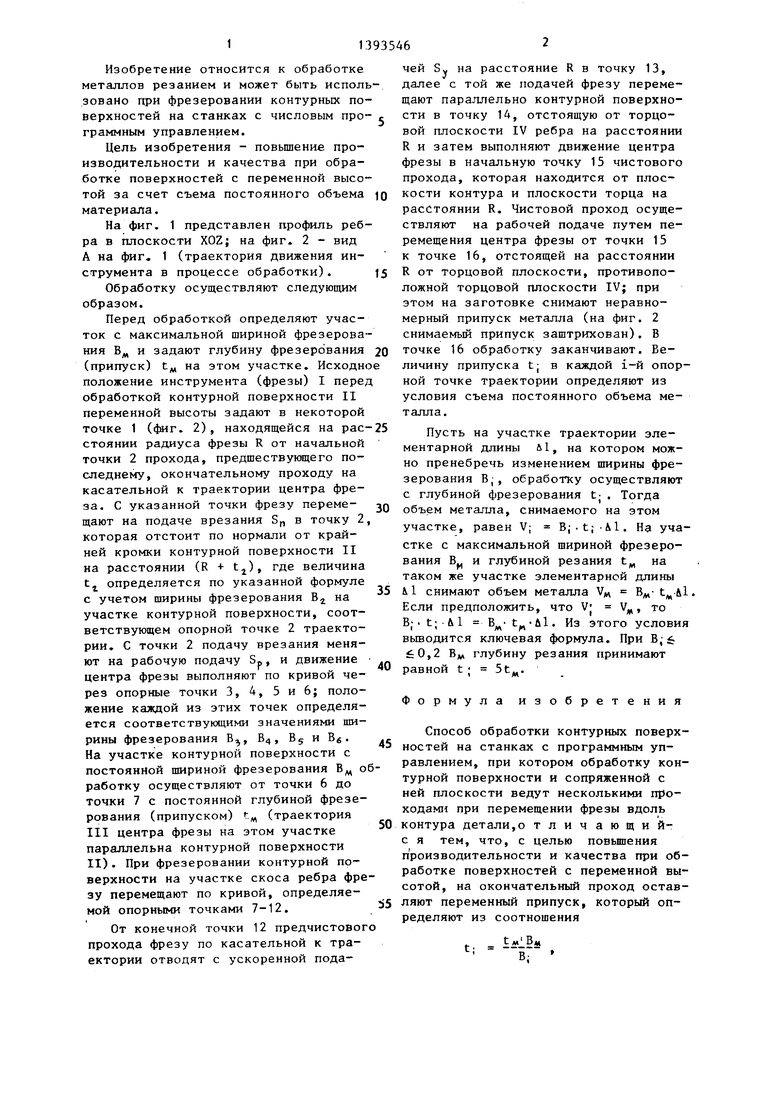
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ фрезерования гладких замкнутых контурных поверхностей деталей | 1983 |
|
SU1168351A1 |
| Способ обработки плоскости | 1983 |
|
SU1139576A1 |
| Способ обработки плоскостных деталей | 1986 |
|
SU1404201A1 |
| Способ фрезерования внутренних радиусных сопряжений поверхностей деталей | 2018 |
|
RU2674376C1 |
| Способ фрезерования гладких замкнутых контурных поверхностей | 1987 |
|
SU1565608A1 |
| Способ обработки плоскостных деталей | 1982 |
|
SU1074666A1 |
| Способ врезания фрезы | 1991 |
|
SU1797524A3 |
| Способ фрезерования плоскостей | 1977 |
|
SU738785A1 |
| Способ обработки сложных поверхностей | 1986 |
|
SU1393548A1 |
| Способ обработки | 1987 |
|
SU1484476A1 |
Изобретение относится к области обработки металлов резанием и может быть использовано при фрезеровании контурных поверхностей на станках с числовым программным управлением. Цель изобретения - повышение производительности и качества при обработке поверхностей с переменной высотой. Обработку контурной поверхности и прилежащей к ней плоскости осуществляют несколькими проходами, на которых фрезу перемещают вдоль контура детали. На предпоследнем проходе фрезу перемещают по траектории, обеспечивающей переменный припуск, который определяют по зависимости t; t,, где t; - припуск F i-й опорной точке траектории инструмента; В; - ширина фрезерования в i-й опорной точке; величина максимальной ширины фрезерования на контурной поверхности; t - величина припуска на участке контурной поверхности с максимальной шириной фрезерования. Это обеспечи- , вает съем постоянного объема металла. 2 ил. (Л
вид А
iX
S
иг.г
| Способ фрезерования контурной поверхности детали | 1984 |
|
SU1234065A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
