о «
(Л
со
4
СО
4:;
Т1
1394
ва изготавливаемых изделий. Установка содержит станину, на которой шарнир- но закреплено устройство для размещения обрабатываемого изделия, связанное с приводом вращения и изменения положения и имеющее гнездо с системой токоподводящих элементов, механизм дозирования 4, мерное устройство 5 и емкость для пропиточного состава, систему 7 управления и трубопроводы 8. Механизм дозирования выполнен в виде игольчатого клапана
9и установлен в корпус 10„ Корпус
10с игольчатым клапаном 9 смонтирован в герметичной камере I1, разделенной на две части мембраной 12 с центральным отверстием. Обрабатываемое изделие устанавливают в сменные оправки с клеммами и через токопрово дящие шины и крнтактные кольца соединяют обмотку с системой -7 управления. Дозировка пропиточного состава осуществляется фотодатчиками 19„
4 ил.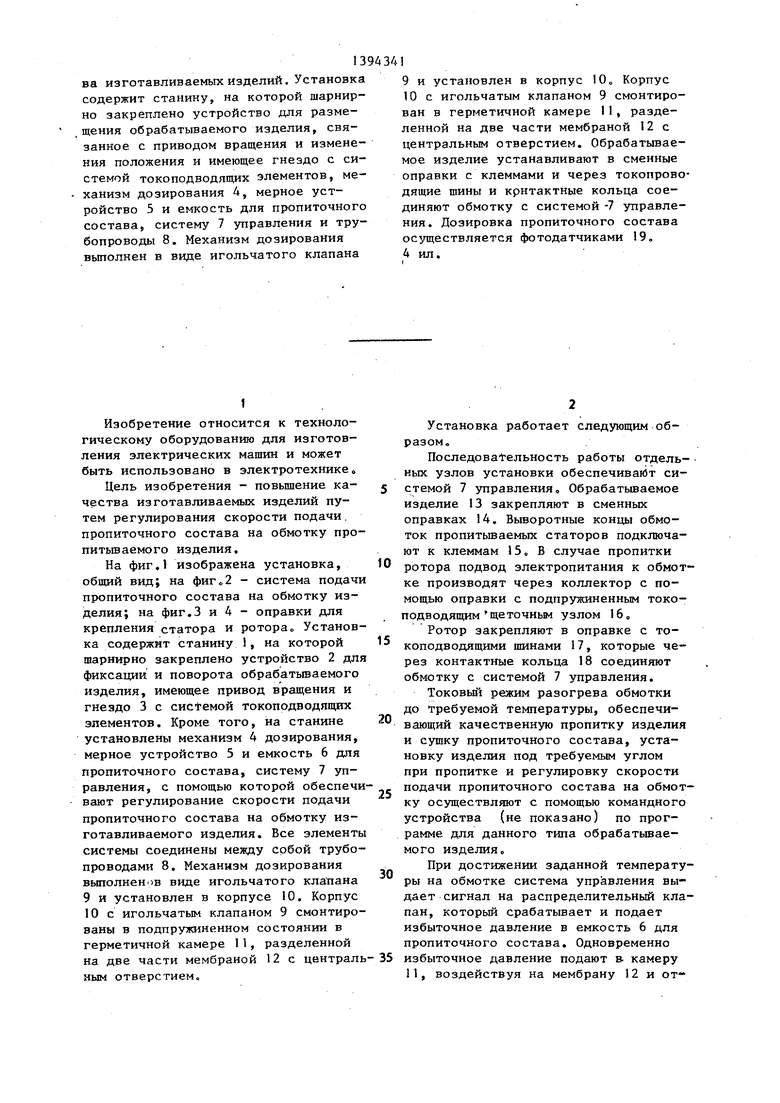
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для пропитки и сушки обмо-TOK элЕКТРичЕСКиХ МАшиН и АппАРАТОВ | 1979 |
|
SU817888A1 |
| Установка для пропитки обмоток электрических машин | 1985 |
|
SU1422316A1 |
| Установка для пропитки и сушки обмоток электрических машин | 1977 |
|
SU640400A1 |
| Установка для капельной пропитки и сушки электротехнических изделий | 1983 |
|
SU1157621A1 |
| УСТАНОВКА И СПОСОБ ПРОПИТКИ ОБМОТОК СТАТОРОВ АСИНХРОННЫХ ВСПОМОГАТЕЛЬНЫХ ЭЛЕКТРОДВИГАТЕЛЕЙ | 2008 |
|
RU2361349C1 |
| Устройство для управления дозированием пропиточного состава обмоток электрических машин | 1980 |
|
SU959043A1 |
| СПОСОБ ПРОПИТКИ ОБМОТОК ЭЛЕКТРОДВИГАТЕЛЯ | 2001 |
|
RU2192702C2 |
| Способ изготовления обмотанных магнитопроводов | 1984 |
|
SU1246257A1 |
| Устройство для термообработки обмоток электротехнических изделий | 1978 |
|
SU864446A1 |
| Установка для пропитки и сушки обмоток электрических машин | 1989 |
|
SU1705971A2 |
Изобретнние относится к технологическому оборудоватпо для изготовления электрических машин и может быть использовано в электротехнике. Цель изобретения - повышение качест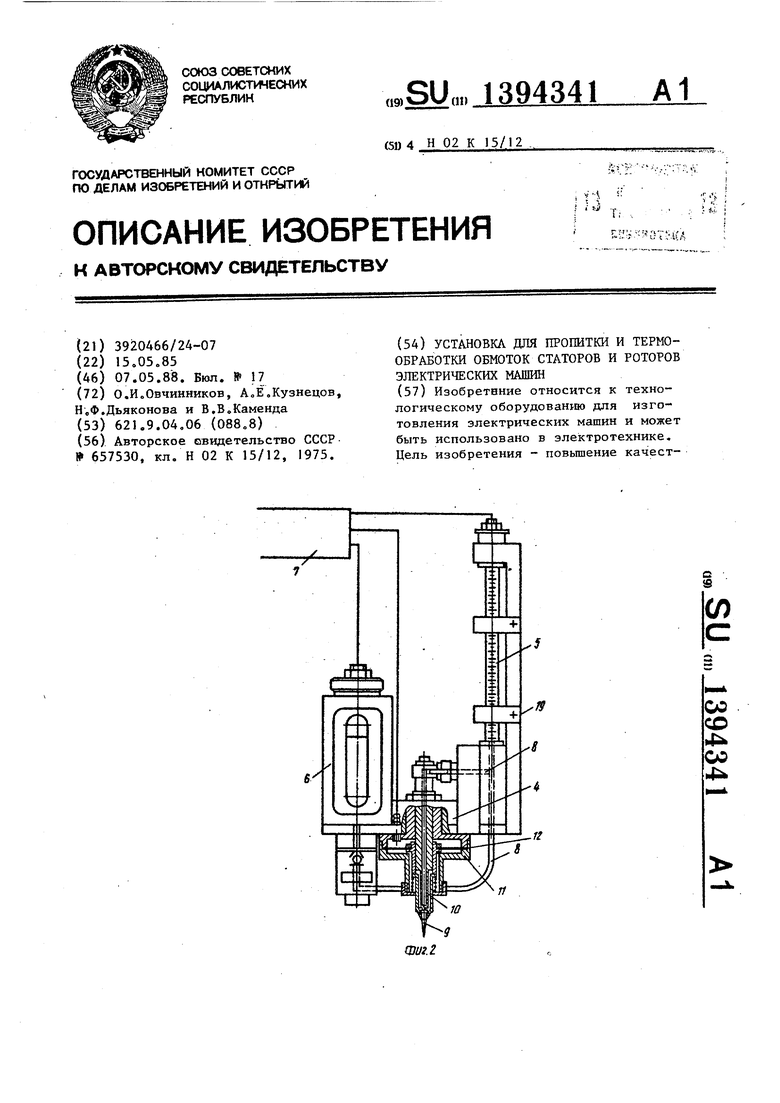
1
Изобретение относится к технологическому оборудованию для изготовления электрических машин и может быть использовано в электротехнике.
Цель изобретения - повьщ1ение качества изготавливаемых изделий путем регулирования скорости подачи. пропиточного состава на обмотку про- питьшаемого изделия.
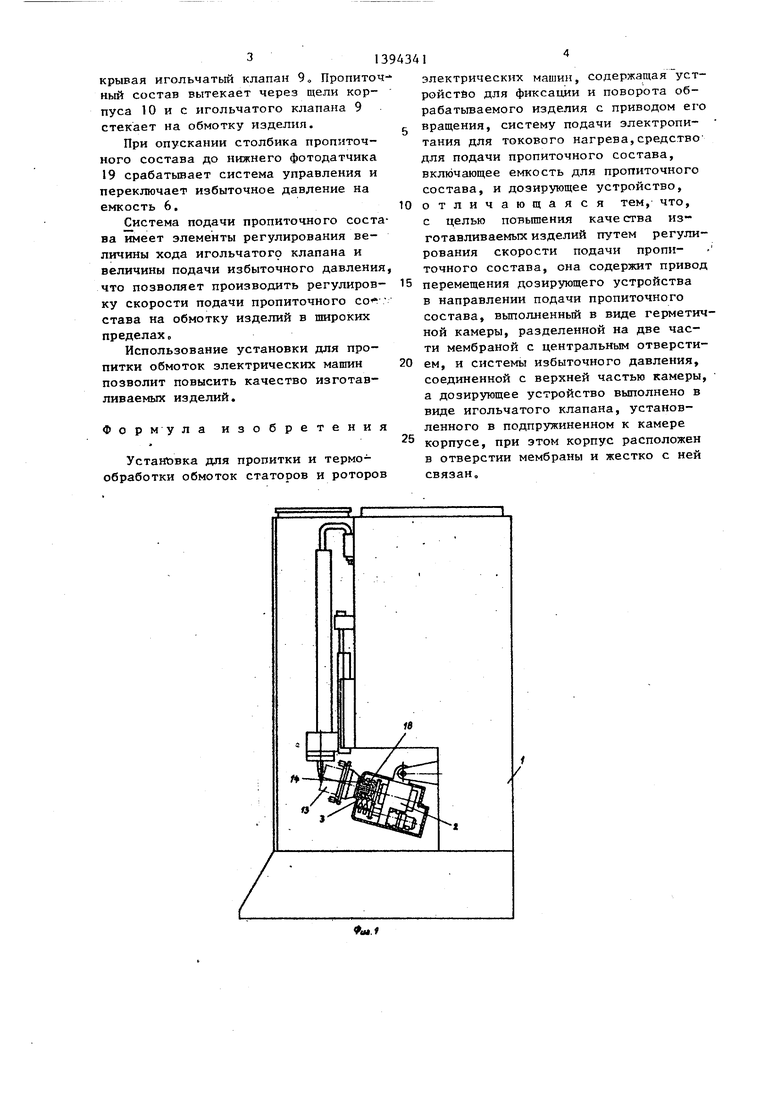
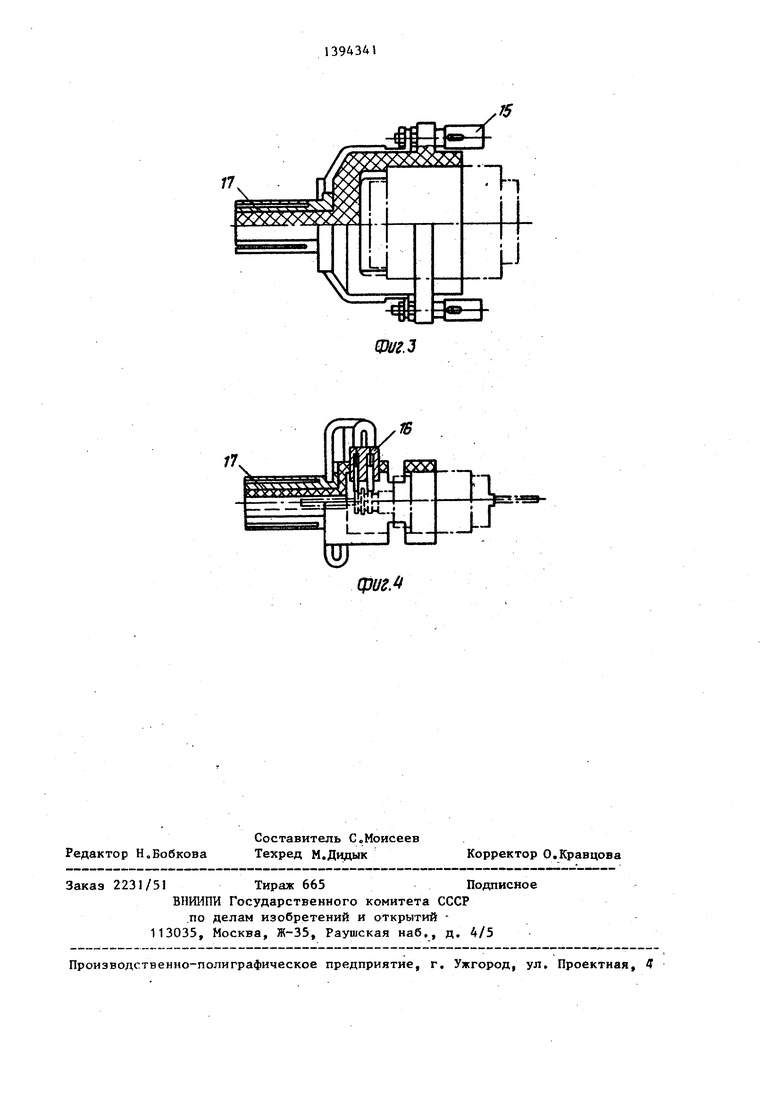
На фиг.1 изображена установка, общий вид; на фиг о2 - система подачи пропиточного состава на обмотку изделия; на фиг.З и 4 оправки для крепления статора и ротора Установка содержит станину 1, на которой шарнирно закреплено устройство 2 для фиксации и поворота обрабатьшаемого изделия, имеющее привод вращения и гнездо 3 с системой токоподводящих элементов. Кроме того, на станине установлены механизм 4 дозирования, мерное устройство 5 и емкость 6 для пропиточного состава, систему 7 управления, с помощью которой обеспечивают регулирование скорости подачи
пропиточного состава на обмотку изготавливаемого изделия. Все элементы системы соединены между собой трубопроводами 8. Механизм дозирования выполнен OB виде игольчатого кла пана
9и установлен в корпусе 10. Корпус
10с игольчатым клапаном 9 смонтированы в подпружиненном состоянии в герметичной камере 11, разделенной
на две части мембраной 12 с центральным отверстием.,
5
Установка работает с л едзпощим образом.
Последовательность работы отдельных узлов установки обеспечивает системой 7 управления, Обрабатьтаемое изделие 13 закрепляют в сменных оправках 14. Вьторотные концы обмоток пропитьшаемых статоров подключают к клеммам 15„ В случае пропитки
О ротора подвод электропитания к обмотке производят через коллектор с помощью оправки с подпружиненным токо- подводящим щеточньм узлом 16„
Ротор закрепляют в оправке с то- коподводящими шинами 17, которые через контактные кольца 18 соединяют обмотку с системой 7 управления.
Токовый режим разогрева обмотки до требуемой температуры, обеспечивающий качественную пропитку изделия и сущку пропиточного состава, установку изделия под требуемым углом при пропитке и регулировку скорости
подачи пропиточного состава на обмотку осуществляют с помощью командного устройства (не показано) по программе для данного типа обрабатьюае- мого изделия о
При достижении заданной температуры на обмотке система управления выдает сигнал на распределительный клапан, который срабатывает и подает избыточное давление в емкость 6 для пропиточного состава. Одновременно
5 избыточное давление подают в. камеру П, воздействуя на мембрану 12 и от0
313
крывая игольчатый клапан 9 о Пропиточ ный состав вытекает через щели корпуса 10 и с игольчатого клапана 9 стекает на обмотку изделия.
При опускании столбика пропиточного состава до нижнего фотодатчика 19 срабатьгоает система управления и переключает избыточное давление на емкость 6.
Система подачи пропиточного состава имеет элементы регулирования величины хода игольчатого клапана и величины подачи избыточного давления что позволяет производить регулиров-
КУ скорости подачи пропиточного СО
става на обмотку изделий в широких пределах.
Использование установки для пропитки обмоток электрических машин позволит повысить качество изготавливаемых изделий.
Фор м у ла изобретения
а
УстанЬвка для пропитки и термообработки обмоток статоров и роторов
0
5
0
5
1
электрических машин, содержащая уст- ройстйо для фиксации и поворота об- рабатьгоаемого изделия с приводом его вращения, систему подачи электропитания для токового нагрева,средство для подачи пропиточного состава, включающее емкость для пропиточного состава, и дозирующее устройство, отличающаяся тем, что, с целью повьппения каче егва изготавливаемых изделий путем регулирования скорости подачи пропиточного состава, она содержит привод перемещения дозирующего устройства в направлении подачи пропиточного состава, вьшолненный в виде герметичной камеры, разделенной на две части мембраной с центральным отверстием, и системы избыточного давления, соединенной с верхней частью камеры, а дозирующее устройство выполнено в виде игольчатого клапана, установленного в подпружиненном к камере корпусе, при этом корпус расположен в отверстии мембраны и жестко с ней связан.
Фиг.з
IB
фиг.
