СПОСОБ ПРОИЗВОДСТВА ЛИТЬЯ ИЗ ЖЕЛЕЗОУГЛЕРОДИСТЫХ
Заявлено 4 нояОря 1955 г. за № 576232/22 в Комитет по делам изобретений
и открытий при .Совете Министров СССР с присоединением заявок №№ 550948.
595918, 595919. 595920, 595930, 595931. 595936, 595937, 595938, 595940 и 595942
Опубликовано в «Бюллетене и.чобретеиий № 14 за 1961 г.
Известны способы поточного производства литья с использованием в едином технологическом процессе автоматически действующих формовочных устройств, литейных конвейеров, выбивных приспособлений и уборочных средств с извлечением отливок при повышенной температуре и обжигом их в нагревательных печах.
Особенность предлагаемого способа заключается в том, что, с целью непрерывности процесса и сокращения времени термической обработки, отливки из литейных форм извлекают при 600-1000° с последующим их отжигом. После отделения литников и прибылей отливки могут автоматически передаваться в проходные печи, нагретые до температуры отжига, с использованием физического тепла самих отливок. Транспортировка и укладка отливок в отжигательные короба может производиться при помощи кассет-укладчиков.
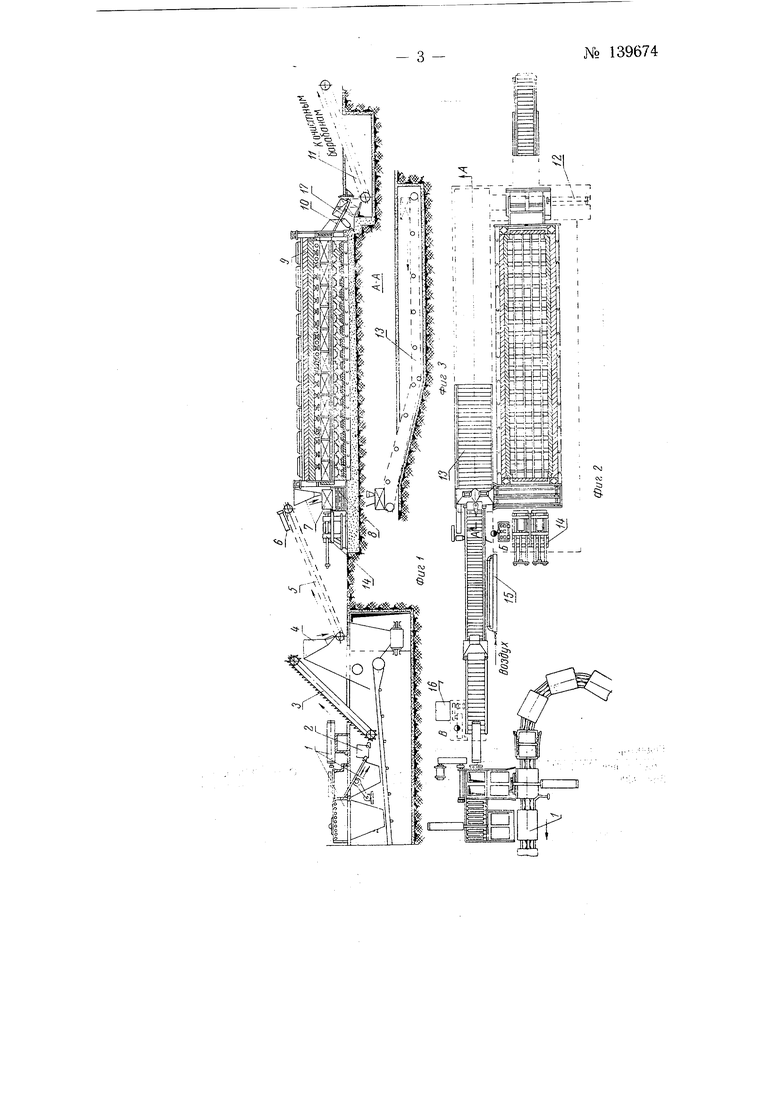
На фиг. 1 показана единая литейно-термическая установка для осуществления предлагаемого способа, общий вид; на фиг. 2 - то же, вил. свер.ху; на фиг. 3 - то же, разрез по А-А на фиг. 2.
В установку входит формовочно-заливочный конвейер с автоматически действующим выбивным приспособлением /. Барабан 2 служит для отделения отливок от литников; подъемный транспортер 3 - для передачи горячих отливок в бункер 4, в котором отливки накапливаются перед подачей их в нагревательную печь; передаточный транспортер 5 - для передачи накопленных отливок в печь. На передаточном транспортере 5 для обеспечения своевременного снятия отливок установлен плужок 6. Бункер 7 с кассетами-укладчиками обеспечивает укг ладку отливок в отжигательные короба. Для подачи нагрунченных отливками коробов в печь применена каретка 8. Отжиг горячих отливок
СПЛАВОВ
JSo 139674- 2 -с использованием их физического тепла производится вЭлек Уической отражательной печи 9. мощностью 200 кет и производительностью ISIS т/сутки.
Отожженные отливки из печи 9 через лоток 10 поступают на транспортер // для передачи их на очистку. Укладки отливок на транспортере // производится при помощи толкателя 12. Для обратной подачи освобожденных коробов на загрузку используется транспортер 13. Проталкивание коробов с отливками в печи осуществляется толкателем 14. Воздух, используемый в процессе для пневматических цилиндров, поступает из обилей цеховой магистрали с использованием для всей литейной установки общего коллектора 15. Брак отливок передается непосредственно с конвейера с кюбель 16. Для передачи отожженных отливок с лотка 10 определенными порциями применен кантователь /7. Плавление, черных и цветных -металлов и их сплавов может осуществляться в любом плавильном агрегате. Подача металла на заливочный конвейер производится обычными литейными ковщами. Процесс отливки деталей из железоуглеродистых и цветных сплавов может произодиться в земляные, металлические или какие-либо другие литейные формы. Возможна отливка деталей под давлением.
Отливки из форм выбиваются при 600 1000°; эта температура лежит выше температуры упругого интервала мета,лла,,в зависимости от его химического состава. После извлечения отливок из форм они lio ступают на отжиг, который, осуществляется ускоренно в течение 4- 5 час при температуре, зависящей от состава металла, и с использова1 ием физического тепла отливок. Транспортировка отливок производится автоматически при помощи транспортеров, барабанов,и ме:ханизированных кассет-укладчиков. Разбраковка отожженных отливок осуществляется с применением радиоактивных изотопов и релейных механизмов. Автоматизированное управление установкой осуществляется от пульта б с рабочих мест В и Г.
Применение описываемого способа в промыщленности позволит сократить время полного цикла производства с меньщей затратой производственных площадей и с меньщим числом рабочих, увеличить производительность печи при обжиге и получать отливки с меньщими припусками на механическую обработку.,. ,
Предмет изобретения
1.Способ производства литья из железоуглеродистых сплавов, осуществляемый в одной установке, в которой на одном конце происходит заливка, а на другом, выход отливок, отличающийся тем, что, с целью непрерывности процесса и сокращения времени термической обработки, отливки из литейных форм извлекают при температуре в интервале 600-1000°. после чего их подвергают, отжигу. .
2.Способ по п. 1, о т л и ч а ю щ с я тем, что отливкиПОсле отделения литников и прибылей автоматическ :, переда,ю,тся в проходные печи, нагретые до температуры отжига, с учетом использования физического тепла самих отливок.
3.Способ по пп, 1 и 2, о т л и ч а ю щ и и с я тем, что транспортировка отливок и укладка их в отжигательные короба производится цри помощи кассет-укладчиков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления отливок | 1978 |
|
SU753532A1 |
| Линия для заливки пакетов роторов | 1985 |
|
SU1380856A1 |
| Автоматическая линия для производства термообработанных литых деталей | 1980 |
|
SU876294A1 |
| Автоматическая литейная линия | 1974 |
|
SU743784A1 |
| Линия для изготовления отливок | 1987 |
|
SU1597248A1 |
| Способ непрерывной отливки фасонных металлических деталей | 1961 |
|
SU142386A1 |
| Линия для отбивки литников и прибылей и устройство для отбивки литников и прибылей | 1986 |
|
SU1421452A1 |
| Автоматизированная линия кокильного литья | 1977 |
|
SU997968A1 |
| АВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ КОКИЛЬНОГО ЛИТЬЯ | 1973 |
|
SU374116A1 |
| Способ изготовления отливок из интерметаллидных сплавов в литье по выплавляемым моделям | 2022 |
|
RU2791680C1 |