12
(Л
,, I
оо
;О
оо
00
15
Изобретение относится к строительной индустрии и может быть использовано при изготовлении пространственных арматурных каркасов путем гибки плоских сеток.
Цель изобретения - повышение производительности и упрощение конструкции.
На фиг. 1 показано устройство, поперечное сечение (положение при перемещении сетки); на фиг. ,2 - то же, положение при гибке сетки; на фиг. 3 - то же, положение при съеме готового замкнутого пространственного каркаса.
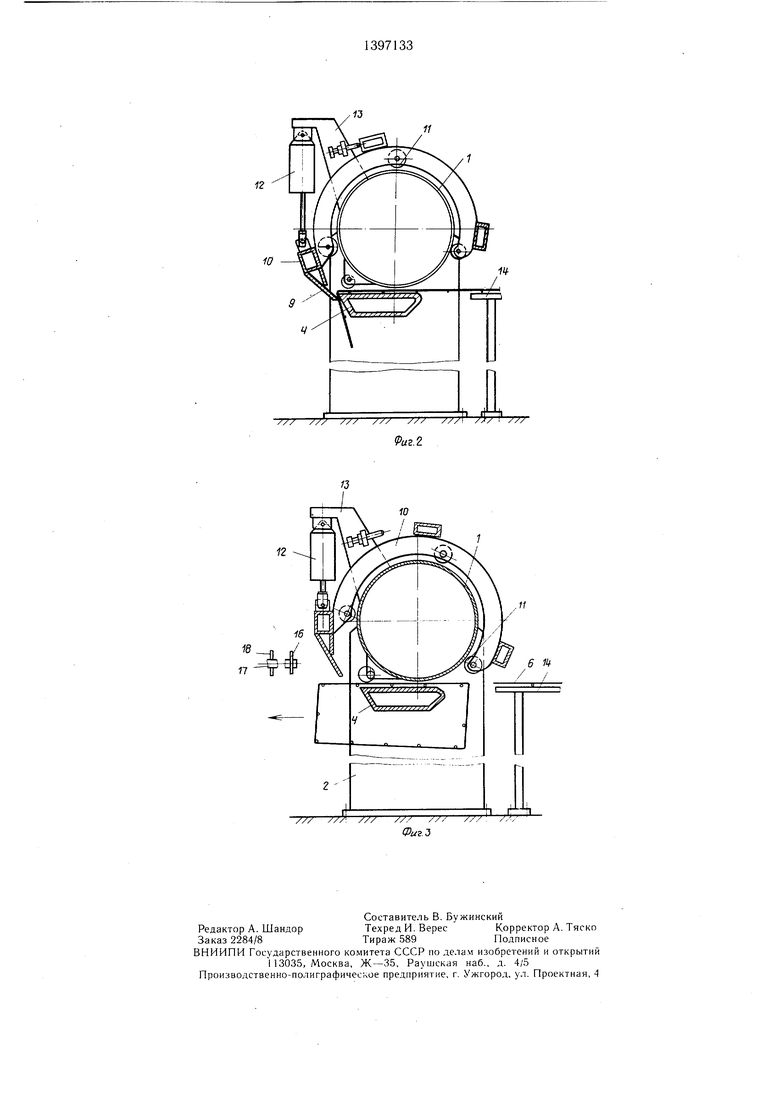
Станина 1, выполненная из куска стальной трубы, снабжена по торцам подставками 2, служащими для закрепления станины 1 на основании 3. К станине 1 снизу прикреплена по торцам неподвижная гибочная балка 4 так, что между ней и цилиндрической станиной 1 образована щель 5 для размещения изгибаемой сетки 6. Со стороны выхода сетки 6 на станине 1 над неподвижной гибочной балкой 4 с помощью кронштейнов 7 смонтирован приводной эксцентриковый прижим 8, служащий для фиксации сетки на время гнутья. Привод прижима 8 условно не показан.
Подвижная гибочная балка 9 закреплена на раме 10, охватывающей станину 1 и снаб- 25 женной роликами 11, служащими для взаимодействия с цилиндрической станиной 1. Приводом поворота рамы 10 относительно станины 1 служит силовой цилиндр 12, щар- нирно связанный с кронштейном 13, закрепленным на станине 1, и рамой 10.
Кроме того, устройство содержит стол 14, захваты 15, упоры 16, смонтированные на поворотных штангах 17 и упоры 18.
Устройство работает следующим образом.
В процессе работы очередная сетка 6, отрезанная от свариваемого бесконечного полотна сетки и сброшенная на стол 14 захватами 15, подается в щель 5 до упоров 16 (фиг. 1), смонтированных на поворотных
Затем выполняют следующие циклы гнутья, а после получения гнутого пространственного каркаса заданного сечения его снимают с балки 4 в направлении, показанном стрелкой (съемник условно не пока- 5 зан), одновременно со съемом предыдущего согнутого каркаса на стол 14 подают очередную сетку 6 (фиг. 3). При съеме сетки штанги 17 поворачивают так, чтобы упоры не препятствовали съему согнутого каркаса с бал10 ки 4. При съеме замыкающее ребро согнутого каркаса упруго расходится. После съема это ребро замыкают контактной сваркой или вязкой.
Предложенное устройство дает возможность создать автоматизированную линию изготовления гнутых сеток, что повышает производительность при их изготовлении, при этом при изгибании сетки по ребрам, параллельным направлению перемещения свариваемой сетки, (т. е. вдоль, как показано на
2Q фиг. 1-3) не требуется предварительной кантовки сетки, так как цилиндрическую станину располагают над плоскостью сетки. В случае, при котором сетку гнут по ребрам, перпендикулярным направлению ее перемещения при сварке, т. е. поперек, цилиндрическую станину располагают под плоскостью сетки. Исключение необходимости кантовки сетки перед гнутьем значительно упрощает конструкцию и высвобождает место, занимаемое кантователем при известном устройстве.
30
35
Формула изобретения
Устройство для гибки арматурных сеток, содержащее станину, неподвижную гибочную балку и приводной прижим, закрепленные на станине, и приводную посредством связанного со станиной привода подвижную гибочную балку, кинематически связанную со станиной, отличающееся тем, что, с целью повышения производительности и упрощения
штангах 17. Далее прижимом 8 прижимают 40 конструкции, станина выполнена в виде цисетку 6 к балке 4 и поворачивают силовым цилиндром 12 раму 10 в положение, показанное на фиг. 2. При этом гибочная балка 9 загибает сетку 6 на заданный угол. Далее раму 10 и прижим 8 возвращают в исходное положение (фиг. 1). Штанги 17 поворачивают так, чтобы с сеткой взаимодействовали при следующем цикле гнутья упоры 18, ,и цикл повторяют.
45
линдра, неподвижная гибочная балка жестко связана с цилиндром по торцам так, что между ней и цилиндром образована щель для размещения изгибаемой сетки, устройство снабжено охватывающей ци линдр рамой с роликами, посредством которых последняя установлена на цилиндре, а подвижная гибочная балка закреплена на охватывающей цилиндр раме.
5
5
Затем выполняют следующие циклы гнутья, а после получения гнутого пространственного каркаса заданного сечения его снимают с балки 4 в направлении, показанном стрелкой (съемник условно не пока- 5 зан), одновременно со съемом предыдущего согнутого каркаса на стол 14 подают очередную сетку 6 (фиг. 3). При съеме сетки штанги 17 поворачивают так, чтобы упоры не препятствовали съему согнутого каркаса с бал0 ки 4. При съеме замыкающее ребро согнутого каркаса упруго расходится. После съема это ребро замыкают контактной сваркой или вязкой.
Предложенное устройство дает возможность создать автоматизированную линию изготовления гнутых сеток, что повышает производительность при их изготовлении, при этом при изгибании сетки по ребрам, параллельным направлению перемещения свариваемой сетки, (т. е. вдоль, как показано на
Q фиг. 1-3) не требуется предварительной кантовки сетки, так как цилиндрическую станину располагают над плоскостью сетки. В случае, при котором сетку гнут по ребрам, перпендикулярным направлению ее перемещения при сварке, т. е. поперек, цилиндрическую станину располагают под плоскостью сетки. Исключение необходимости кантовки сетки перед гнутьем значительно упрощает конструкцию и высвобождает место, занимаемое кантователем при известном устройстве.
0
Формула изобретения
Устройство для гибки арматурных сеток, содержащее станину, неподвижную гибочную балку и приводной прижим, закрепленные на станине, и приводную посредством связанного со станиной привода подвижную гибочную балку, кинематически связанную со таниной, отличающееся тем, что, с целью повышения производительности и упрощения
конструкции, станина выполнена в виде ци5
линдра, неподвижная гибочная балка жестко связана с цилиндром по торцам так, что между ней и цилиндром образована щель для размещения изгибаемой сетки, устройство снабжено охватывающей ци линдр рамой с роликами, посредством которых последняя установлена на цилиндре, а подвижная гибочная балка закреплена на охватывающей цилиндр раме.
11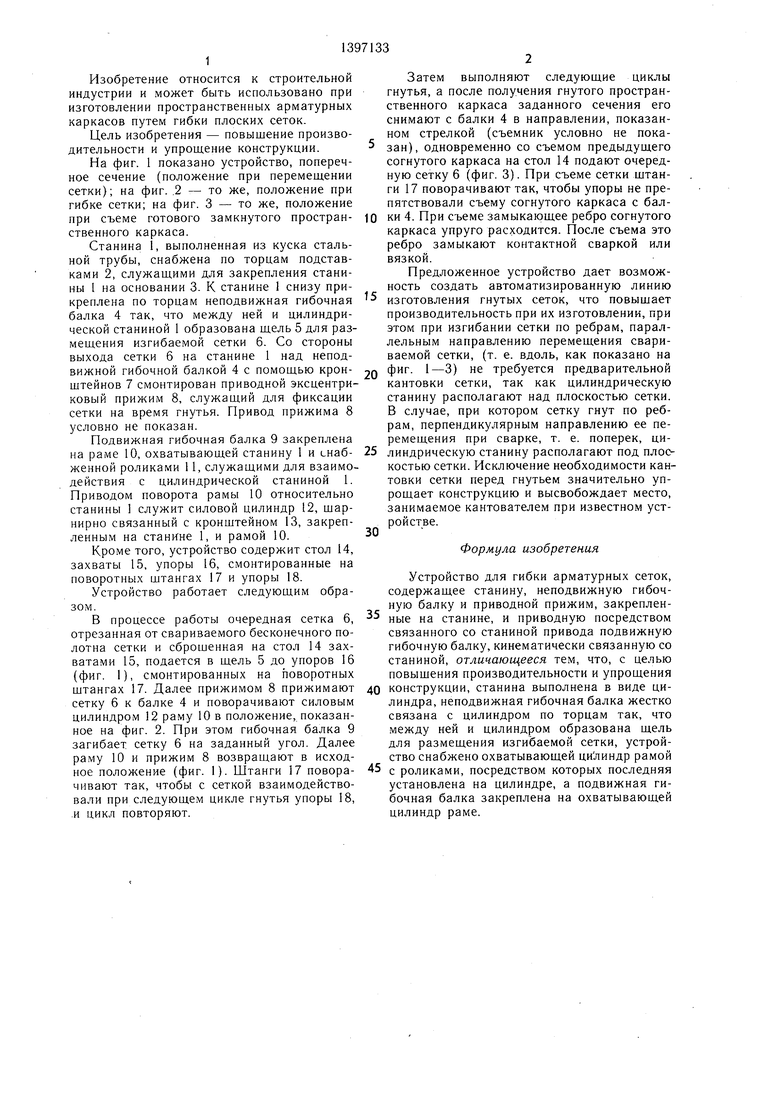
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления арматурных каркасов | 1982 |
|
SU1048092A1 |
| Линия для изготовления арматурных каркасов | 1985 |
|
SU1297977A1 |
| Устройство для гибки арматурных каркасов | 1980 |
|
SU935164A1 |
| Устройство для гибки арматурныхСЕТОК | 1979 |
|
SU845964A1 |
| Устройство для приема и сброса арматурных сеток | 1990 |
|
SU1745487A1 |
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |
| Устройство для гибки пространственных арматурных каркасов | 1982 |
|
SU1038000A1 |
| Устройство для гибки пространственных арматурных каркасов | 1989 |
|
SU1675524A1 |
| Линия для изготовления арматурных каркасов | 1983 |
|
SU1189624A1 |
| Линия для изготовления арматурных изделий | 1987 |
|
SU1447605A1 |
Изобретение относится к устройству для гибки арматурных сеток и позволяет повысить производительность и упростить конструкцию. Устройство для гибки арматурных сеток содержит станину, выполненную в виде длинного цилиндра, например трубы 1, на которой с помощью роликов 11 смонтирована поворотная вокруг трубы 1 рама 10, несущая гибочный элемент 9, с,лужащий для гибки сетки 6 вокруг неподвижной гибочной балки 4, связанной по торцам с трубой 1 торцовыми стенками 2. Устройство позволяет гнуть по продольным ребрам сетки значительной длины с высокой производительностью, а также, будучи расположенным параллельно линии сварки плоских сеток, позволяет гнуть сетки непосредственно после их отрезания от бесконечного полотна свариваемой сетки. 3 ил.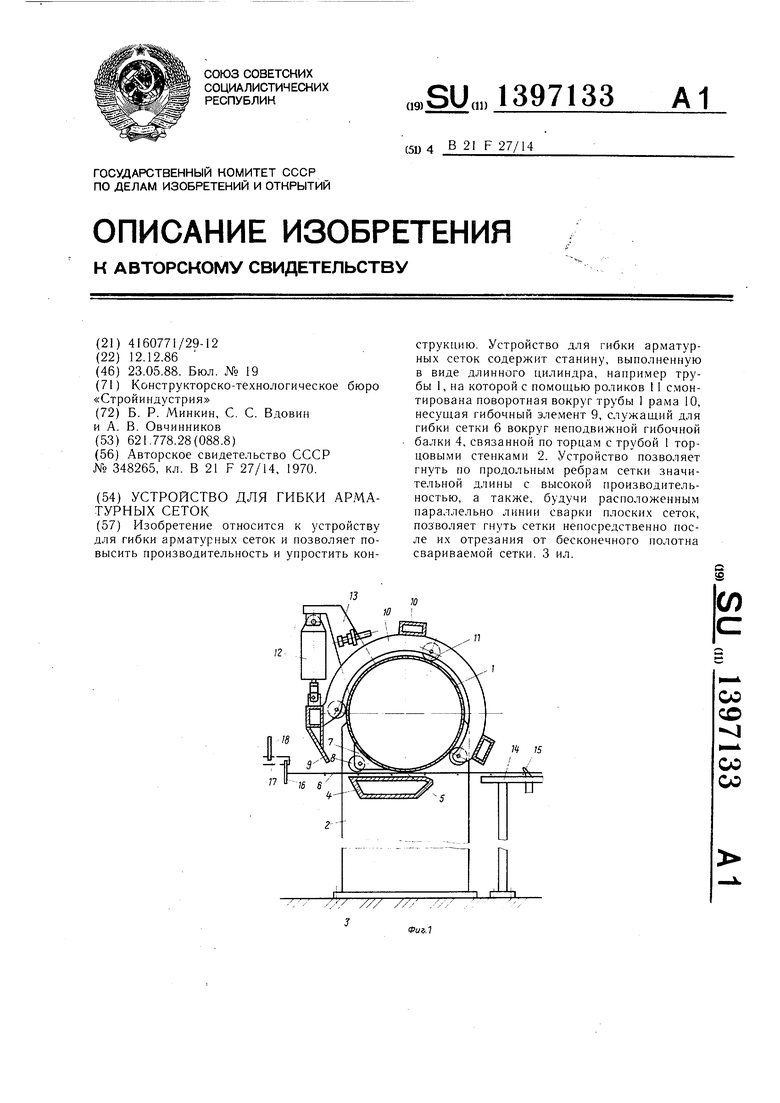
12
.It
| БИБЛИОТЕЧКА ': | 0 |
|
SU348265A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
