оо со
О5
со
l:-;()6pcii-iiin относится к черной метал- ,1ургин, а именно к раскислению и легированию жидкой .тали алюминием в процессе ненрерывного литья заготовок.
Цель изобретения - повышение точности раскисления и легирования стали.
На чертеже дана структурная схема устройства.
Устройство содержит бунт I с алюминиевой проволокой 2, тянущие ролики 3 с электроприводом 4, направляющую трубу 5, кристаллизатор 6 с жидким металлом 7, поступающим из ковща 8, слиток 9, вытягиваемый тянущей клетью 10, датчик 11 скорости вытягивания слитка, датчик 12 скорости ввода алюминиевой проволоки, задатчики сечения кристаллизатора 13, удельного расхода алюминия 14 и коэффициента усвоения алюминия 15, блок 16 вычислительного блока и блок 17 управления тянущими роликами.
Устройство работает следук щим обра- зом.
Измерительный сигнал с датчика 11 скорости вытягивания слитка,и сигналы с за- датчиков 13-15 поступают на соответствующие входы вычислительного блока 16, на выходе которого формируется сигнал, про- порциональный скорости ввода алюминиевой проволоки по формуле
VAI;U,.,YCT X SKP X Уел ts.
где VAI.M - заданная скорость ввода алюминиевой проволоки, м/мин; - удельный вес стали, т/м ; 5кр - сечение кристаллизатора, м ; Уел - скорость вытягивания слитка,
м/мин;
GAI:,M - заданный удельный расход алюминия, м/т, стали; К - коэффициент усвоения алюминия.
С выхода вычислительного блока 16 сигнал, пропорциональный заданной скорости ввода алюминиевой проволоки, поступает на один из входов блока 17 управления тяну- -щими роликами, на второй вход которого поступает сигнал с выхода датчика 12 скорости ввода алюминиевой проволоки. Сигнал с выхода блока 17 поступает на электро- привод 4.
5
0
0
5
О 5
0
5
При скорости вытягивания слитка, равной нулю, сигналы на выходе датчика 11, вычислительного блока 16, датчика 12 и блока 17 равны нулю.
При изменении скорости вытягивания слитка изменяются величина сигнала на выходе датчика 11 и величина сигнала на выходе вычислительного блока 16 в соответствии с приведенной формулой. Блок 17 изменяет сигнал на выходе до тех пор, пока сигнал с датчика 12 не станет равным сигналу с вычислительного блока 16.
Вычислительный блок 16 может быть построен на аналоговых элементах и содержит тогда два блока 18 и 19 умножения и блок 20 деления или на микропроцессорной технике с устройствами ввода-вывода.
Использование предлагаемого устройства позволит при раскислении и легировании получать сталь с содержанием алюминия в узких пределах, что повысит качество металла. Кроме того, уменьщается расход алюминия и, следовательно, количество неметаллических включений.
Формула изобретения
Устройство для автоматического ввода алюминиевой проволоки в жидкий металл, преимущественно в кристаллизатор установки непрерывной разливки металла, содержащее ролики для вытягивания проволоки и вычислительный блок, отличающееся тем, что, с целью повышения точности раскисления и легирования стали, оно снабжено датчиками скорости вытягивания заготовки и скорости ввода алюминиевой проволоки, задатчиками сечения кристаллизатора, удельного расхода алюминия и коэффициента усвоения алюминия, и блоком управления роликами для вытягивания проволоки, причем выходы датчика скорости вытягивания заготовки, задатчиков сечения кристаллизатора, удельного расхода алюминия и коэффициента усвоения алюминия соединены с соответствующими входами вычислительного блока, выход которого соединен с одним из входов блока управления роликами для вытягивания проволоки, другой вход которого соединен с выходом датчика скорости ввода алюминиевой проволоки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ввода легирующей добавки в жидкую сталь | 1979 |
|
SU857273A1 |
| Устройство для автоматического ввода алюминиевой проволоки в сталеразливочный ковш | 1983 |
|
SU1116073A1 |
| Способ легирования стали при непрерывном литье | 1986 |
|
SU1315117A1 |
| Способ раскисления и легирования стали | 1989 |
|
SU1668411A1 |
| Способ введения добавок в жидкий металл | 1980 |
|
SU950778A1 |
| Способ управления периодическим вытягиванием слитка при непрерывном литье | 1981 |
|
SU1025489A1 |
| Устройство для автоматического управления машиной непрерывного литья заготовок | 1983 |
|
SU1110541A1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1993 |
|
RU2048245C1 |
| Способ автоматического регулирования уровня металла в кристаллизаторе машин непрерывного литья заготовок | 1980 |
|
SU884844A1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1996 |
|
RU2104119C1 |
Изобретение относится к черной металлургии, а именно к раскислению и легированию жидкой стали алюминием в процессе непрерывного литья заготовок. Для раскисления и легирования стали в узких пределах по содержанию алюминия выходы датчика II скорости вытягивания, задатчи- ков сечения кристаллизатора 13, удельного расхода алюминия 14 и коэффициента 15 усвоения алюминия 15 соединены с соот- ветствуюш,ими входами блока 16 вычислительного устройства, выход которого соединен с одним из входов блока 17 управления тянущими роликами, другой вход блока 17 соединен с выходо.м датчика 12 скорости ввода алюминиевой проволоки. В процессе разливки при изменении скорости вытягивания слитка 9, измеряемой датчиком 11, производится соответствующее изменение скорости подачи алюминиевой проволоки в кристаллизатор 6. I ил. I (Л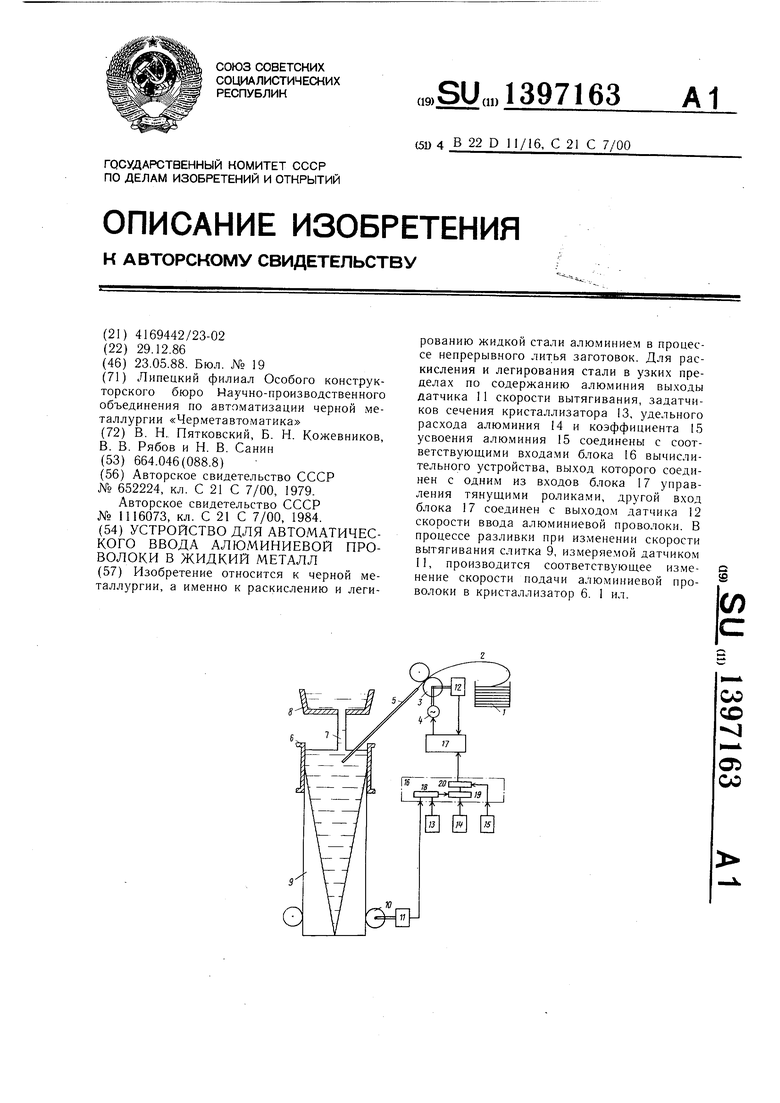
| Устройство автоматического ввода алюминия в сталеразливочный ковш | 1977 |
|
SU652224A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для автоматического ввода алюминиевой проволоки в сталеразливочный ковш | 1983 |
|
SU1116073A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
