S
СО
со
ГчЭ
О СП
та. Резьбообразующий элемент содержит корпус 1, на наружной поверхности которого выполнена резьба с закрепленными на металлической связке методом гальвано- сте-гии алмазными кристаллами. Корпус 1 имеет конический заборный участок 2 и цилиндрический калибруюпшй участок 3. В Корпусе 1 выполнено ступенчатое отверстие 6, содержаш,ее расточку 7, создающую участок уменьшенной жесткости между заборным 2 и калибрующим 3 участками резьбы. В отверстии f) размещен разжимной элемент 10, взаимодействующий с конической поверхностью 11 расточки 7. При навинчивании на заборный участок 2 заготовки происходит обработка ее внутренней, резьбы, затем с помощью разжимного элемента 10 путем деформации корпуса 1 заготовка (плащка) фиксируется на резьбообра- зующем элементе для обработки наружных поверхностей, после этого деталь свинчивается и, проходя цилиндрический участок 3, ее резьба калибруется. 4 ил.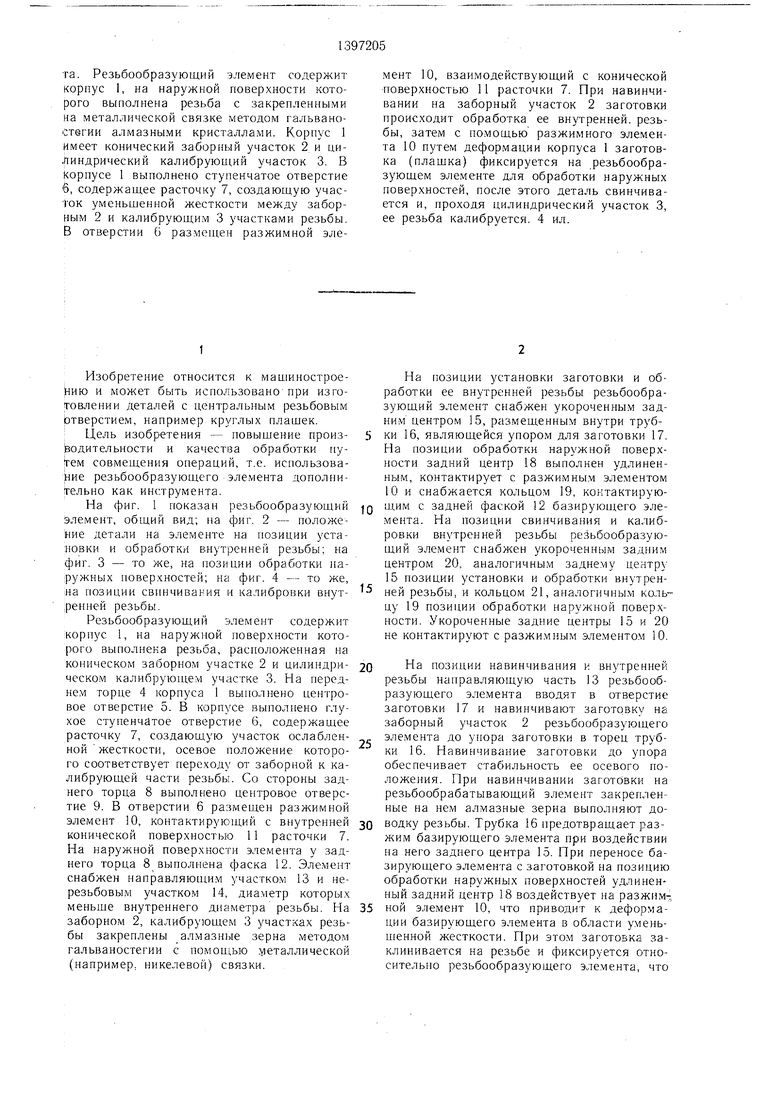

| название | год | авторы | номер документа |
|---|---|---|---|
| САМОРАСКРЫВАЮЩАЯСЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2253533C1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253532C1 |
| ВЫСОКОГЕРМЕТИЧНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ НЕФТЕПРОМЫСЛОВЫХ ТРУБ (ВАРИАНТЫ) И СПОСОБЫ ИЗГОТОВЛЕНИЯ РЕЗЬБОВОГО СОЕДИНЕНИЯ ЭТИХ ТРУБ (ВАРИАНТЫ) | 2004 |
|
RU2256767C1 |
| СПОСОБ НАРЕЗАНИЯ ВНУТРЕННЕЙ МНОГОЗАХОДНОЙ РЕЗЬБЫ | 2003 |
|
RU2231429C1 |
| Устройство для выдавливания внутренних резьб | 1980 |
|
SU927397A1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ НАРЕЗНЫХ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312201C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2563401C1 |
| СПОСОБ ОБРАБОТКИ РУЧЬЕВ И КАНАВОК НА ВАЛКАХ ИЛИ ШАЙБАХ | 1993 |
|
RU2121908C1 |
| Устройство для нарезания наружной резьбы | 2015 |
|
RU2622070C1 |
| Резьбонакатной инструмент | 1983 |
|
SU1186339A2 |

Изобретение относится к машиностроению и может быть использовано при изготовлении деталей с центральным резьбовым отверстием, например круглых плашек. Цель изобретения - повышение производительности и качества обработки путем совмещения операции, т.е. использования резьбо- образующего элемента дополнительно как обрабатывающего элемента. Способ осуществляется при навинчивании, фиксации на операции круглой шлифовки и свинчивания детали с резьбообразующего элемен
Изобретение относится к машинострое- Шю и может быть использовано при изготовлении деталей с центральным резьбовым отверстием, например круглых плашек.
Цель изобретения - повыщение производительности и качества обработки пу- гем совмещепия операций, т.е. использование резьбообразующего элемента дополнительно как инструмента.
На фиг. 1 показан резьбообразующий Элемент, общий вид; на фиг. 2 - положение детали на элементе на позиции установки и обработки внутренней резьбы; на фиг. 3 - то же, на позиции обработки наружных поверхностей; на фиг. 4 - то же, на позиции свинчивания и калибровки внутренней резьбы.
Резьбообразующий элемент содержит корпус 1, на наружной поверхности которого выполнена резьба, расположенная на коническом заборном участке 2 и цилиндрическом калибрующем участке 3. На пере.д- нем торце 4 корпуса 1 выполпено цептро- вое отверстие 5. В корпусе выполпено глухое ступенчатое отверстие 6, содержащее расточку 7, создающую участок ослабленной жесткости, осевое положение которого соответствует переходу от заборной к калибрующей части резьбы. Со стороны заднего торца 8 выполнено центровое отверстие 9. В отверстии 6 размепден разжимной элемент 10, контактирую-щий с внутренней конической поверхностью 11 расточки 7. На наружной поверхности э.лемента у заднего торца 8 выполнена фаска 12. Элемент снабжен направляющим участком 13 и нерезьбовым участком 14, диаметр которых меньще внутреннего диаметра резьбы. На заборном 2, калибрующем 3 участках резьбы закреплены алмазные зерна методом гальваностегии с помощью металлической (например, никелевой) связки.
На позиции установки заготовки и обработки ее внутренней резьбы резьбообразующий элемент снабжен укороченным задним центром 15, раз.мещенным внутри труб- ки 16, являющейся упором для заготовки 17. На позиции обработки наружной поверхности задний центр 18 выполнен удлиненным, контактирует с разжимным элементом 10 и снабжается кольцом 19, контактируюQ щим с задней фаской 2 базирующего элемента. На позиции свинчивания и калибровки внутренней резьбы резьбообразующий элемент снабжен укороченным задним центром 20, аналогичным заднему центру 15 позиции установки и обработки внутрен ней резьбы, и кольцом 21, аналогичным кольцу 19 позиции обработки наружной поверхности. Укороченные задние центры 15 и 20 не контактируют с разжимным элементом 10.
0 На позиции навинчивания и внутренней резьбы направляющую часть 13 резьбообразующего элемента вводят в отверстие заготовки 17 и навинчивают заготовку на заборный участок 2 резьбообразующего элемента до упора заготовки в торец трубки 16. Навинчивание заготовки до упора обеспечивает стабильность ее осевого положения. При навинчивании заготовки на резьбообрабатывающий элемент закрепленные на нем алмазные зерна вь полняют до0 водку резьбы. Трубка 16 предотвращает разжим базирующего элемента при воздействии на него заднего центра 15. При переносе базирующего элемента с заготовкой на позицию обработки наружных поверхностей удлиненный задний центр 18 воздействует на разжим5 ной элемент 10, что приводит к деформации базирующего элемента в области уменьшенной жесткости. При этом заготовка заклинивается на резьбе и фиксируется относительно резьбообразующего элемента, что
позволяет вести обработку наружных поверхностей заготовки. Кольцо 19 контактирует с фаской 12 и предотвращает деформацию задней части резьбообразующего элемента на позиции свинчивания, укороченный задний центр 20 не контактирует с разжимным элементом 10, который под воздействием сил упругости резьбообразующего элемента смещается в исходное положение. Заготовка 17 навинчивается на калибрующий участок 3 резьбы и переходит на нерезьбовой участок 14 резьбообразующего элемента, с которого сбрасывается при отводе заднего центра 20. При проходе заготовки через калибрующий участок 3 выполняется окончательная доводка резьбы.
Формула изобретения
Способ обработки деталей с центральным резьбовым отверстием, включающий предварительную обработку резьбы, навинчивание детали на резьбовой базирующий элемент, обработку наружных поверхностей детали и свинчивание ее с базирующего элемента, отличающийся тем, что, с целью повыщения производительности и качества обработки за счет совмещения операций, используют базирующий элемент с резьбой, покрытой алмазоносным слоем, имеющий заборный, калибрующий участки и участок уменьщенной жесткости между ними.
Фиг. 2
18
77фиг. 3
20
2;
Фиг.
| Станок для шлифования цилиндрических деталей | 1980 |
|
SU891352A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Притир | 1976 |
|
SU602358A2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
