со in
сх
со ел
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления гофрированных листов в машиностроении и кровельном производстве.
Целью изобретения является улучшение качества изготовленных изделий.
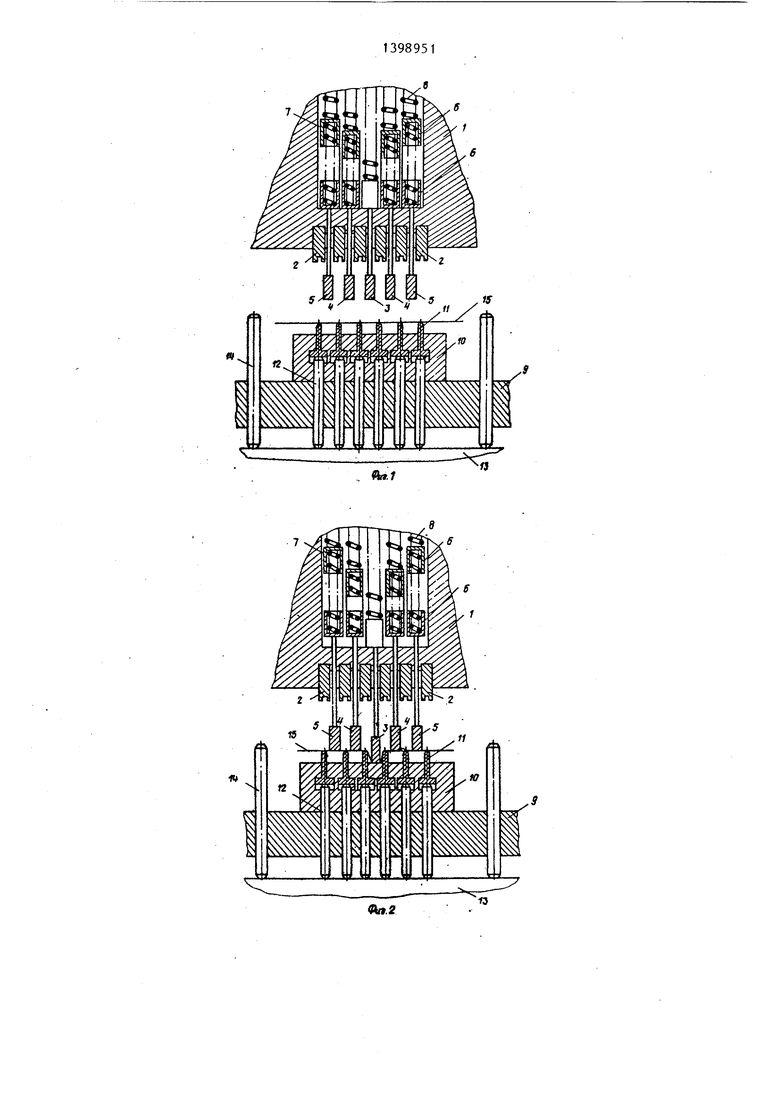
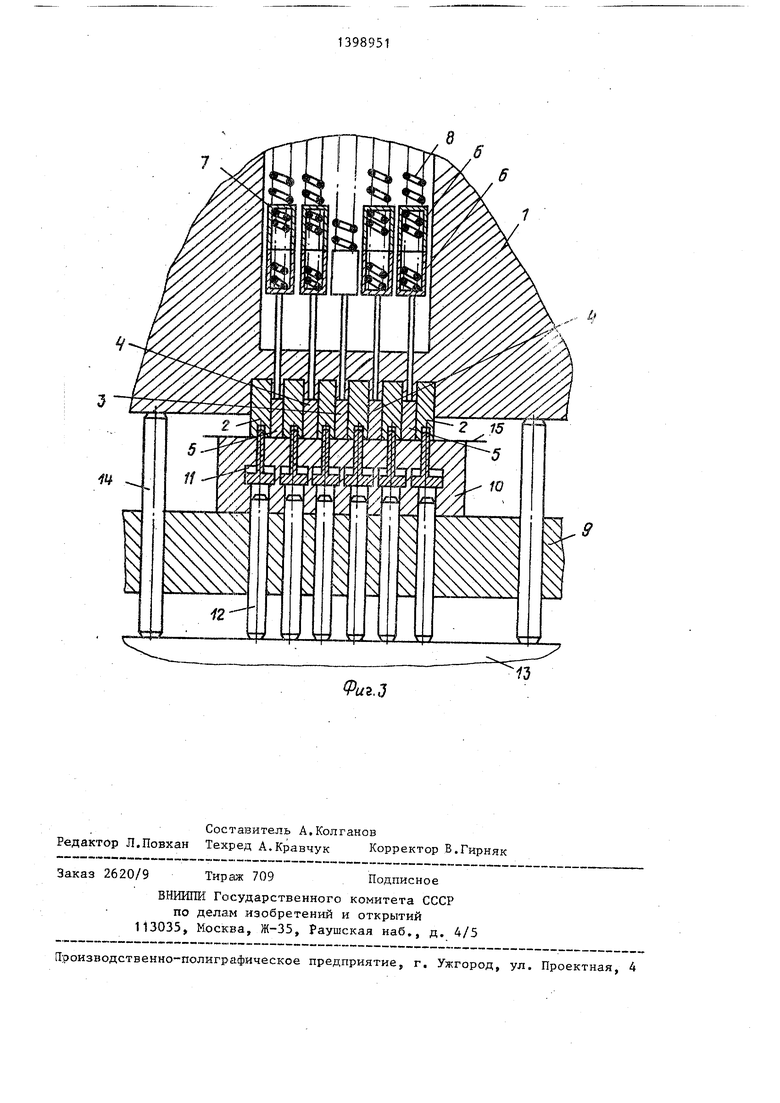
На фиг. 1 изображен-штамп, исход- нов положение-, на фиг. 2 - то же, в начале рабочего хода; на фиг. 3 - то же, в конце рабочего хода.
Штамп содержит верхнюю плиту 1, в которой закреплены матрицы 2 и при- жимы 3, 4, 5, упоры 6 которых,кроме прижима 3, снабжены дополнительными пружинами 7 противодавления и основными рабочими пружинами 8. Рабочие торцы прижимов размещены в одной пло кости на одинаковом расстоянии от ниней плиты 9, а упоры прижимов 4 и 5 выполнены составными и имеют свободный ход за счет дополнительных пржин 6 противодавления до начала ежа- тия основных рабочих пружин 8, разница хода прижимов равна высоте предварительного профиля листа. На нижне плите установлен пуансонодержатель 10, в горизонтальных пазах которого размещены с возможностью вертикального перемещения пуансоны 11. Цуан- соны опираются на толкатели 12, установленные на опоре 13 и проходят через отверстия в пуансонодержателе. Вне пуансонодержателя встроены штанги 14, проходящие через отверстия в нижней плите и взаимодействующие с опорой. Упоры выступают над уровнем установки листа 15 на величину вы- ступления матриц из верхней плиты.
Штамп работает следующим образом.
При движении верхней плиты 1 вниз прижимы 3, 4 и 5 одновременно подходят к листовой заготовке 15, раз- мещенной на пуансонах 11. Центральны прижим 3 под действием рабочей пружины 8 давит на заготовку, перемещая ее к плоскости пуансонодержателя
10 с усилием, не превьш1ающим силу подпора пуансонов 11 толкателями 12. Прижимы 4 и 5 в это время за счет свободного хода упоров 6 и дополнительных пружин.7 противодавления поджимают заготовку к пуансонам 11 с усилием, меньшим усилия деформирования заготовки, с целью предотвращения изги
5 0 5 О д
д
5
0
5
ба краев заготовки и ударов о выступающие части штампа. По окончании деформирования заготовки центральным прижимом 3 в работу вступают прижимы 4, подтягивая заготовку к плоскости пуансонодержателя 10. Прижимы 5 поджимают заготовку 15 к пуансонам 11, пока деформируют заготовку прижимы 4, а затем сами вступают в работу. При дальнейшем ходе ползуна вниз верхняя плита 1 давит на штанги 14 и перемещает опору 13 вместе с толкателями 12 вниз. Пуансоны 11 также перемещаются вниз до конечного положения, ограниченного плоскостью пазов пуансонодержателя 10 и матрицы 2, придают изделию окончательную форму.
Внедрение данного штампа позволяет избежать вмятин на поверхности заготовки при предварительном деформировании, что обеспечивает улучшение качества поверхности изделия и возможность сохранения предварительного покрытия на деформируемых заготовках.
Формула изобретения
Штамп для изготовления гофрированных листов, содержащий установленные на верхней плите матрицы, размещенные между ними прижимы с упорами, опираюш:иеся на упоры рабочие пружины, опору, установленную под нижней плитой, а также опирающиеся на нее и установленные в отверстиях нижней плиты штанги с возможностью взаимодействия с верхней плитой, и толкатели, установленные с возможностью взаимодействия с пуансонами, закрепленными в пуансонодержателе,о тличающий- с я тем, что, с целью улучшения качества изделия за счет предварительного прижима заготовки ко всем пуансонам, рабочие торцы прижимов размещены в одной плоскости, каждый прижим, кроме центрального, снабжен дополнительной пружиной противодавления с усилием сжатия меньшим, чем у рабочих пружин, увеличивающимся к периферии от центрального прижима, а все упоры, кроме центрального, выполнены в виде двух стаканов, обращенных открытыми сторонами один к другому, при этом пружины размещены в полости стаканов.
Aff.f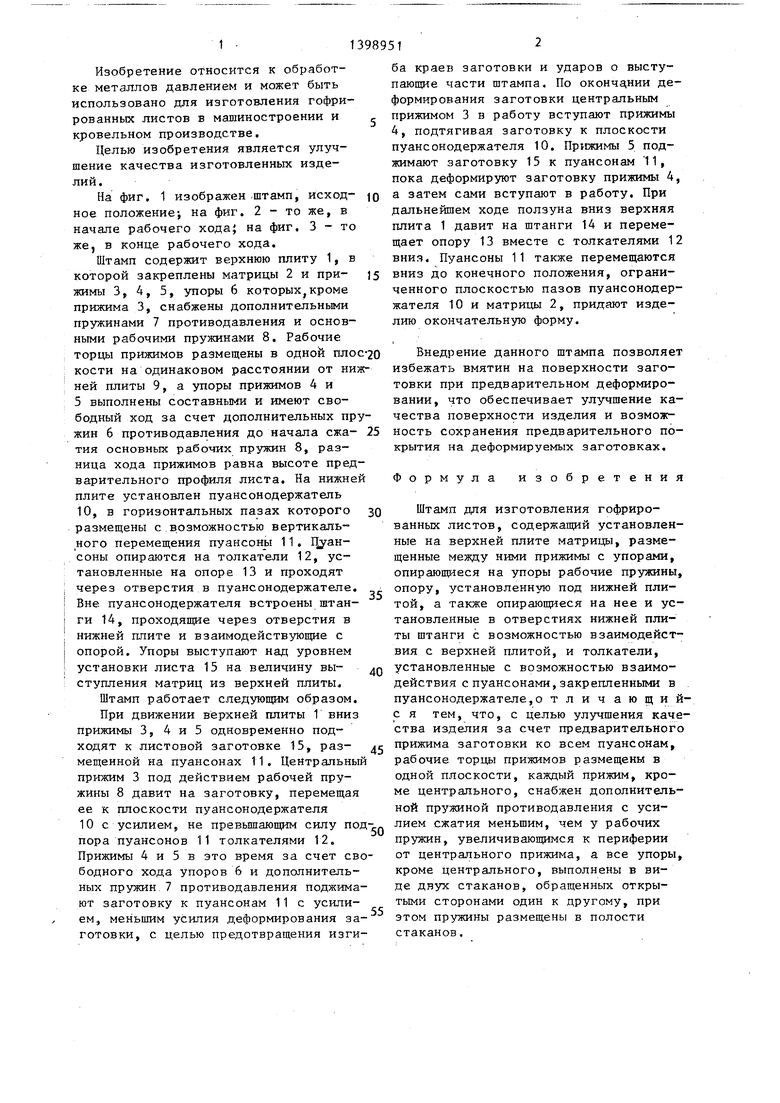
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления гофрированных листов | 1980 |
|
SU902910A1 |
| Устройство для вытяжки оболочек из листовых заготовок квадратной формы | 2019 |
|
RU2714017C1 |
| Способ вытяжки изделий и штамп для его осуществления | 1984 |
|
SU1329868A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1984 |
|
SU1205968A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Способ утолщения краевого участка листовой заготовки и штамп для его осуществления | 1990 |
|
SU1784347A1 |
| Штамп для изготовления полых деталей | 1987 |
|
SU1634349A1 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНЫХ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ В ШТАМПЕ НА ПРЕССЕ ДВОЙНОГО ДЕЙСТВИЯ (ВАРИАНТЫ) | 2008 |
|
RU2429098C2 |
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления гофрированных листов в машиностроении. Цель - улучшение качества изделия за счет предварительного прижима заготовки ко всем пуансонам. Штамп для изготовления гофрированных листов содержит матрицы и прижимы, установленные на верхней плите, и пуансоны, установленные в пуансонодержателе на нижней плите. Помимо рабочих пружин все упоры, кроме центрального, имеют пружины противодавления с числом витков, увеличиваюпртся к периферии от центрального прижима. Это обеспе-, чивает предварительный прижим заготовки ко всем пуансонам и позволяет избежать вмятин на поверхности за- готовки при предварительном деформировании, 3 ил.
An.2
6
Фи.З
| Штамп для изготовления гофрированных листов | 1980 |
|
SU902910A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
