СдЗ X
ОС
со
05
Изобретение относится к обработке металлов давлением, а именно к куз- яечно-штамповочному производству, и может быть использовано при получе- ИНН деталей коробчатой формы.
Цель изобретения - повьппение качества изделий и коэффициента использования металла.
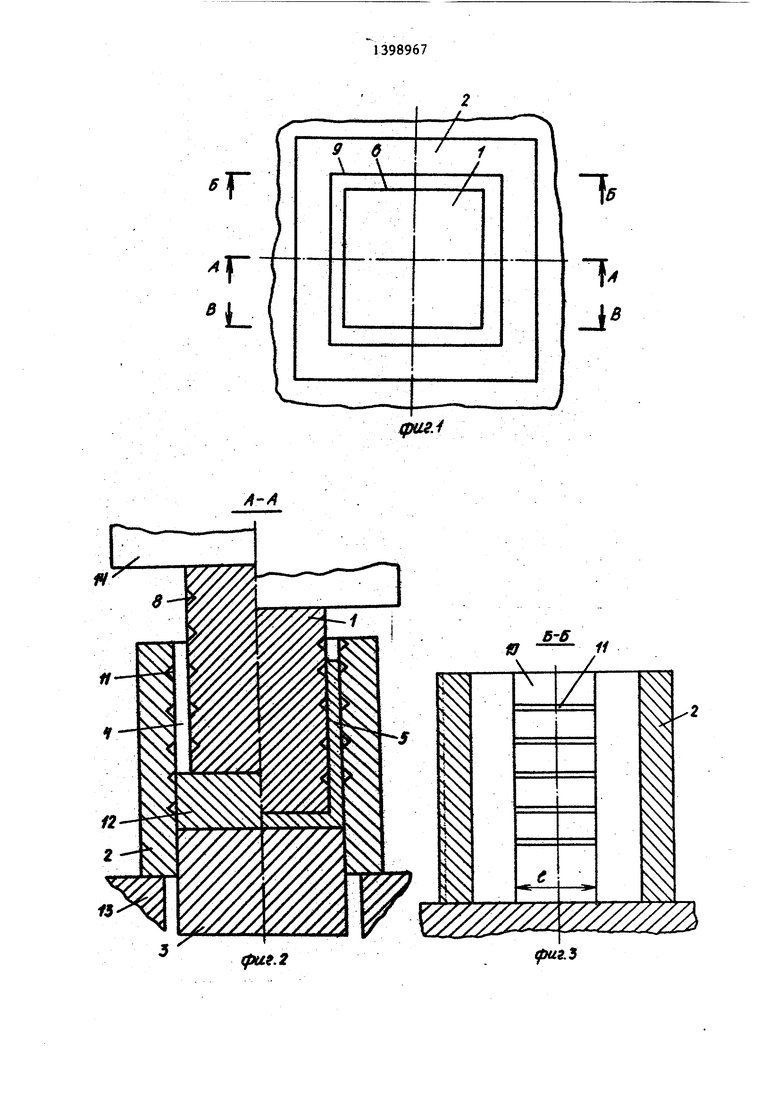
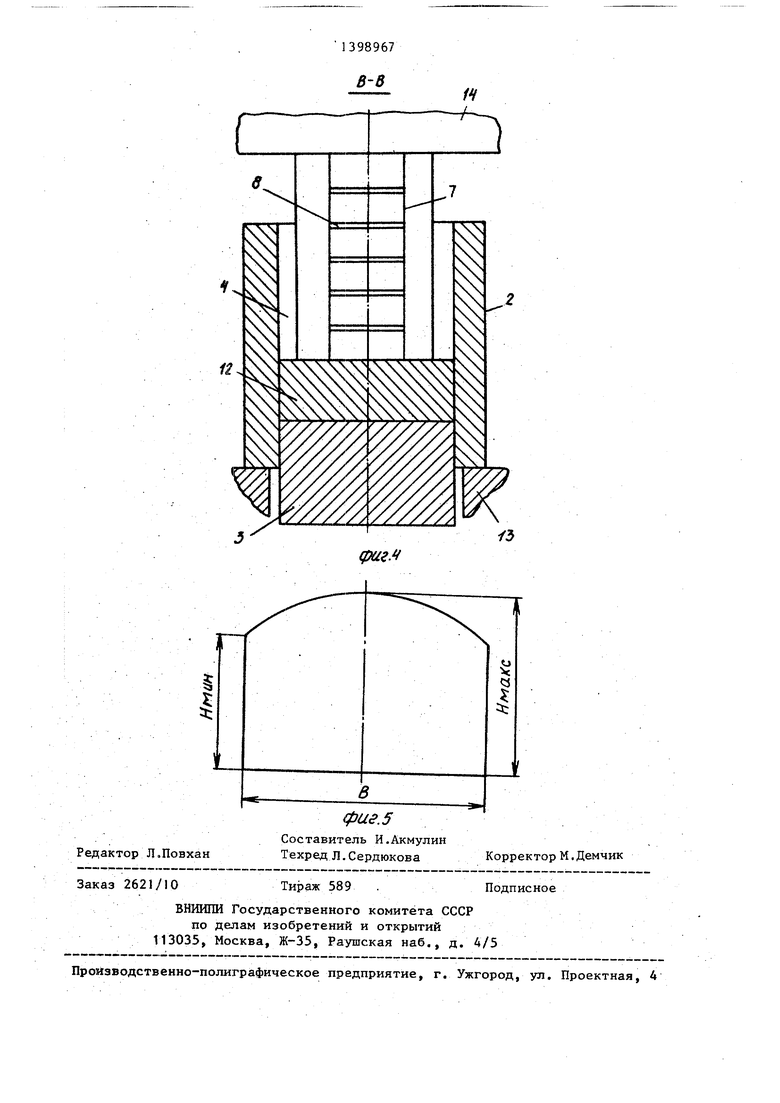
На фиг,1 представлена схема йтам- па для вьщавливания изделий коробчатой формы;, на фиг.2 - разрез А-А на фиг.1{ на фиг.З - разрез Б-Бнафиг.1 на фи1 .4 - разрез В-В на фиг.1; на фиг,5 - вид изделия, план.
Штамп состоит из пуансона I, мат- Р1|щы 2 и выталкивателя 3. Между пуан сдном и матрицей имеется зазор 4, в кфторый происходит истечение металла изделия 5. На наружных гранях 6 пуан сйна вьтолнены зоны 7, имеющие зле- менты 8 торможения. На внутренних гранях 9 матрицы также вьтолнены зоны 10 с элементами Л торможения. Заготовка 12 вкладывается в Матрицу и штамп в сборе устанавливается на плиту 13 гвдравлического . Пуансон крепится к верхнему ползуну 14 пресса. Элементы 8 и П торможения выполнены в зонах 7 и 10 перпен- дикулярио продольной оси матрицы и пуансона, вдоль которой происходит прдаожение деформирующего усилил. Кроме того, элементы 8 и 1J торможе- нЦя расположены на средней по ширине граней матрицы 2 и пуансона 1. Дшша элементов торможения 1 составляет 0,5. ..0,6 В, где В - ширина соответствующей грани.
. Штамп работает следующим образом,
Пуансон 1, двигаясь вниз вместе с верхним ползуном 14 пресса, соприкасается с заготовкой 12, установленной в матрице 2 на выталкивателе 3.
При затекании металла изделия в зазор 4 центральная часть его явля-- ется областью наиболее интенсивного течения металла, результатом которого является образование выступа. Эта часть металла изделия тормозится зоной 7, вьтолненной в грани 6 пуансона 1 , и зоной 10, вьтолненной на грани 9 матрицы 2, на которых имеются элементы |8 и П торможения.
Таким образом, после начала деформирования заготовки часть металла, находящаяся в области интенсивного течения (центральная зона), при контакте с первым элементом торможения теряет скорость истечения. Далее при контакте со следующими элементами торможения вновь происходит потеря скорости истечения-металла изделия. Б результате этого к концу деформирования металла изделия скорости истечения металла в различных зонах выравниваются и само, изделие получается с равновысокими стенками, что приводит к повьппению коэффициента использования металла за счет удаления меньшего объема при отрезке стенок изделия по высоте.
Формула изобретения
Штамп для вьодавливания изделий коробчатой формы, содержащий матрицу и. пуансон с вьтолненными на их поверхностях элементами торможения металла заготовки в виде проточек, а также выталкиватель, о т л и ч а ю- Щ и и с я тем, что, с целью повьше- ния качества изделий и коэффициента использования металла, элементы торможения расположены на средней по ширине части граней матрицы и пуансона перпендикулярно их продольной оси, при этом длина элементов торможения составляет
1 0,5...0,6В,
где 1 - длина элементов торможения; В - ширина грани матрицы и пуансона.
фо,
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для выдавливания изделий коробчатой формы | 1977 |
|
SU623627A1 |
| Штамп для изготовления изделий коробчатой формы | 1979 |
|
SU742026A1 |
| Устройство для изготовления полых изделий с внутренним фланцем из трубчатых заготовок | 1989 |
|
SU1792773A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ПЕРЕМЕННОГО СЕЧЕНИЯ ГОРЯЧИМ ВЫДАВЛИВАНИЕМ С ПОДВИЖНЫМИ МАТРИЦАМИ | 2008 |
|
RU2374027C1 |
| Штамп для гибки штучных заготовок из листа | 1987 |
|
SU1442293A1 |
| Способ изготовления изделий типа стаканов | 1990 |
|
SU1750845A1 |
| Штамп последовательного действия | 1983 |
|
SU1134263A1 |
| Штамп совмещенного действия | 1978 |
|
SU697229A1 |
| Штамп для изготовления изделий коробчатой формы | 1982 |
|
SU1057159A2 |
| СПОСОБ ОБРАТНОГО ВЫДАВЛИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2333067C1 |
Изобретение относится к обработке металлов давлением и может быть использовано в процессах выдавливания при получении изделий коробчатой формы. Цель изобретения - повышение качества изделий и коэффициента использования металла. Особенностью данной конструкции является возможность регулирования скоростей истечения металла по ширине стенки коробчатого изделия. Для достижения этой цели элементы торможения металла заготовки расположены на средней по ширине части граней матрицы и пуансона. Длина этих элементов 1 составляет 0,5...0,6В, где В - ширина соответствующей грани матрищ 1 и пуансона. Применение подобной конструкции позволяет значительно уменьшить разно- высотное ть изделий и повысить коэффициент использования металла. 5 ил. а
а .«
/
гЗ
Редактор Л.Повхан
фиг.5
Составитель И.Акмулин Техред Л.Сердюкова
Заказ 2621/10
Тираж 589
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
фаг.
Корректор М. Демчик
Подписное
| Штамп для выдавливания изделий коробчатой формы | 1977 |
|
SU623627A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
