хЗ .
f7 гt
От ttoeoma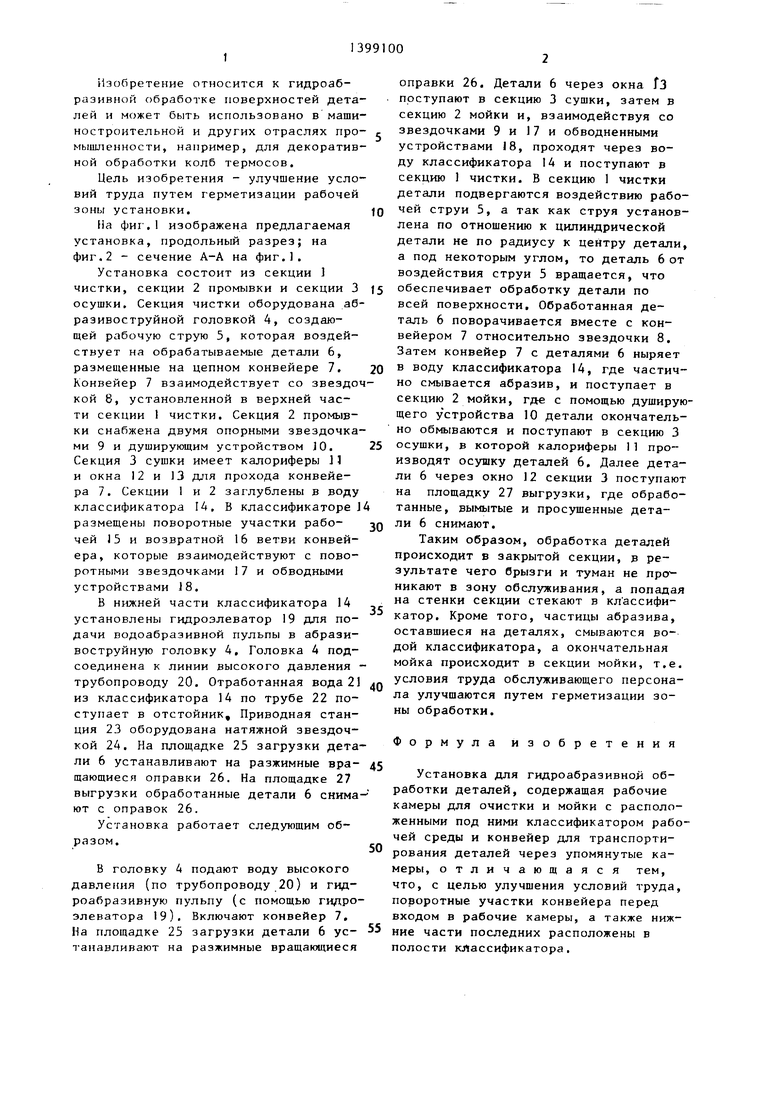
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для гидроабразивной обработки | 1987 |
|
SU1495095A1 |
| Установка для гидроабразивной обработки деталей | 1980 |
|
SU897491A1 |
| ОЧИСТНОЙ МЕХАНИЗИРОВАННЫЙ КОМПЛЕКС С ДОБЫЧЕЙ ИСКОПАЕМОГО КРУПНЫМИ БЛОКАМИ И ДОСТАВКОЙ ЭСКАЛАТОРАМИ | 2008 |
|
RU2398107C2 |
| СПОСОБ ПРОФЕССОРА КАРИМАНА ПОДЗЕМНОЙ РАЗРАБОТКИ ПЛАСТОВЫХ МЕСТОРОЖДЕНИЙ ПОЛЕЗНЫХ ИСКОПАЕМЫХ С ВЫЕМКОЙ ИХ БЛОКАМИ И ТРАНСПОРТИРОВКОЙ ЭСКАЛАТОРАМИ | 2008 |
|
RU2383736C2 |
| Установка для мойки тары | 1983 |
|
SU1134249A1 |
| Установка для гидроабразивной обработки | 1983 |
|
SU1143581A1 |
| УСТРОЙСТВО ДЛЯ МОЙКИ РЫБЫ | 2015 |
|
RU2601596C1 |
| Установка для мойки деталей | 1989 |
|
SU1754229A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ СТРУЙНОЙ ГИДРОАБРАЗИВНОЙ ОБРАБОТКИ | 1966 |
|
SU180109A1 |
| Устройство для струйной обработки изделий | 1988 |
|
SU1650409A1 |
Изобретение относится к области гидроабразивной обработки поверхностей деталей и может быть использовано в машиностроительной и других отраслях промышленности. Цель изобретения - улучшение условий труда путем герметизации рабочей зоны установки. Установка содержит несколько рабочих камер-секций: секцию для гидроабразивной очистки, секции 2 и 3 для мойки и осушки деталей. Секции 1 и 2 своей нижней частью заглублены в воду классификатора 14,В полости классификатора размещены поворотные участки рабочей 15 и возвратной 16 ветвей конвейера для перемещения деталей, которые взаимодействуют с поворотными звездочками 17 и обводными устройствами 18. Детали из секции 1 очистки в секцию 2 мойки перемещаются через воду классификатора 14, где с деталей частично смывается абразив. Б результате герметизации нижней части рабочих камер-секций 1 и 2 в воде классификатора 14 брызги и туман не проникают в зону обслуживания, а попадая на стенки камер, стекают в классификатор. 2 ил. с (Л
4 W W у Дг --) )10
г випяз1в ЯЫпмия
Изобретение относится к гидроаб- раэивной обработке поверхностей деталей и может быть использовано в машиностроительной и других отраслях про- мышленности, например, для декоративной обработки колб термосов.
Цель изобретения - улучшение условий труда путем герметизации рабочей зоны установки.
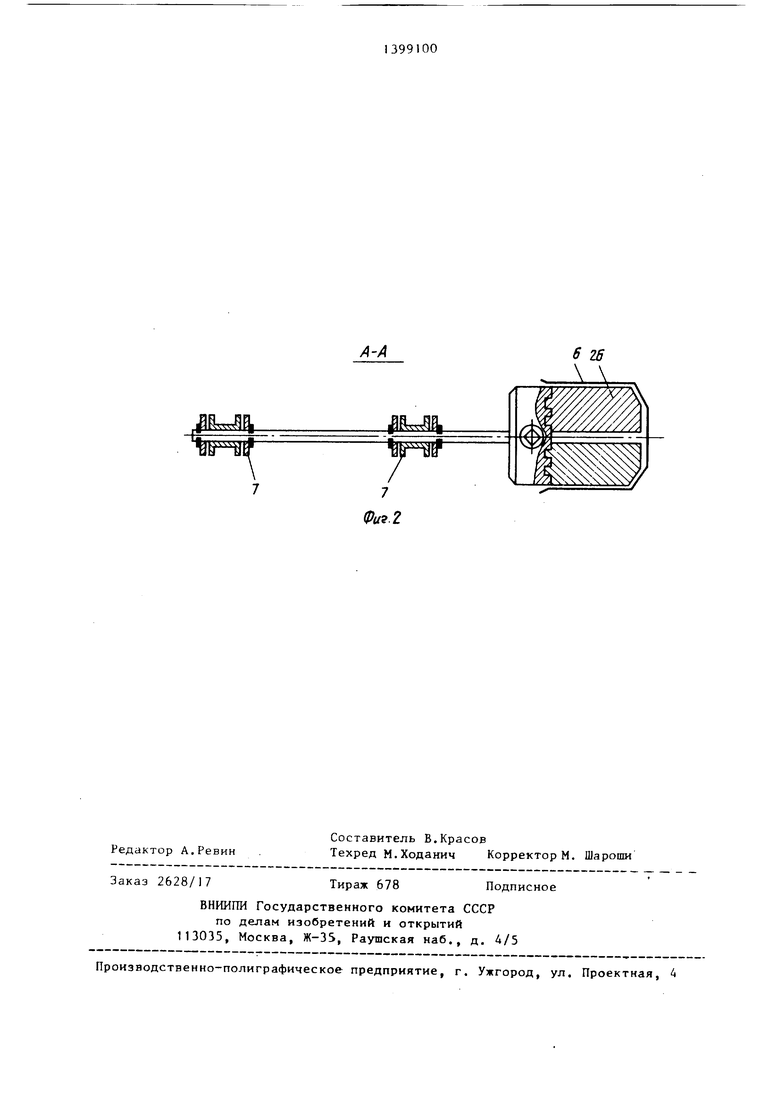
На фиг.1 изображена предлагаемая установка, продольный разрез; на фиг.2 - сечение А-А на фиг..
Установка состоит из секции J чистки, секции 2 промывки и секции 3 осушки. Секция чистки оборудована аб- разивоструйной головкой 4, создающей рабочую струю 5, которая воздействует на обрабатываемые детали 6, размещенные на цепном конвейере 7. Конвейер 7 взаимодействует со звездочкой 8, установленной в верхней части секции 1 чистки. Секция 2 промывки снабжена двумя опорными звездочками 9 и душирующим устройством 0. Секция 3 сушки имеет калориферы 1 и окна 12 и 13 для прохода конвейера 7. Секции 1 и 2 заглублены в воду классификатора 14. В классификаторе J размещены поворотные участки рабо- чей 15 и возвратной 16 ветви конвейера, которые взаимодействуют с поворотными звездочками 17 и обводными устройствами 18.
В нижней части классификатора 14 установлены гидроэлеватор 19 для подачи водоабразивной пульпы в абрази- воструйную головку 4, Головка 4 подсоединена к линии высокого давления - трубопроводу 20. Отработанная вода 21 из классификатора 14 по трубе 22 поступает в отстойник. Приводная станция 23 оборудована натяжной звездочкой 24. На площадке 25 загрузки детали 6 устанавливают на разжимные вра- щающиеся оправки 26. На площадке 27 выгрузки обработанные детали 6 снима ют с оправок 26.
Установка работает следующим образом.
В головку 4 подают воду высокого давления (по трубопроводу 20) и гидроабразивную пульпу (с помощью гидроэлеватора 19). Включают конвейер 7, На площадке 25 загрузки детали 6 ус- танавливают на разжимные вращающиеся
г
0
5 0 50
о 5
Q
5
5
оправки 26. Детали 6 через окна Гз поступают в секцию 3 сушки, затем в секцию 2 мойки и, взаимодействуя со звездочками 9 и 17 и обводненными устройствами 18, проходят через воду классификатора 14 и поступают в секцию 1 чистки. В секцию 1 чистки детали подвергаются воздействию рабочей струи 5, а так как струя установлена по отношению к цилиндрической детали не по радиусу к центру детали, а под некоторым углом, то деталь 6 от воздействия струи 5 вращается, что обеспечивает обработку детали по всей поверхности. Обработанная деталь 6 поворачивается вместе с конвейером 7 относительно звездочки 8. Затем конвейер 7 с деталями 6 ныряет в воду классификатора 14, где частично смывается абразив, и поступает в секцию 2 мойки, где с помощью душирую- щего Устройства 10 детали окончательно обмываются и поступают в секцию 3 осушки, в которой калориферы П производят осушку деталей 6. Далее детали 6 через окно 12 секции 3 поступают на площадку 27 выгрузки, где обработанные, вымытые и просушенные детали 6 снимают.
Таким образом, обработка деталей происходит в закрытой секции, в результате чего брызги и туман не про никают в зону обслуживания, а попадая на стенки секции стекают в кл ассифи- катор. Кроме того, частицы абразива, оставшиеся на деталях, смываются водой классификатора, а окончательная мойка происходит в секции мойки, т.е. условия труда обслуживающего персонала улучшаются путем герметизации зоны обработки.
Формула изобретения
Установка для гидроабразивной обработки деталей, содержащая рабочие камеры для очистки и мойки с расположенными под ними классификатором рабочей среды и конвейер для транспортирования деталей через упомянутые ка- мерЬЕ, отличающаяся тем, что, с целью улучшения условий труда, поворотные участки конвейера перед входом в рабочие камеры, а также нижние части последних расположены в полости классификатора.
ЖзЖ.
А-А
5 26
1г
/
7 /г.2
| Установка для гидроабразивной обработки деталей | 1980 |
|
SU897491A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
